
 商标分类
商标分类  商标转让
商标转让 
一种油泵主动齿的制备加工方法与流程
 2021-01-29 14:01:09|
2021-01-29 14:01:09| 344|
344| 起点商标网
起点商标网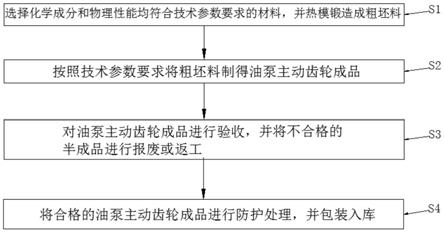
[0001]
本发明涉及油泵主动齿技术领域,具体来说,涉及一种油泵主动齿的制备加工方法。
背景技术:
[0002]
油泵是一种既轻便又紧凑的泵,有直列式、分配式和单体式三大类。油泵用来使机油压力升高和保证一定的油量向各摩擦表面强制供油的部件,内燃机广泛采用齿轮式和转子式机油泵。齿轮式油泵结构简单,加工方便,工作可靠,使用寿命长,泵油压力高,得到广泛应用。转子泵转子形体复杂,多用粉末冶金压制
[0003]
油泵主动齿是无论何种工作状态它都会转动的齿轮,主动齿的齿轮动力是直接来源于曲轴,进而带动从动齿。因此油泵主动齿的硬度、防腐蚀性、耐磨性等都具有很高的要求,现有的齿轮制备加工工艺无法完全满足油泵主动齿的这种使用要求,导致油泵的使用寿命和可靠性降低。
[0004]
针对相关技术中的问题,目前尚未提出有效的解决方案。
技术实现要素:
[0005]
针对相关技术中的问题,本发明提出一种油泵主动齿的制备加工方法,以克服现有相关技术所存在的上述技术问题。
[0006]
为此,本发明采用的具体技术方案如下:
[0007]
一种油泵主动齿的制备加工方法,包括以下步骤:
[0008]
s1、选择化学成分和物理性能均符合技术参数要求的材料,并热模锻造成粗坯料;
[0009]
s2、按照技术参数要求将粗坯料制得油泵主动齿轮成品;
[0010]
s3、对油泵主动齿轮成品进行验收,并将不合格的半成品进行报废或返工;
[0011]
s4、将合格的油泵主动齿轮成品进行防护处理,并包装入库。
[0012]
进一步的,s2中按照技术参数要求将粗坯料制得油泵主动齿轮成品时,具体包括以下步骤:
[0013]
s201、对粗坯料进行正火处理;
[0014]
s202、按照技术参数要求对正火后的粗坯料进行车削加工处理,并保留加工余量;
[0015]
s203、利用剃齿机对车削加工后的粗坯件进行加工处理,得到初步加工齿轮;
[0016]
s204、对初步加工齿轮进行热处理;
[0017]
s205、对热处理后的初步加工齿轮进行磨削加工;
[0018]
s206、对磨削加工后的初步加工齿轮进行表面处理,得到最终成品齿轮。
[0019]
进一步的,s201中对粗坯料进行正火处理时,具体包括以下步骤:
[0020]
将粗坯料加热到ac1-ac3(是反映不同含碳量的钢在缓慢加热和冷却时的相变温度)之间某一温度,并保温一定时间,使钢部分奥氏体化,得到细小奥氏体和细小铁索体组织;
[0021]
对粗坯料空冷,得到细小铁索体晶粒和珠光体组织。
[0022]
进一步的,s204中对初步加工齿轮进行热处理时,具体包括以下步骤:
[0023]
将初步加工齿轮放入密封电磁感应炉中进行淬火处理;
[0024]
初步加工齿轮淬火后进行冷处理,冷处理时的温度在-70℃~-80℃之间;
[0025]
将冷处理后的初步加工齿轮静置至室温后再进行回火处理。
[0026]
进一步的,s205中对热处理后的初步加工齿轮进行磨削加工时,具体包括以下步骤:
[0027]
将热处理后的齿轮定位面进行精修;
[0028]
以齿轮定位面为基准对齿轮内径、端面、轴的外径及齿形进行精加工。
[0029]
进一步的,s206中对磨削加工后的初步加工齿轮进行表面处理时,具体包括以下步骤:
[0030]
使用抛丸机对齿轮的表面进行抛丸处理;
[0031]
将抛丸处理后的齿轮放入化学气相沉积设备内,并在齿轮表面制得防腐蚀固体薄膜。
[0032]
进一步的,s1中选择化学成分和物理性能均符合技术参数要求的材料时,该材料包括以下组份:20crmnti95.5份、0cr
18
ni92.5份及0cr
26
ni5mo22份。
[0033]
进一步的,s3中对油泵主动齿轮成品进行验收,并将不合格的半成品进行报废或返工时,具体包括以下步骤:
[0034]
采用预先配置的量具对油泵主动齿轮的形位尺寸进行检测;
[0035]
采用预先配置的硬度测量仪检测油泵主动齿轮的硬度;
[0036]
抽样检测油泵主动齿轮成品的耐腐蚀性能。
[0037]
进一步的,抽样检测油泵主动齿轮成品的耐腐蚀性能的步骤还包括:
[0038]
将样品放置在试验箱中的纤维材质支架上,并将样品的测试面朝上;
[0039]
往试验箱中通入铜盐加速醋酸盐雾,并试验24h;
[0040]
试验后,取出样品,在室内自然干燥0.5-1h,然后用吹干机将样品吹干;
[0041]
使用标准图标对样品进行对比检测。
[0042]
进一步的,s4中将合格的油泵主动齿轮成品进行防护处理,并包装入库时,具体包括以下步骤:
[0043]
将合格的油泵主动齿轮成品按照四个为一组码齐;
[0044]
使用蜡纸将一组合格的油泵主动齿轮成品包装,并存放在仓库中的放置架上。
[0045]
本发明的有益效果为:通过采用20crmnti、0cr
18
ni9及0cr
26
ni5mo2作为制造油泵主动齿的材料,采用特殊的热处理工艺、表面加工处理工艺,从而提高了油泵主动齿的耐磨性、疲劳强度、刚性、硬度以及韧性,进而提高了油泵主动齿的整体强度,进而提高了油泵主动齿的可靠性和使用寿命。不仅满足了油泵主动齿的使用要求,同时也降低了油泵的故障概率,节省了使用成本。
附图说明
[0046]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施
例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0047]
图1是根据本发明实施例的一种油泵主动齿的制备加工方法的工艺流程图。
具体实施方式
[0048]
为进一步说明各实施例,本发明提供有附图,这些附图为本发明揭露内容的一部分,其主要用以说明实施例,并可配合说明书的相关描述来解释实施例的运作原理,配合参考这些内容,本领域普通技术人员应能理解其他可能的实施方式以及本发明的优点,图中的组件并未按比例绘制,而类似的组件符号通常用来表示类似的组件。
[0049]
根据本发明的实施例,提供了一种油泵主动齿的制备加工方法。
[0050]
现结合附图和具体实施方式对本发明进一步说明,如图1所示,根据本发明实施例的油泵主动齿的制备加工方法,包括以下步骤:
[0051]
s1、选择化学成分和物理性能均符合技术参数要求的材料,并热模锻造成粗坯料;
[0052]
s2、按照技术参数要求将粗坯料制得油泵主动齿轮成品;
[0053]
s3、对油泵主动齿轮成品进行验收,并将不合格的半成品进行报废或返工;
[0054]
s4、将合格的油泵主动齿轮成品进行防护处理,并包装入库。
[0055]
在一个实施例中,s2中按照技术参数要求将粗坯料制得油泵主动齿轮成品时,具体包括以下步骤:
[0056]
s201、对粗坯料进行正火处理;
[0057]
s202、按照技术参数要求对正火后的粗坯料进行车削加工处理,并保留加工余量;
[0058]
s203、利用剃齿机对车削加工后的粗坯件进行加工处理,得到初步加工齿轮;
[0059]
s204、对初步加工齿轮进行热处理;
[0060]
s205、对热处理后的初步加工齿轮进行磨削加工;
[0061]
s206、对磨削加工后的初步加工齿轮进行表面处理,得到最终成品齿轮。
[0062]
在一个实施例中,s201中对粗坯料进行正火处理时,具体包括以下步骤:
[0063]
将粗坯料加热到ac1-ac3之间某一温度,并保温一定时间,使钢部分奥氏体化,得到细小奥氏体和细小铁索体组织;
[0064]
对粗坯料空冷,得到细小铁索体晶粒和珠光体组织。
[0065]
在一个实施例中,s204中对初步加工齿轮进行热处理时,具体包括以下步骤:
[0066]
将初步加工齿轮放入密封电磁感应炉中进行淬火处理;
[0067]
初步加工齿轮淬火后进行冷处理,冷处理时的温度在-70℃~-80℃之间;
[0068]
将冷处理后的初步加工齿轮静置至室温后再进行回火处理。
[0069]
在一个实施例中,s205中对热处理后的初步加工齿轮进行磨削加工时,具体包括以下步骤:
[0070]
将热处理后的齿轮定位面进行精修;
[0071]
以齿轮定位面为基准对齿轮内径、端面、轴的外径及齿形进行精加工。
[0072]
在一个实施例中,s206中对磨削加工后的初步加工齿轮进行表面处理时,具体包括以下步骤:
[0073]
使用抛丸机对齿轮的表面进行抛丸处理;
[0074]
将抛丸处理后的齿轮放入化学气相沉积设备内,并在齿轮表面制得防腐蚀固体薄膜。
[0075]
在一个实施例中,s1中选择化学成分和物理性能均符合技术参数要求的材料时,该材料包括以下组份:20crmnti95.5份、0cr
18
ni92.5份及0cr
26
ni5mo22份。
[0076]
在一个实施例中,s3中对油泵主动齿轮成品进行验收,并将不合格的半成品进行报废或返工时,具体包括以下步骤:
[0077]
采用预先配置的量具对油泵主动齿轮的形位尺寸进行检测;
[0078]
采用预先配置的硬度测量仪检测油泵主动齿轮的硬度;
[0079]
抽样检测油泵主动齿轮成品的耐腐蚀性能。
[0080]
在一个实施例中,抽样检测油泵主动齿轮成品的耐腐蚀性能的步骤还包括:
[0081]
将样品放置在试验箱中的纤维材质支架上,并将样品的测试面朝上;
[0082]
往试验箱中通入铜盐加速醋酸盐雾,并试验24h;
[0083]
试验后,取出样品,在室内自然干燥0.5-1h,然后用吹干机将样品吹干;
[0084]
使用标准图标对样品进行对比检测。
[0085]
在一个实施例中,s4中将合格的油泵主动齿轮成品进行防护处理,并包装入库时,具体包括以下步骤:
[0086]
将合格的油泵主动齿轮成品按照四个为一组码齐;
[0087]
使用蜡纸将一组合格的油泵主动齿轮成品包装,并存放在仓库中的放置架上。
[0088]
综上所述,借助于本发明的上述技术方案,通过采用20crmnti、0cr18ni9及0cr26ni5mo2作为制造油泵主动齿的材料,采用特殊的热处理工艺、表面加工处理工艺,从而提高了油泵主动齿的耐磨性、疲劳强度、刚性、硬度以及韧性,进而提高了油泵主动齿的整体强度,进而提高了油泵主动齿的可靠性和使用寿命。不仅满足了油泵主动齿的使用要求,同时也降低了油泵的故障概率,节省了使用成本。
[0089]
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0090]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips