
 商标分类
商标分类  商标转让
商标转让 
一种用于加工轴承滚珠的自动剪镦机的制作方法
 2021-01-29 14:01:24|
2021-01-29 14:01:24| 236|
236| 起点商标网
起点商标网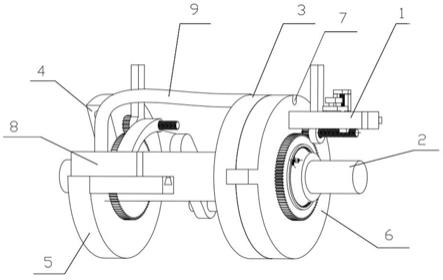
[0001]
本发明涉及轴承加工装置技术领域,具体涉及一种用于加工轴承滚珠的自动剪镦机。
背景技术:
[0002]
现有轴承滚珠坯料的制造,需要采用钢丝裁剪和冷镦等工序,就粗加工而言就有各种上下料装置和专用的冲剪机床和冷镦机床,还必须配备一定的机械手等专用设备才能完成工序,到目前为止针对轴承滚珠的粗加工还没有一套具有完备工序的一体化自动机床。
技术实现要素:
[0003]
有鉴于此,本发明的目的是提供一种工艺路线流畅且自动化程度高的用于加工轴承滚珠的自动剪镦机。
[0004]
为了达到上述目的,本发明所采用的技术方案是:一种用于加工轴承滚珠的自动剪镦机,包括传动轴,传动轴的两端分别设置有剪断盘和冷镦盘且两者间同步设置,冷镦盘的外侧设置有用于驱动剪断盘和冷镦盘往复转动的驱动机构,冷镦盘的正下方设置有与冷镦盘相配合的冷镦砧盘,剪断盘的外侧设置有支撑盘,支撑盘和剪断盘上对应开设有相互连通的剪断槽,支撑盘的外侧设置有用于将钢丝连续送入剪断槽的钢丝送料装置,剪断盘的往复转动将连续送入剪断槽的钢丝剪断;冷镦盘与剪断盘之间设置有冷镦上下料装置和用于将剪断后形成的杆料连续输送至冷镦上下料装置的送料导引管,冷镦上下料装置在冷镦盘与剪断盘之间往复运动,从而连续将杆料输送至冷镦砧盘并将加工后形成的滚珠从冷镦砧盘上推出,驱动机构带动冷镦盘往复转动至冷镦砧盘处,实现对滚珠的连续加工。
[0005]
进一度的,所述钢丝送料装置包括设置在支撑盘外侧的第一大齿轮、第一小齿轮、第一丝杠、丝杠半螺母、半螺母压紧弹簧、第一滑道以及可在第一滑道内滑动的送料架,第一大齿轮与传动轴之间通过单向棘轮棘爪连接,第一小齿轮与第一大齿轮相啮合且第一小齿轮套设在第一丝杠上;送料架的顶部设置有用于夹持钢丝的单向摩擦棘轮,第一滑道内设置有回程送料弹簧且回程送料弹簧设置在送料架远离支撑盘的一侧,送料架的顶部一端设置有压紧架,半螺母压紧弹簧安装在压紧架内并连接至所述的丝杠半螺母,丝杠半螺母压设在第一丝杠的外壁上且丝杠半螺母的底部具有与第一丝杠相配合的螺纹面,丝杠半螺母的外侧设置有第一分离控制块,送料滑道的外壁上设置有第二分离控制块,第一分离控制块与第二分离控制块具有相互配合的斜面,第一分离控制块与第二分离控制块接触后,丝杠半螺母被抬高,从而与第一丝杠之间分离。
[0006]
进一度的,所述第一滑道固定连接至支撑盘。
[0007]
进一度的,所述冷镦上下料装置包括第二大齿轮、第二小齿轮、第二丝杠、螺母、第
二滑道以及可在第二滑道内滑动的滑块,第二大齿轮固定设置在冷镦盘的内侧,第二小齿轮与第二大齿轮相啮合且第二小齿轮套设在第二丝杠上,第二丝杠上还螺纹连接有所述的螺母,螺母的外壁通过一体设置的连接件连接至滑块,滑块靠近冷镦盘的一端具有可容纳杆料的凹口。
[0008]
进一度的,所述驱动机构包括曲柄连杆机构和驱动电机,冷镦盘通过曲柄连杆机构连接至驱动电机。
[0009]
进一度的,所述第二丝杠、第一丝杠以及传动轴三者间的轴线平行设置。
[0010]
进一度的,所述送料导引管的入口水平设置,出口向下设置。
[0011]
与现有技术相比,本发明的有益效果是:本发明具有完备的轴承滚珠粗加工工序,零件为贯穿式加工,工艺路线流畅且自动化程度较高,机床结构简单操作方便且占地面积小,维护成本低,经济性好。
附图说明
[0012]
图1是本发明一种用于加工轴承滚珠的自动剪镦机在其中一个角度下的结构示意图;图2是本发明一种用于加工轴承滚珠的自动剪镦机在另一个角度下的结构示意图;图3是图2中a处的局部放大示意图;图4是图2中b处的局部放大示意图;图5是钢丝送料装置在对钢丝剪断时的状态示意图;图中标记:1、钢丝送料装置,101、第一大齿轮,102、第一小齿轮,103、第一丝杠,104、丝杠半螺母,105、半螺母压紧弹簧,106、第一滑道,107、送料架,108、单向摩擦棘轮,109、回程送料弹簧,110、压紧架,111、第一分离控制块,112、第二分离控制块,2、传动轴,3、剪断盘,4、冷镦盘,5、冷镦砧盘, 6、支撑盘,7、剪断槽,8、冷镦上下料装置,801、第二大齿轮,802、第二小齿轮,803、第二丝杠,804、螺母,805、第二滑道,806、滑块,807、凹口,9、送料导引管, 10、驱动电机,11、曲柄连杆机构,12、钢丝剪断时的支撑部位,13、断口位置,14、已断杆料位置。
具体实施方式
[0013]
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0014]
如图1和图2所示,一种用于加工轴承滚珠的自动剪镦机,包括传动轴2,传动轴2的两端分别设置有剪断盘3和冷镦盘4且两者间同步设置,冷镦盘4的外侧设置有用于驱动剪断盘3和冷镦盘4往复转动的驱动机构,所述驱动机构包括曲柄连杆机构11和驱动电机10,冷镦盘4通过曲柄连杆机构11连接至驱动电机10。
[0015]
冷镦盘4的正下方设置有与冷镦盘相配合的冷镦砧盘5,剪断盘3的外侧设置有支撑盘6,支撑盘6和剪断盘3上对应开设有相互连通的剪断槽7,支撑盘6的外侧设置有用于将钢丝连续送入剪断槽7的钢丝送料装置1,剪断盘3的往复转动将连续送入剪断槽的钢丝剪
断;冷镦盘4与剪断盘3之间设置有冷镦上下料装置8和用于将剪断后形成的杆料连续输送至冷镦上下料装置的送料导引管9,所述送料导引管的入口水平设置,出口向下设置,冷镦上下料装置8在冷镦盘与剪断盘之间往复运动,从而连续将杆料输送至冷镦砧盘5并将加工后形成的滚珠从冷镦砧盘5上推出,驱动机构带动冷镦盘往复转动至冷镦砧盘处,实现对滚珠的连续加工,本实施例中,冷镦盘4呈扇形,冷镦砧盘5为半圆形,两者相配合的端面上设置有用于对杆料进行冷镦的凹模。
[0016]
如图3所示,所述钢丝送料装置1包括设置在支撑盘6外侧的第一大齿轮101、第一小齿轮102、第一丝杠103、丝杠半螺母104、半螺母压紧弹簧105、第一滑道106以及可在第一滑道内滑动的送料架107,第一滑道106固定连接至支撑盘6,第一大齿轮101与传动轴2之间通过单向棘轮棘爪连接,第一小齿轮102与第一大齿轮101相啮合且第一小齿轮102套设在第一丝杠103上;送料架107的顶部设置有用于夹持钢丝的单向摩擦棘轮108,第一滑道106内设置有回程送料弹簧109且回程送料弹簧设置在送料架107远离支撑盘6的一侧,送料架107的顶部一端设置有压紧架110,半螺母压紧弹簧105安装在压紧架内并连接至所述的丝杠半螺母104,在半螺母压紧弹簧105的作用下,丝杠半螺母104压设在第一丝杠103的外壁上且丝杠半螺母的底部具有与第一丝杠相配合的螺纹面,丝杠半螺母104的外侧设置有第一分离控制块111,第一滑道106的外壁上设置有第二分离控制块112,第一分离控制块111与第二分离控制块112具有相互配合的斜面,第一分离控制块与第二分离控制块接触后,丝杠半螺母104被抬高,从而与第一丝杠103之间分离。
[0017]
钢丝送料装置1的工作原理为:当剪断盘3剪断钢丝时,由于第一大齿轮101空套在剪断盘的传动轴2上,且第一大齿轮101与剪断盘3之间是单向棘轮棘爪连接,这时第一大齿轮101与剪断盘3之间的运动处于分离状态。当剪断盘3剪断完成后回程时,第一大齿轮101上的内棘轮与传动轴2上的的棘爪单向传递运动,剪断盘3带动第一大齿轮101转动,与第一大齿轮相啮合的第一小齿轮102带动第一丝杠103转动,由于半螺母压紧弹簧105的作用,丝杠半螺母104由第一丝杠103带动向远离剪断盘3的方向移动。当剪断盘3回转到与支撑盘6的剪断槽7对齐时,丝杠半螺母104上的第一分离控制块111与第一滑道106上的第二分离控制块112相接触,将丝杠半螺母104抬起,半螺母压紧弹簧105压缩回退,这时丝杠半螺母104与第一丝杠103分离,回程送料弹簧109就会推动送料架107和单向摩擦棘轮108快速移动至支撑盘6的剪断槽7位置,由于单向摩擦棘轮108的单向送进作用,快速将钢丝送入剪断槽7的位置,并将已剪断的杆料推出以送入送料导引管9,即可完成一次剪断送料。
[0018]
如图4所示,所述冷镦上下料装置8包括第二大齿轮801、第二小齿轮802、第二丝杠803、螺母804、第二滑道805以及可在第二滑道内滑动的滑块806,第二大齿轮801固定设置在冷镦盘4的内侧,第二小齿轮802与第二大齿轮801相啮合且第二小齿轮802套设在第二丝杠803上,第二丝杠上还螺纹连接有所述的螺母804,螺母的外壁通过一体设置的连接件连接至滑块806,滑块靠近冷镦盘4的一端具有可容纳杆料的凹口807。所述第二丝杠803、第一丝杠103以及传动轴2三者间的轴线平行设置。
[0019]
冷镦上下料装置8的工作原理为,当冷镦盘4冷镦后回程时,与冷镦盘4固定连接的第二大齿轮801带动与第二丝杠803固定连接的第二小齿轮802转动,第二丝杠803随之转
动,推动螺母804和滑块806向出料方向移动,滑块806移动之前其凹口807正好对准送料导引管9的出口,送料导引管9中的已剪断的杆料落入其凹口807处,因此在移动的过程中,滑块806将已断杆料推送至冷镦砧盘5的冷镦位置,由于冷镦后的杆料成为球形后其直径大于已断杆料,所以滑块806在推送杆料的过程中会将已镦球料推出下料。当冷镦盘4冷镦时,第二大齿轮801会带动第二小齿轮802和第二丝杠803转动,第二丝杠803则带动螺母804和滑块806移回至送料导引管9的出口位置,即可完成一次冷镦上下料过程。
[0020]
本发明从一侧将钢丝送料至剪断盘3处,钢丝的后端由支撑盘6把持,剪断盘3相对支撑盘6转动,如图5所示,钢丝的前端被裁剪成一小段杆料14,断口位置在图中13处,钢丝剪断时的支撑部位在图中12处,随着后端钢丝的不断送料,剪断的杆料被推送至送料导引管9,杆料在送料导引管中不断推进并实现翻转90度至送料导引管9的末端,由冷镦上下料装置8将已冷镦的钢球推出下料,并把裁剪好的杆料推送至冷镦盘4和冷镦砧盘5的加工位置进行杆料冷镦,冷镦成球形后被冷镦上下料装置8推出落至半成品仓。通过本发明所述的自动剪镦机可以大大减少滚珠粗加工的工艺准备,简化工艺设备和工艺路线,降低了加工设备的成本和占地面积,使滚珠的加工更加方便快捷。
[0021]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本发明。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips