
 商标分类
商标分类  商标转让
商标转让 
一种金属长条密封带的成型方法与流程
 2021-01-29 14:01:05|
2021-01-29 14:01:05| 93|
93| 起点商标网
起点商标网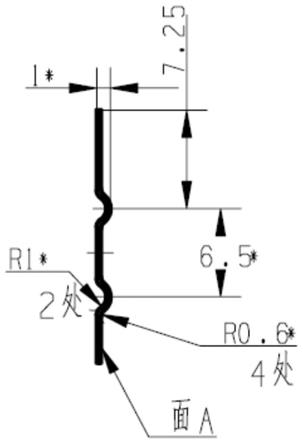
[0001]
本发明属于机械加工技术领域,特别是一种金属长条密封带的成型方法。
背景技术:
[0002]
金属长条密封带是航空发动机中的一种密封部件,零件结构如图1和图2所示,该零件是一种带有两条压筋的金属长条带,长宽比在200以上,压筋尺寸较小,零件宽度与压筋深度比在20以上,在压筋上及压筋中间密布三排小孔,为保证后续小孔加工的工艺性及零件装配要求,需保证零件具有良好的型面精度和直线度。零件具有长度尺寸大、型面精度高,直线度要求高的特点。
[0003]
鉴于零件长度尺寸大,压筋尺寸过小的特点,采用压型所需的模具尺寸过大,而且该零件成型对于设备平台尺寸、设备平面精度和模具尺寸精度均有很高的要求,进一步加大了加工难度和工装成本。目前,未检索到国内外关于该类金属长条密封带零件成型模具或成型方法的公开文献。
技术实现要素:
[0004]
本发明旨在提供一种金属长条密封带的成型方法,使用工装简单、成本低,且能有效保证零件尺寸精度。
[0005]
一种金属长条密封带的成型方法,金属密封带表面具有压筋,包括,
[0006]
步骤一,制备毛料,采用长方形板料作为毛料,毛料在长度和宽度方向预留加工余量;
[0007]
步骤二,滚压成型,通过上滚轮和下滚轮在毛料的上表面和下表面同步滚压,成型密封带的上型面和下型面;
[0008]
步骤三,拉形校正,采用蒙皮拉伸机夹持密封带的两端并沿着密封带长度方向进行塑性拉伸,塑性拉伸过程中需确保密封带宽度方向的尺寸符合最终宽度要求;
[0009]
步骤四,按照密封带最终长度要求和其余外形尺寸要求加工密封带。
[0010]
优选的,所述步骤一中,毛料在长度方向的预留加工余量包括蒙皮拉伸机夹持长度、拉形过渡区长度和切边余量。
[0011]
优选的,所述步骤二中,上滚轮和下滚轮的成型面等宽,且在下滚轮两个轴向端面上各设置有一块挡板,挡板与下滚轮同轴旋转且外径大于下滚轮外径。
[0012]
优选的,所述步骤三中,塑性拉伸的拉伸量为5%~8%。
[0013]
金属长条密封带成型的主要难点在于密封带长度过长(2000mm以上),传统的压型成型工艺需制备2米以上的压型模具,模具成本和设备平台尺寸要求较高,如果采用分段压型的方式,分段压型又存在转接印难以消除的问题,影响密封效果(本发明所涉及的密封带,主要通过凸起的压筋于密封部件紧密贴合达到密封效果,当压筋处有阶梯痕迹,即凸起的压筋于密封部件局部存在间隙,无法达到预期的密封效果)。本发明采用滚轮滚压成型的方式,摆脱了零件长度过长的束缚,而且工装成本极低,但滚压成型由于零件成型过长,成
型过程中受力不均匀,零件易出现扭曲,直线度差的问题,也影响后续加工及装配效果,因此加入了拉形校正,拉直密封带,在产生一定塑形变形后,零件可以很好的位置拉直状态,得到直线度较高的零件。
[0014]
与现有技术相比,本发明提供的金属密封带成型方案所需的成型模具较为简易,仅需一套滚轮即可,研制成本和制造工装制造周期大大降低,同时采用蒙皮拉伸机拉伸校直,有效保证了零件直线度和尺寸精度。
附图说明
[0015]
图1是零件结构示意图(主视图);
[0016]
图2是零件结构示意图(左视图);
[0017]
图3是滚轮结构示意图;
[0018]
图4是拉形完成示意图。
具体实施方式
[0019]
下面结合附图和具体实施例对本发明作进一步的说明,但不应就此理解为本发明所述主题的范围仅限于以下的实施例,在不脱离本发明上述技术思想情况下,凡根据本领域普通技术知识和惯用手段做出的各种修改、替换和变更,均包括在本发明的范围内。
[0020]
本发明是通过下述技术方案来实现的:
[0021]
(1)制作滚轮:根据零件的结构,设计并制造滚轮模具,滚轮由上、下型面滚轮及两侧的挡板3组成;
[0022]
(2)制备成型毛料:毛料长度按零件长度加上预留计算,宽度按零件宽度乘上一个大于1的系数计算;
[0023]
(3)滚筋:使用上滚轮2和下滚轮1同步滚压零件表面成型,即滚筋;
[0024]
(4)拉形校正:蒙皮拉伸机夹持零件两端,塑性拉伸校直零件。
[0025]
(5)按零件长度要求加工外形。
[0026]
下面以图1和图2中的金属密封带为例,具体的金属密封带成型方法如下:
[0027]
(1)制作滚轮:如图3,根据零件的结构,设计并制造滚轮模具,滚轮由加工密封带上型面的上滚轮2、加工密封带下型面的下滚轮1及两侧挡板3组成,如图2,上滚轮2和下滚轮1的宽度按毛料宽度设计;
[0028]
(2)制备成型毛料:毛料长度按零件长度加上2
×
50mm(包括夹持量及拉形过渡区及切边余量,此处按照双边处理)计算,宽度按零件宽度乘上1.08;
[0029]
(3)滚筋:以挡板定位毛料两侧,使用上滚轮2和下滚轮1滚压零件型面,成型包括压筋在内的结构;
[0030]
(4)拉形校正:使用蒙皮拉伸机两侧夹钳夹持零件两端,夹持量20mm~30mm,沿直线方向拉伸零件,如图4所示,塑性拉伸量在5%~8%,保证零件发生塑性变形且零件宽度方向尺寸符合最终宽度要求。拉形校正过程中无需任何工装,仅需保证零件两端夹持,因为两点之间直线最短,因此在拉形可以得到直线度较高的零件,就像两手各持细绳两端,拉直细绳过程中细绳无需支撑。金属长条密封带的拉直过程中,由于塑形变形量控制在5%~8%,而且变形主要发生在长度方向上,型面变化量可忽略不计,因此无需型胎控制型面。
[0031]
(5)按零件长度及外形要求加工外形。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips