
 商标分类
商标分类  商标转让
商标转让 
金刚石串珠自动穿珠机的制作方法
 2021-01-29 14:01:50|
2021-01-29 14:01:50| 167|
167| 起点商标网
起点商标网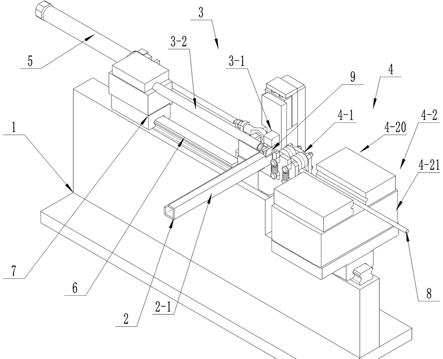
[0001]
本发明属于切割设备制造领域,涉及金刚石绳锯的制作,具体指一种金刚石串珠自动穿珠机。
背景技术:
[0002]
工业生产中,经常使用金刚石绳锯切割不规则形状的坚硬材料。金刚石绳锯主要结构由钢丝绳以及串接在钢丝绳上的金刚石串珠组成。现有技术制作金刚石绳锯通常是由人工逐个将金刚石串珠从钢丝绳的端头穿入,然后利用拨珠设备(见中国实用新型专利cn210988577u-一种推珠盘),将端头穿好的金刚石串珠拨到另一端,直到整个钢丝绳穿好规定数量的金刚石串珠。也有使用机械设备完成串珠自动穿绳的动作,现有的自动穿珠机通常包括供珠单元、推珠单元、绳头固定单元,其工作原理一般为:绳头固定单元设置推珠单元的前方,绳头固定单元将钢丝绳端头固定,供珠单元将金刚石串珠输送到推珠单元,推珠单元将金刚石串珠推送进入钢丝绳端头,拨珠设备设置在自动穿珠机的前方,将钢丝绳端头穿好的1个或数个金刚石串珠向钢丝绳另一个端头拨动,直到钢丝绳上全部穿好规定数量的金刚石串珠,但现有的自动穿珠机各单元内部结构以及各单元之间协同动作还不够合理,机器运行中容易发生金刚石串珠在输送和推进时脱落、钢丝绳在推杆推珠时偏摆导致无法推珠、穿绳的钢丝绳整体容易从穿珠端向另一端移动导致整机不能持续工作等故障。
技术实现要素:
[0003]
本发明目的在于提供一种工作稳定、穿绳效率高的金刚石串珠自动穿珠机。
[0004]
实现上述目的技术方案为,一种金刚石串珠自动穿珠机,包括安装在机台上的供珠单元、推珠单元、绳头固定单元,绳头固定单元在推珠单元的前方,供珠单元在推珠单元的一侧,所述供珠单元包括振动盘送料机和输送管道,输送管道输入端与振动盘送料机的输出端口连接,工作时,金刚石串珠在振动盘送料机的作用下逐个进入输送管道中,并从输送管道的输出端逐个输出;所述推珠单元包括串珠规正装置、空心推杆和第一直线驱动机构,空心推杆的后端与第一直线驱动机构输出相连,空心推杆在第一直线驱动机构的作用下可前后运动;串珠规正装置包括托台、规正盖和第二直线驱动机构,托台固定在机台上,托台顶面处于空心推杆的前端面的前下方,托台顶面的一侧与输送管道的输出端口相接,与输送管道的输出端口相对的托台顶面的另一侧设有限位板,规正盖设置在托台正上方,规正盖底面设有上凹的第一弧面槽,第一弧面槽的内径与金刚石串珠的外径相适配,第一弧面槽的长度方向与空心推杆平行,规正盖与第二直线驱动机构输出相连,规正盖在第二直线驱动机构作用下可上下运动;工作时,钢丝绳被绳头固定单元夹持,钢丝绳与空心推杆处在一条直线上,钢丝绳端头
面正对空心推杆前端面,金刚石串珠从输送管道的输出后到达所述托台上,并处于空心推杆前端面和钢丝绳的端头面之间,金刚石串珠在串珠规正装置作用下,其轴向与空心推杆保持在一条直线上。
[0005]
进一步,所述绳头固定单元包括绳头导正机构和设置在绳头导正机构前方的绳头回位机构,绳头导正机构包括轮架和设置在轮架上的定位轮组,定位轮组包括平行设置的两个滑轮和拉伸簧,滑轮周边设有沟槽,两个滑轮的轮轴分别安装在轮架上的条孔内,两个滑轮的轮轴通过拉伸簧连接,在拉伸簧作用下,两个滑轮的轮轴在条孔内移动直到两个滑轮的边沿靠在一起,两个滑轮的沟槽组合形成钢丝绳通过孔,轮架上前后并列设置不少于两个定位轮组,所有定位轮组的钢丝绳通过孔的中心轴线与空心推杆中心线重合,绳头回位机构包括夹钳、夹钳座和第三驱动机构,第三驱动机构包括夹合驱动机构和第三直线驱动机构,夹钳连接夹合驱动机构的输出并安装在夹钳座上,夹钳处于空心推杆中心线上,夹钳座连接第三直线驱动机构的输出,夹钳座在第三直线驱动机构的作用下可前后运动;工作时,钢丝绳从夹钳中通过,钢丝绳从钢丝绳通过孔中通过并受定位轮组的两个滑轮的夹持而保持固定。
[0006]
进一步,所述轮架上前、后并列设置两个定位轮组,前方定位轮组的滑轮转轴垂直于后方定位轮组的滑轮转轴。
[0007]
进一步,前方或者后方定位轮组的滑轮转轴竖直设置。
[0008]
可选的,所述轮架上前后并列设置两个定位轮组,前、后定位轮组的滑轮转轴相互平行。
[0009]
进一步,前、后定位轮组的转轴均与水平面平行。
[0010]
进一步,所述托台顶面设有下凹的第二弧面槽,第二弧面槽的内径与金刚石串珠的外径相适配,第二弧面槽的长度方向与空心推杆平行,第二弧面槽面正对第一弧面槽面。上、下的第一、二弧面槽面配合可以更好规正金刚石串珠姿态也有利于提高金刚石串珠在推进中的稳定性。
[0011]
进一步,串珠规正装置还包括两块相互平行的竖向挡板,两块竖向挡板分别设置在托台的前、后方,竖向挡板用来导引金刚石串珠从输送管进入到托台上,竖向挡板与第二直线驱动机构输出相连,竖向挡板处在规正盖的下方并与规正盖同步上下运动。托台前后设置竖向挡板有利于顺利导引金刚石串珠进入凸台,竖向挡板随规正盖一起下降以免阻挡空心推杆运动。
[0012]
进一步,第一、二、三直线驱动机构均为气缸滑轨推动机构。
[0013]
进一步,所述夹合驱动机构为手指气缸。
[0014]
上述金刚石串珠自动穿珠机使用时,将拨珠设备设置在绳头固定单元的前方,金刚石串珠在振动盘送料机作用下逐个进入输送管道,当第一个金刚石串珠从输送管道输出后受限位板阻挡停留在托台上,第二直线驱动机构驱动规正盖下行,规正盖下行中其底部的第一弧面槽的槽壁面对金刚石串珠的姿态进行调整,当槽壁面完全贴合金刚石串珠的外壁面时,金刚石串珠的轴向与空心推杆中心线重合,规正盖停止下行,规正盖的第一弧面槽边沿同时阻止了第二个金刚石串珠输出到托台上以防干扰第一个金刚石串珠穿绳动作,第一直线驱动机构驱动空心推杆向前运动,空心推杆前端面推动金刚石串珠向前运动,金刚石串珠套入钢丝绳端头,空心推杆在规正盖和托台之间穿行,随着空心推杆前行,相对地钢
20.夹钳;4-21.夹钳座;5.气缸;6.滑轨;7.滑台;8.钢丝绳;9.金刚石串珠;10.拨珠设备;10-1.拨叉机构;10-2.抱钳;10-3.拨轮机构。
具体实施方式
[0019]
以下结合实施例对本发明进行详细的说明,以下实施例说明所述的“左”、“右”以绳头固定单元为基准,面向推珠单元为参考。需要说明的是,对本领域技术人员来说,以下知识是清楚的:根据技术方案中金刚石串珠自动穿珠机工作过程的说明以及以下实施例说明并对照附图,设置相应的工业控制器和传感器对各部件的动作进行控制,因此实施例省略了有关电路的说明。
[0020]
参见图1至图6,实施例一,一种金刚石串珠自动穿珠机,包括安装在机台1上的供珠单元2、推珠单元3、绳头固定单元4,绳头固定单元4在推珠单元3的前方,供珠单元3在推珠单元3的左侧,供珠单元2包括振动盘送料机(图中未显示)和输送管道2-1,输送管道2-1输入端与振动盘送料机的输出端口连接,工作时,金刚石串珠9在振动盘送料机的作用下逐个进入输送管道2-1中,并从输送管道2-1的输出端逐个输出;推珠单元3包括串珠规正装置3-1、空心推杆3-2和第一直线驱动机构,空心推杆3-2的后端与第一直线驱动机构输出相连,空心推杆3-2在第一直线驱动机构的作用下可前后运动;参见图3,串珠规正装置3-1包括托台3-10、规正盖3-11和第二直线驱动机构,托台3-10固定在机台1上,第二直线驱动机构为上下运动的滑台气缸3-12,托台3-10顶面处于空心推杆3-2的前端面的前下方,托台3-10顶面的左侧与输送管道2-1的输出端口相接,托台3-10顶面右侧设有限位板3-14,规正盖3-11设置在托台3-10正上方,规正盖3-11底面设有上凹的第一弧面槽3-11-1,第一弧面槽面3-11-1的内径与金刚石串珠9的外径相适配,第一弧面槽3-11-1的长度方向与空心推杆3-2平行,本实施例,托台3-10顶面设有下凹的第二弧面槽3-10-1,第二弧面槽面3-10-1的内径与金刚石串珠9的外径相适配,第二弧面槽3-10-1的长度方向与空心推杆3-2平行,第二弧面槽面3-10-1正对第一弧面槽面3-11-1,第一、二弧面槽面配合可以更好规正金刚石串珠9姿态也有利于提高金刚石串珠9在推进中的稳定性;串珠规正装置3-1还包括两块相互平行的竖向挡板3-13,两块竖向挡板分别设置在托台的前、后方,竖向挡板3-13处在规正盖3-11的下方,本实施例中,规正盖3-11、竖向挡板3-13的右侧均与限位板3-12相连,限位板3-14与滑台气缸3-12相连,前、后的两块竖向挡板3-13、限位板3-14围合的空间用来导引金刚石串珠9从输送管2-1进入到托台3-10上,防止串珠从托台3-10掉落,限位板3-14在滑台气缸3-12作用下带动规正盖3-11和竖向挡板3-13同步上下运动,竖向挡板3-13下行后,为空心推杆3-2前行腾出空间;绳头固定单元4包括绳头导正机构4-1和设置在绳头导正机构4-1前方的绳头回位机构4-2,参见图4和图5绳头导正机构4-1包括轮架4-10和设置在轮架4-10上的定位轮组4-11,定位轮组包括平行设置的两个滑轮和拉伸簧4-11-1,滑轮为周边设有沟槽的滑轮,两个滑轮的轮轴分别安装在轮架上的条孔4-10-1内,两个滑轮的轮轴通过拉伸簧4-11-1连接,在拉伸簧4-11-1作用下,两个滑轮的轮轴在条孔4-10-1内移动直到两个滑轮的边沿靠在一起,两个滑轮的沟槽组合形成钢丝绳通过孔4-11-2,定位轮组4-11数量在两个或者两个以上,确保前后并列的钢丝绳通过孔4-11-2组成一条确定的直线,在本实施例中,轮架上前、
后并列设置两个定位轮组4-11,前、后定位轮组的转轴均与水平面平行,两个定位轮组4-11的钢丝绳通过孔4-11-2的中心轴线与空心推杆3-2中心线重合;绳头回位机构4-2包括夹钳4-20、夹钳座4-21和第三驱动机构,第三驱动机构包括手指气缸(图中未画出)和第三直线驱动机构,夹钳4-20连接手指气缸的输出并安装在夹钳座4-21上,夹钳4-20处于空心推杆3-2中心线上,夹钳座4-21连接第三直线驱动机构的输出,夹钳座4-21在第三直线驱动机构的作用下可前后运动,夹钳4-20在夹钳座4-21带动下前后位移,可以将下垂或弯曲的钢丝绳8拉直使钢丝绳端头回位,以达到钢丝绳端头与托台3-10的间距在每次推珠时保持一致的效果;工作时,钢丝绳8从夹钳4-20中通过,钢丝绳8从前、后两个钢丝绳通过孔4-11-2中通过并受定位轮组4-11的两个滑轮的夹持而保持固定,钢丝绳端头面正对空心推杆3-2前端面,金刚石串珠9从输送管道2-1出来后到达托台3-10上,金刚石串珠9在串珠规正装置作用下,其轴向与空心推杆的中心线重合,并处于空心推杆前端面和钢丝绳的端头面之间;本实施例,第一、三直线驱动机构均为气缸滑轨推动机构,包括气缸5、滑轨6和滑台7部件,滑轨6呈前后方向设置在机台1上,气缸5驱动滑台7在滑轨6上前后运动,驱动对象与滑台7相连。
[0021]
本实施例使用时,参见图1,拨珠设备10设置在绳头固定机构4的前方,拨珠设备10包括两个前后设置的与夹钳4-20等高的钢丝绳抱钳10-2、两个拨叉机构10-1和拨轮机构10-3,钢丝绳抱钳10-2用来夹紧固定钢丝绳8,工作时,拨叉机构10-1向前运动接替将钢丝绳8上穿好的金刚石串珠9拨向拨轮机构10-3,相应地,前、后钢丝绳抱钳10-2交替打开以使金刚石串珠9通过,拨轮机构10-3上的推轮盘接替将金刚石串珠9推到钢丝绳8的另一个端头。
[0022]
参见图7,实施例二,本实施例与实施例一不同在于绳头导正机构4-1中的前、后定位轮组4-11的滑轮转轴相对位置,使用方法和其他结构与实施例一均相同,本实施例中,前方定位轮组4-11的滑轮转轴竖直设置,后方定位轮组4-11的滑轮转轴水平设置,两个定位轮组4-11的钢丝绳通过孔4-11-2的中心轴线与空心推杆3-2中心线重合。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips