
 商标分类
商标分类  商标转让
商标转让 
一种数控刀具及其制作方法与流程
 2021-01-29 14:01:12|
2021-01-29 14:01:12| 280|
280| 起点商标网
起点商标网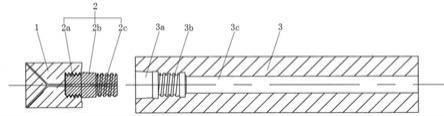
[0001]
本发明属于数控机械加工技术领域,具体涉及一种数控刀具及其制作方法。
背景技术:
[0002]
现有的数控刀具在加工过程中具有噪音大、光洁度低、效率慢、刀具损耗快、精度低等缺陷,且加工时的刀具震动会导致刀具容易损坏,一旦刀具损坏就需要重新安装刀具,不仅耽误工时,还会增加工业成本,影响企业生产效率,另外刀具震动作用在机械工件上后会导致工件精密度大幅度下降。
技术实现要素:
[0003]
本发明的目的在于克服现有技术中的不足,提供一种数控刀具及其制作方法,具有更优的稳定性、更高的加工精度及抗震性能。
[0004]
本发明提供了如下技术方案:
[0005]
第一方面,本发明提供了一种数控刀具,包括同轴线设置的刀头、连接件和刀杆,所述连接件包括刀头连接段和刀杆连接段;
[0006]
所述刀头连接段与刀头螺纹连接,且刀头连接段与刀头之间填充有减震胶;
[0007]
所述刀杆连接段包括锥形段和螺纹段,所述刀杆配置有与所述锥形段过盈配合的锥形连接部和与所述螺纹段相啮合的螺纹啮合部。
[0008]
结合第一方面,进一步地,所述刀具内还开设有贯穿刀杆、连接件及刀头的冷却液通道,所述刀头的刃口上分布有与所述冷却液通道相连通的冷却液出口。
[0009]
结合第一方面,进一步地,所述螺纹段所配置的螺纹为梯形螺纹。
[0010]
结合第一方面,进一步地,所述刀头和刀杆为硬质合金材料。
[0011]
结合第一方面,进一步地,所述连接件采用skd61钢件材料。
[0012]
结合第一方面,进一步地,所述刀杆呈圆柱形,刀杆的长径比不小于10。
[0013]
结合第一方面,进一步地,所述刀头连接段、锥形段和螺纹段为顺次连接的一体结构。
[0014]
第二方面,本发明提供了一种第一方面任一项所述数控刀具的制作方法,包括如下步骤:
[0015]
选取刀头坯料,沿刀头坯料轴线方向加工刀头连接槽;
[0016]
于刀头连接槽内加工内螺纹,所述内螺纹与刀头连接段的外螺纹相适配;
[0017]
向刀头连接槽内灌注液态减震胶,于减震胶凝固前,将刀头连接段安装于所述刀头连接槽内;
[0018]
待减震胶凝固后,于刀头部加工刃口、于刀头及连接件内加工冷却液通道,使冷却液通道与分布于刃口上的冷却液出口相贯通;
[0019]
将加工成型的刀杆连接于连接件的刀杆连接段,使刀杆连接段的锥形段与刀杆的锥形连接部相适配、螺纹段与刀杆的螺纹啮合部相啮合。
[0020]
结合第二方面,进一步地,所述刀杆采用整体硬质合金圆棒一次加工成型。
[0021]
与现有技术相比,本发明所达到的有益效果:
[0022]
连接件的刀头连接段与刀头之间填充有减震胶,减震胶一方面能够增加连接件与刀头连接的稳固性;另一方面减震胶可以利用自身的减震作用削弱刀具在加工过程中的机械振动,提高刀具加工精度;再一方面,减震胶还能够填补刀头与连接件之间的空气间隙,避免刀头与刀头连接段的连接处在高温环境下氧化,有助于延长刀具使用寿命;
[0023]
刀杆配置有与连接件的所述锥形段过盈配合的锥形连接部和与所述螺纹段相啮合的螺纹啮合部,锥形段和锥形连接部的过盈配合设计结构,实现了连接件和刀杆的自定心高精度连接,有助于提高刀头与刀杆的同轴度,从而提高刀具加工精度,另外螺纹啮合结构提高了刀杆与连接件的连接强度,有效减少断刀现象;
[0024]
刀具内开设有冷却液通道,刀头的刃口上分布有与所述冷却液通道相连通的冷却液出口,一方面能够对加工过程中的刀具进行快速降温,延长刀具使用寿命,且能有效防止被加工材料粘刀现象及提高排屑性能;另一方面冷却液通道的设置使得刀具呈空心结构,能够进一步削弱加工过程中的机械振动;在此设计结构下,减震胶还能够避免刀头和连接件之间出现漏液,增加刀具对冷却液的密封性能;
[0025]
刀杆和刀头通过连接件连接,两者为可拆卸分体结构,取代现有技术中刀头刀杆的焊接结构,从根本上行杜绝了焊接断裂的技术问题,若刀头出现损坏,可以保留刀杆继续使用,另外用户也可以根据实际使用不同长径比的刀杆,以增加刀头的适用场景,有助于节约用户使用成本;
[0026]
本发明提供的数控刀具适用于高精度加工,还可以运用于高速精雕和高速铣削,尤其适用于钛合金以及其他耐热合金材料的加工。
附图说明
[0027]
图1是本发明实施例提供的数控刀具的结构示意图;
[0028]
图2为本发明实施例连接件与刀头连接处的局部放大图;
[0029]
图中标记为:1、刀头;2、连接件;2a、刀头连接段;2b、锥形段;2c、螺纹段;3、刀杆;3a、锥形连接部;3b、螺纹啮合部;4、减震胶。
具体实施方式
[0030]
下面结合附图对本发明作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
[0031]
实施例一:
[0032]
如图1所示,一种数控刀具,包括刀头1、刀杆3和用于连接刀头1和刀杆3的连接件2,刀头1、刀杆3和连接件2同轴线设置。
[0033]
连接件2包括刀头连接段2a和刀杆连接段。
[0034]
刀头连接段2a外周向设有外螺纹,刀头1与连接件2相连接的一端沿刀头1轴线在刀头1内开设刀头连接槽,刀头连接槽的侧壁设有内螺纹,所述内螺纹与外螺纹相适配,用于将刀头1连接于所述连接件2上。刀头连接槽的槽底、侧壁与刀头连接段2a之间均附着有减震胶4。减震胶4一方面能够增加连接件2与刀头1连接的稳固性;另一方面减震胶4可以利
用自身的减震作用削弱刀具在加工过程中的机械振动,提高刀具加工精度;再一方面,减震胶4还能够填补刀头1与刀头连接段2a之间的空气间隙,避免刀头1与刀头连接段2a的连接处在高温环境下氧化,有助于延长刀具使用寿命。
[0035]
刀杆连接段分为锥形段2b和螺纹段2c,刀杆3与连接件2相连接的一端沿刀杆3轴线方向在刀杆3内开设刀杆连接槽,刀杆连接槽内配置有所述锥形段2b过盈配合的锥形连接部3a和与所述螺纹段2c相啮合的螺纹啮合部3b。锥形段2b的外径沿远离刀头1的方向逐渐收缩,锥形段2b和锥形连接部3a的过盈配合设计结构,实现了连接件2和刀杆3的自定心高精度连接,有助于提高刀头1与刀杆3的同轴度,从而提高刀具加工精度,另外螺纹啮合结构提高了刀杆3与连接件2的连接强度,有效减少断刀现象。
[0036]
本发明实施例提供的数控刀杆3内部还设有冷却液通道,所述冷却液通道贯穿刀杆3、连接件2和刀头1,刀头1的刀刃上分布若干冷却液出口。加工过程中,冷却液从设于刀杆3一端的冷却液入口进入,从设于刀刃上的冷却液出口流出,冷却液通道的设置不仅仅能够加速刀具降温(内冷相对与外冷而言,冷却效果加快速、均匀、彻底)、延长刀具使用寿命,且能够使得刀具整体呈空心结构,能够最大限度削弱刀具在加工过程中出现的震刀现象、保证加工精度;冷却液出口分布于刀头1的刃口上,能有效防止被加工材料粘刀现象及提高排屑性能。在此设计结构下,前述的减震胶4还能够避免刀头1和连接件2之间出现漏液,增加刀具对冷却液的密封性能。
[0037]
在本发明实施例中,刀杆连接段的螺纹段2c所配置的螺纹为梯形螺纹,梯形螺纹的牙型角为30度,梯形螺纹与刀杆3的螺纹啮合部3b相啮合,内外螺纹以锥面贴紧不易松动,工艺较好,相对于普通螺纹,梯形螺纹牙根强度高、对中性好、更适用于传动结构件之间的连接。梯形螺纹与锥形段2b相配合,不仅能够保证连接杆与刀杆3的同轴度,且能够保证刀杆3与连接件2的连接强度,有效减少断刀现象。
[0038]
如表1所示,是适用于本发明实施例的梯形螺纹的可选参数:
[0039]
表1:
[0040][0041]
为进一步提高刀头1和刀杆3的连接强度,连接件2的刀头连接段2a、锥形段2b和螺纹段2c采用顺次连接的一体结构。本发明实施例提供的刀杆3和刀头1通过连接件2连接,两者为可拆卸分体结构,取代现有技术中刀头1刀杆3的焊接结构,从根本上行杜绝了焊接断裂的技术问题,若刀头1出现损坏,可以保留刀杆3继续使用,另外用户也可以根据实际使用不同长径比的刀杆3,以增加刀头1的适用场景,有助于节约用户使用成本。刀杆3可以选用
圆柱体结构,刀杆3的长径比一般不小于10,适用于小径深孔型加工,但应当明白,本领域技术人员可以根据实际需要选择刀杆3的尺寸,以适用于不同加工环境。
[0042]
本发明实施例中刀头1和刀杆3可以选用硬质合金材料,例如:钨钢材料(以wc与co粉为主要原料)。如表1所示,是本发明实施例提供的数控刀具与现有已知数控刀具的加工测试对照表,表1中右侧对应本发明实施例提供的数控刀具,采用钨钢抗震刀杆3加减震钨钢刀头1(包含连接件2,连接件2采用skd61钢件材料);表2中左侧对应现有已知数控刀具,采用钨钢刀杆3加钢件刀头1加钨钢刀片组合:
[0043]
表2:
[0044][0045]
根据表2可知,对于同等硬度的被加工材料,在相同的加工条件下本发明实施例提供的数控刀具在加工过程中没有震刀现象,产品表面光洁度高,效率提高50%,而现有已知数控刀具存在加工过程噪音大、产品表面光洁度第、效率低下,且刀具损耗快。综上,本发明实施例提供的数控刀具明显优于现有技术中已知的数控刀具,适用于高精度加工,还可以运用于高速精雕和高速铣削,尤其适用于钛合金以及其他耐热合金材料的加工。
[0046]
实施例二:
[0047]
本发明实施例提供了一种数控刀具的制作方法,可以用于加工制作实施例一所述的数控刀具,主要包括如下步骤:
[0048]
步骤一、选取刀头1坯料,沿刀头1坯料轴线方向加工刀头连接槽;
[0049]
步骤二、于刀头连接槽内加工内螺纹,所述内螺纹应当与刀头连接段2a的外螺纹相适配;
[0050]
步骤三、向刀头连接槽内灌注液态减震胶4,于减震胶4凝固前,将刀头连接段2a安装于所述刀头连接槽内,安装时应保证刀头1和连接件2之间的同轴度,以使减震胶4能够均匀的附着于刀头1和刀头连接段2a之间;
[0051]
步骤四、待减震胶4凝固后,于刀头1部加工刃口、于刀头1及连接件2内加工冷却液通道,使冷却液通道与分布于刃口上的冷却液出口相贯通;
[0052]
步骤五、将加工成型的刀杆3连接于连接件2的刀杆连接段,使刀杆连接段的锥形段2b与刀杆3的锥形连接部3a相适配、螺纹段2c与刀杆3的螺纹啮合部3b相啮合。
[0053]
在本发明实施例中,刀杆3可以采用整体硬质合金圆棒一次加工成型,保证了硬质合金材质的整体性,让合金材质硬度高变形量小的特点充分发挥放大,加工工件的稳定率大大超越了普通钢材刀杆的稳定性,让机械振动值最小;硬质合金抗震刀杆3的长径比大,可以让抗震合金刀杆3更适应小径深孔型加工的高难度、高抗震要求。
[0054]
本实施例中未尽的其他技术细节及技术效果,可以参照实施例一,在此不做赘述。
[0055]
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变形,这些改进和变形也应视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips