
 商标分类
商标分类  商标转让
商标转让 
一种清除氧化铁、提高表面问题检出率的装置及其运行工艺的制作方法
 2021-01-29 14:01:04|
2021-01-29 14:01:04| 333|
333| 起点商标网
起点商标网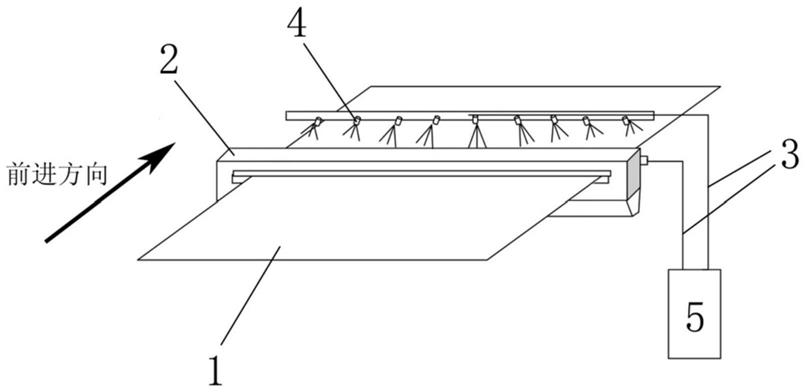
[0001]
本发明属于castrip带钢(即超薄带)技术领域,具体涉及一种清除氧化铁、提高表面问题检出率的装置及其运行工艺。
背景技术:
[0002]
现有技术中,超薄带相较于常规传统热卷,大大简化了工艺流程,设备长度为52m,仅为传统热轧的十分之一,所以热连轧各工序里的除鳞系统并没有在超薄带铸轧线中设置。众所周知,钢材表面的氧化铁一般由3种铁的氧化物组成,从里向外分别是feo、fe3o4、fe2o3,而超薄带铸带在轧制前大部分都处于惰性气体保护中,同时其采用单机架轧制,故其在高温区域(570℃以上,氧化铁生成温度)接触空气的时间要远远小于传统热连轧,即其表面生成的氧化铁厚度要小于传统热轧,且成分也多为疏松多孔的feo组成,这为后续加工清除表面氧化铁及“以热代冷”提供了可能。超薄带需经过拉矫切边,经拉矫后表层氧化铁大体脱落,但还存在部分氧化铁“藕断丝连”,且全部附着于表面,增加表检仪的缺陷辨识难度。氧化铁漂浮,影响作业环境,同时也对设备运行存在一定的影响。相比于水吹除与固体擦除,两种方法各有利弊。水吹除的优点是效果明显;缺点是投资改造大,需进行烘干,否则极易生锈。固体擦除的优点是改造小且容易;缺点是需不断更换固体,且此固体材质有一定的要求,否则极易造成划伤。
技术实现要素:
[0003]
针对现有技术的不足,本发明提供一种清除氧化铁、提高表面问题检出率的装置及其运行工艺,适用于超薄带产品,解决或部分解决超薄带表面氧化铁脱落、因缺乏辨识度表面检测仪无法检测的问题。
[0004]
本发明是通过以下技术方案实现的:
[0005]
一种清除氧化铁、提高表面问题检出率的装置,包括超薄带铸轧工序线,还包括氧化铁粉收集装置、压缩空气管道、高压喷嘴、空气压缩泵和待清理的钢带,所述待清理的钢带随所述超薄带铸轧工序线前进,通过氧化铁粉收集装置;所述压缩空气管道设置于所述氧化铁粉收集装置的出口处的上方和下方,所述压缩空气管道与空气压缩泵相连;所述高压喷嘴设置于所述压缩空气管道上,所述高压喷嘴的喷口与所述待清理的钢带表面呈30
°
;
[0006]
所述氧化铁粉收集装置包括底座、两根胶辊和收集装置,所述底座为漏斗状,所述底座之上设置有所述收集装置;所述胶辊设置于所述收集装置的入口处,所述胶辊的两端固定在所述收集装置上,所述胶辊可灵活滚动;所述待清理的钢带沿两根胶辊间的缝隙进入收集装置;所述收集装置为长方体状,所述收集装置的长度与所述待清理的钢带相配合。
[0007]
优选地,所述高压喷嘴的数量为一个以上,位于所述待清理的钢带中部的高压喷嘴孔径小,位于所述待清理的钢带两侧的高压喷嘴孔径大,且能向两边偏转20
°
。
[0008]
优选地,所述高压喷嘴的数量为18个,分为9个一组设置在所述待清理的钢带的上方和下方。
[0009]
优选地,所述高压喷嘴与所述待清理的钢带的距离为60~100mm。
[0010]
优选地,所述收集装置为1680mm
×
50mm
×
50mm的长方体,其入口尺寸为1580mm
×
5mm,其出口尺寸为1580mm
×
10mm。
[0011]
优选地,所述收集装置的出口处还设有15mm宽的导板。
[0012]
基于上述清除氧化铁、提高表面问题检出率的装置的运行工艺,包括以下步骤:待清理的钢带沿超薄带铸轧工序线前进,进入氧化铁粉收集装置,上下两根胶辊滚动,将待清理的钢带表面的氧化铁粉黏附以清理,清理后的钢带通过氧化铁粉收集装置,位于氧化铁粉收集装置出口处上方和下方的高压喷嘴向钢带上表面和下表面喷射压缩空气,进一步清理钢带,清理完毕的钢带沿超薄带铸轧工序线继续前进,进行后续操作。
[0013]
本发明的有益效果如下:
[0014]
本发明的清除氧化铁、提高表面问题检出率的装置,适用于超薄带产品,可以解决或部分解决超薄带表面氧化铁脱落、因缺乏辨识度表面检测仪无法检测的问题,高压空气吹除具有改造小且效果明显的优点,集合了水吹除与固体的优点,摈弃了缺点。保证带钢表面清洁,保证表面检测仪的高效使用、准确识别,保证清洁的生产环境。
附图说明
[0015]
图1为清除氧化铁、提高表面问题检出率的装置的结构示意图;
[0016]
图2为氧化铁粉收集装置的后视图;
[0017]
图3为氧化铁粉收集装置的左视图;
[0018]
图中:1、待清理的钢带;2、氧化铁粉收集装置;3、压缩空气管道;4、高压喷嘴;5、空气压缩泵;6、底座;7、胶辊;8、收集装置;9、导板。
具体实施方式
[0019]
下面结合附图与实施例对本发明做进一步详细说明。
[0020]
实施例1
[0021]
一种清除氧化铁、提高表面问题检出率的装置,包括超薄带铸轧工序线,如图1所示,还包括氧化铁粉收集装置2、压缩空气管道3、高压喷嘴4、空气压缩泵5和待清理的钢带1,所述待清理的钢带1随所述超薄带铸轧工序线前进,通过氧化铁粉收集装置2;所述压缩空气管道3设置于所述氧化铁粉收集装置2的出口处的上方和下方,所述压缩空气管道3与空气压缩泵5相连;所述高压喷嘴4设置于所述压缩空气管道3上,所述高压喷嘴4的喷口与所述待清理的钢带1表面呈30
°
。
[0022]
在本实施例中,所述高压喷嘴4的数量为18个,分为9个一组设置在所述待清理的钢带1的上方和下方,位于所述待清理的钢带1中部的高压喷嘴4的孔径小,喷射强度大,位于所述待清理的钢带1两侧的高压喷嘴4的孔径较大,喷射范围变大,且能向两边偏转20
°
。所述高压喷嘴4与所述待清理的钢带1的距离为60~100mm。
[0023]
如图2、图3所示,所述氧化铁粉收集装置2包括底座6、两根胶辊7和收集装置8,所述底座6为漏斗状,所述底座6之上设置有所述收集装置8;所述胶辊7设置于所述收集装置8的入口处,所述胶辊7的两端固定在所述收集装置8上,所述胶辊7可灵活滚动;所述待清理的钢带1沿两根胶辊7间的缝隙进入收集装置8;所述收集装置8为长方体状,所述收集装置8
的长度与所述待清理的钢带1相配合。
[0024]
在本实施例中,氧化铁粉收集装置2的出口处钢带距高压喷嘴4的距离为100mm,所述收集装置8为1680mm
×
50mm
×
50mm的长方体,其入口尺寸为1580mm
×
5mm,其出口尺寸为1580mm
×
10mm。入口处的两根胶辊7的直径为6mm,上胶辊可上下调节,防止氧化铁粉被吹跑。出口处设有15mm宽的导板9。
[0025]
一种清除氧化铁、提高表面问题检出率的装置的运行工艺,具体步骤如下:
[0026]
待清理的钢带1沿超薄带铸轧工序线前进,进入氧化铁粉收集装置2,上下两根胶辊7滚动,将待清理的钢带1表面的氧化铁粉黏附以清理,清理后的钢带通过氧化铁粉收集装置2,位于氧化铁粉收集装置2出口处上方和下方的高压喷嘴4向钢带上表面和下表面喷射压缩空气,进一步清理钢带,清理完毕的钢带沿超薄带铸轧工序线继续前进,进行后续操作。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips