
 商标分类
商标分类  商标转让
商标转让 
一种温锻闭式模具润滑结构的制作方法
 2021-01-29 14:01:38|
2021-01-29 14:01:38| 137|
137| 起点商标网
起点商标网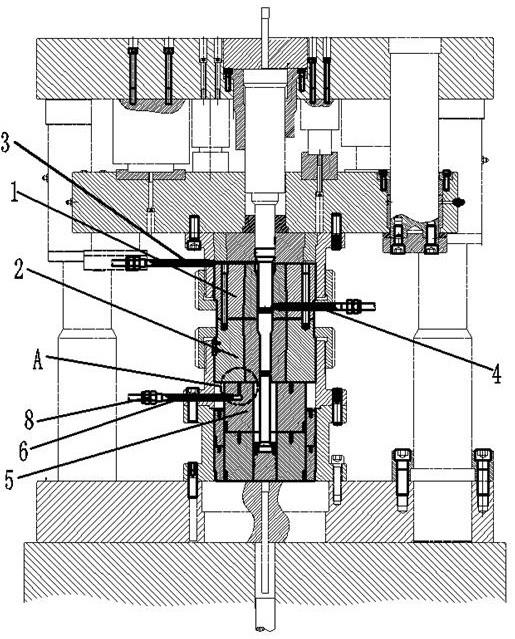
[0001]
本发明涉及模具设备领域,尤其涉及一种温锻闭式模具润滑结构。
背景技术:
[0002]
现在锻造方法主要采用带飞边的开式锻造,且采用人工摆放和喷涂,生产要求人员比较多,生产效率慢。由于锻造过程受设备、环境、材料、人员、产品形状等影响因素比较多,工作环境因素比较复杂,异常状况比较多,难以实现自动化生产。
技术实现要素:
[0003]
本发明的目的是提供一种温锻闭式模具润滑结构,通过设有三路润滑管路对模具之间进行喷淋润滑,解决了现有人工操作效率低的问题。
[0004]
本发明提供一种温锻闭式模具润滑结构,包括成型上模和成型下模,成型上模设置在成型下模上方,成型上模左侧设有第一润滑管路,第一润滑管路伸入成型上模内,成型上模和成型下模连接处右侧设有第二润滑管路,第二润滑管路伸入成型上模和成型下模之间,成型下模下侧设有压力块,压力块左侧设有第三润滑管路,第三润滑管路伸入压力块内。
[0005]
进一步改进在于:所述压力块上表面上设有冷却循环水道,第三润滑管路与冷却循坏水道连接。
[0006]
进一步改进在于:所述第一润滑管路、第二润滑管路外接管路通入石墨乳,第三润滑管路外接管路通入清水。
[0007]
进一步改进在于:第一润滑管路、第二润滑管路、第三润滑管路上都设有调节控制阀。
[0008]
本发明的有益效果:通过对温锻闭式模具进行改善,改善润滑却系统,实现自动化生产,采用三路润滑系统,三路润滑系统采用间歇式喷淋,根据生产节拍周期性喷淋工作,其喷淋是根据使用效果,三路均可通过数量和气压大小,调整喷淋效果,达到稳定工作的效率,提高了模具使用寿命,结构简单,制作方便。
附图说明
[0009]
图1是本发明的主视结构图。
[0010]
图2为a-a局部结构图。
[0011]
图3为冷却循环水道结构图。
[0012]
其中:1-成型上模,2-成型下模,3-第一润滑管路,4-第二润滑管路,5-压力块,6-第三润滑管路,7-冷却循环水道,8-调制控制阀。
具体实施方式
[0013]
为了加深对本发明的理解,下面将结合实施例对本发明作进一步详述,该实施例
仅用于解释本发明,并不构成对本发明保护范围的限定。
[0014]
如图1-3所示,本实施例提供一种温锻闭式模具润滑结构,包括成型上模1和成型下模2,成型上模1设置在成型下模2上方,成型上模1左侧设有第一润滑管路3,第一润滑管路3伸入成型上模1内,成型上模1和成型下模2连接处右侧设有第二润滑管路4,第二润滑管路4伸入成型上模1和成型下模2之间,成型下模2下侧设有压力块5,压力块5左侧设有第三润滑管路6,第三润滑管路6伸入压力块5内。所述压力块5上表面上设有冷却循环水道7,第三润滑管路6与冷却循坏水道7连接。第一润滑管路3外接管路通入石墨乳,对成型上模模芯进行润滑冷却作用;第二润滑管路4外接管路通入石墨乳,对模具上下型腔进行润滑冷却作用;第三润滑管路3外接管路通入清水,对存留石墨乳进行稀释,防止结块,使残留石墨乳顺利排出。第一润滑管路3、第二润滑管路4、第三润滑管路6上都设有调节控制阀8,通过调节控制阀进行控制,采用间歇式喷淋,根据生产周期性进行喷淋工作,润滑管路的喷淋根据数量和气压大小,对喷淋效果进行调整,打到稳定工作的效果。
[0015]
通过对温锻闭式模具进行改善,改善润滑却系统,实现自动化生产;增加三路润滑冷却系统,第一润滑管路3是上模具芯冷却润滑,采用喷石墨乳,主要是润滑作用,次要是冷却作用;第二润滑管路4润滑模具上下型腔,采用喷石墨乳,主要是润滑作用,次要是冷却作用;第三润滑管路6是喷清水,主要是冷却作用,其它是清洗稀释存留石墨,防止结块,使残留石墨顺利排出;三路润滑系统采用间歇式喷淋,根据生产节奏周期性进行喷淋工作,其喷淋是根据使用效果调节,三路管路均可通过数量和气压大小,调整喷淋效果,达到稳定工作的效率。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 石墨

 热门咨询
热门咨询




tips