
 商标分类
商标分类  商标转让
商标转让 
轧环机轧制过程直径实时检测方法及检测系统与流程
 2021-01-29 14:01:48|
2021-01-29 14:01:48| 248|
248| 起点商标网
起点商标网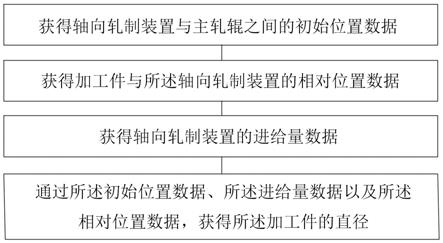
[0001]
本发明属于金属轧制领域,具体涉及轧环机轧制过程直径实时检测方法及检测系统。
背景技术:
[0002]
在大型铝合金环形锻件轧制过程中,主轧辊和上下轴向轧辊需要很好的协调,才能使环件顺利的增长变大。在环件不断变大的过程中,环件直径是大型轧环机轧制过程控制的关键数据。而如何获得实时的环件直径,关系到大型铝合金环形锻件轧制过程顺利平稳地进行和环件的几何尺寸精度。
[0003]
现有技术中,并没有实时方便准确的确定出加工件的环件直径方法。
技术实现要素:
[0004]
本发明提供轧环机轧制过程直径实时检测方法及检测系统,目的在于解决现有技术中不能实时方便准确的确定出加工件的环件直径的问题。
[0005]
为实现上述目的,本发明提供的技术方案如下:轧环机轧制过程直径实时检测方法,用于所述轧环机的控制系统,包括:获得轴向轧制装置与主轧辊之间的初始位置数据,所述轴向轧制装置沿加工件的径向方向移动;获得加工件与所述轴向轧制装置的相对位置数据,所述相对位置数据通过距离测量装置测量获得,所述距离测量装置与所述轴向轧制装置的位置相对固定;获得轴向轧制装置的进给量数据;通过所述初始位置数据、所述进给量数据以及所述相对位置数据,获得所述加工件的直径。
[0006]
所述相对位置数据具有多组距离数据,所述距离数据为距离测量装置与加工件的最短距离,其中,所述距离测量装置具有多个,多个所述距离测量装置沿加工件的轴向方向均匀设置。
[0007]
通过所述初始位置数据、所述进给量数据以及所述相对位置数据,获得所述加工件的直径之后还包括:通过所述初始位置数据、所述进给量数据以及所述多组距离数据,获得所述加工件的外径轮廓。
[0008]
所述多个距离测量装置具体为第一距离测量装置、第二距离测量装置和第三距离测量装置,所述第一距离测量装置、第二距离测量装置和所述第三距离测量装置沿所述加工件的轴向方向依次设置,所述第一距离测量装置、第二距离测量装置和所述第三距离测量装置对所述加工件的直径进行测量。
[0009]
所述加工件的外表面具有多个测量点,每个所述距离测量装置的测量端均对应一个测量点,所述多个测量点沿所述加工件的轴向方向上均匀分布在所述加工件的侧表面。
[0010]
获得加工件与所述轴向轧制装置的相对位置数据之后还包括:判断所述轴向轧制装置与所述加工件之间的距离是否处在预设距离范围内;若为否则进行下一步;调整所述轴向轧制装置与所述加工件之间的距离,使所述轴向轧制装置与所述加工件之间的距离处于预设范围内。
[0011]
所述轴向轧制装置内具有位移传感器,所述位移传感器用于测量所述轴向轧制装置的进给量数据。
[0012]
所述轴向轧制装置具有进给驱动油缸,所述位移传感器对所述进给驱动油缸的输出端的进给量进行测量。
[0013]
所述距离测量装置的测量方向与所述轴向轧制装置的移动方向相同。
[0014]
本发明的有益效果是,本发明提供的轧环机轧制过程直径实时检测方法,通过测量轴向轧制装置与主轧辊之间的初始位置数据,测量加工件与所述轴向轧制装置的实时相对位置数据,以及测量轴向轧制装置的实时进给量数据最终计算获得加工件的实时直径,该实时直径可以使加工件在加工过程中,能够实时了解加工件的成型情况,为加工件在轧制过程中平稳进行提供了依据,为加工件的高质量生产提供依据。
[0015]
本发明还提供轧环机轧制过程直径实时检测系统,包括:处理单元;信号接收模块,所述信号接收模块用于将接收的数据传输给所述处理单元;所述处理单元用于获取信号接收模块的数据并运行计算机程序,以实现上述任一项所述轧环机轧制过程直径实时检测方法。
[0016]
本发明的有益效果是,本发明提供的轧环机轧制过程直径实时检测系统的有益效果与上述技术方案中轧环机轧制过程直径实时检测方法的有益效果相同,此处不做赘述。
附图说明
[0017]
图1为本发明轧环机轧制过程直径实时检测方法所应用的径-轴向碾环机的整体结构示意图;图2为本发明轧环机轧制过程直径实时检测方法的结构框图。
[0018]
图3为本发明轧环机轧制过程直径实时检测方法中,用于计算的各个技术参数标的识图。
具体实施方式
[0019]
需要说明的是,如图1所示,本发明轧环机轧制过程直径实时检测方法所应用的径-轴向碾环机,包括:轴向轧制下锥辊1,轴向轧制抱辊2,轴向轧制上锥辊3,径向轧制抱辊4,轴向轧制驱动油缸5,芯辊6,轴向轧制装置平衡油缸7,上锥辊驱动减速机8,轴向轧制装置9,距离测量装置10,进给驱动油缸11,轴向轧制装置导轨12,下锥辊驱动减速机13,主轧辊14。在大型加工件轧制过程中,由芯辊6给进并接近主轧辊14,以及轴向轧制上锥辊3向着图1中的下方给进,加工件尺寸逐渐变大,轴向轧制装置9按照加工件变大的趋势由程序控制逐渐后退。加工件不断变大过程中,安装在轴向轧制装置9内部进给驱动油缸11中的位移传感器可以检测出轴向轧制装置9的给进量。位移传感器和距离测量装置10所测量的数据
传输给轧环机的控制系统,轧环机的控制系统根据位移传感器和距离测量装置10所测量的数据控制轴向轧制装置9随着加工件的轧制而不断稳定后退。
[0020]
图3为本发明轧环机轴向轧辊和径向主轧辊速度协调控制方法中,用于计算的各个技术参数标识图,各技术参数字母含义为:d1-主轧辊直径;d2-芯辊直径;d3-加工件外径位置处锥辊的直径;d4-加工件外径;d5-锥辊最大直径;a-主轧辊和芯辊之间的轴间距;b-锥辊轧制最小起始位置;c-锥辊位置与锥辊轧制最小起始位置的距离;e-锥辊轧制母线长;f-距离测量装置与锥辊最大外径距离;k-加工件壁厚;m-锥辊最大外径与其尖端距离;h-距离测量装置与加工件外径距离;p-加工件外径处于锥辊某固定点;o-加工件外径处于锥辊某固定点p时,p点到锥辊母线左端的距离。
[0021]
图3中所涉及的计算公式分别为:1. 加工件壁厚k=a-(d1)/2-(d2)/2。
[0022]
2. 加工件外径d4=b+c+f-h。
[0023]
下面,将通过几个具体的实施例对本发明实施例提供的轧环机轧制过程直径实时检测方案进行详细介绍说明。
[0024]
轧环机轧制过程直径实时检测方法应用于径-轴向碾环机,径-轴向碾环机包括径向轧制部分和轴向轧制部分。其中,径向轧制部分主要包括主轧辊14径向轧制抱辊4。轴向轧制部分主要包括轴向轧制装置9,轴向轧制装置9包括轴向轧制下锥辊1、轴向轧制上锥辊3。
[0025]
请参考图1、图2及图3,图2示出了本发明轧环机轧制过程直径实时检测方法的结构框图,该轧环机轧制过程直径实时检测方法,用于所述轧环机的控制系统,包括:获得轴向轧制装置9与主轧辊14之间的初始位置数据,所述轴向轧制装置9沿加工件的径向方向移动。在一示例中,轴向轧制装置9与主轧辊14之间的初始位置数据可以通过图3中的锥辊轧制最小起始位置b确定。如图1所示,锥辊分为轴向轧制下锥辊1和轴向轧制上锥辊3,轴向轧制下锥辊1和轴向轧制上锥辊3是与轴向轧制装置9相互固定设置的,因此可以选择图1中轴向轧制上锥辊3的锥状体最大外径末端处,设为预设测量点。该预设测量点用于确定轴向轧制上锥辊3和轴向轧制装置9相对位置。此处中需要注意的是,与上述示例原理相同,也可以选用图1中轴向轧制下锥辊1的锥状体最大外径末端处,设为测量点。
[0026]
在一示例中,与车床类似,现实生产中的轴向轧制装置9一般都具有归零位置。因此上述初始位置数据可以进行预设,使之成为一个预设常数。举例说明一下,由于锥状体与轴向轧制装置9是相对固定。并且当轴向轧制装置9处于归零位置时,锥状体最大外径末端
到主轧辊14的距离是一定的。因此可以预设锥状体最大外径末端到主轧辊14的外径距离为锥辊轧制最小起始位置b为初始位置数据。本示例可以将轴向轧制装置9与主轧辊14之间的初始位置数据在出厂时测量并设置,可以省去后续生产中对初始位置数据的测量,进而有效避免测量误差,使加工件的加工更加精确,提高产品质量。
[0027]
在另一示例中,轴向轧制装置9与主轧辊14之间的初始位置数据也可通过直接测量获得,例如,在轴向轧制装置9上安装一个测距设备,测距设备测量锥状体最大外径末端处到主轧辊14外表面之间的距离。当需要获得轴向轧制装置9与主轧辊14之间的初始位置数据时,测距设备进行测量,获得图3中锥辊轧制最小起始位置b。测距设备可以在加工件加工开始时测量一次,后续轴向轧制装置9移动时,以轴向轧制装置9的给进量与上述初始位置数据相互累加,通过给进量实时更新轴向轧制装置9与主轧辊14的相对距离。同时,在一些意外情况下,例如,轧环机突然断电停机后,也可使用测距设备对轴向轧制装置9和主轧辊14之间的距离再次测量。本实施例可以有效应对突发事故,可对半成本加工件进行继续加工,其对于产品的适应性更强。
[0028]
获得加工件与所述轴向轧制装置9的相对位置数据,所述相对位置数据通过距离测量装置10测量获得,所述距离测量装置10与所述轴向轧制装置9的位置相对固定。距离测量装置10用于测量轴向轧制装置9与加工件之间的距离。如图3所示,该距离可以为图3中的距离测量装置与加工件外径距离h。需要注意的是,距离测量装置10一般不会设置在锥状体最大外径末端处,因此需要确定锥状体最大外径末端处与距离测量装置10之间的距离,需要引入常数距离测量装置与锥辊最大外径距离f。
[0029]
获得轴向轧制装置9的进给量数据。轴向轧制部分在接近或远离径向轧制部分时,通过轴向轧制部分内部的轴向轧制装置9内部的位移传感器测量轴向轧制部分的进给量。在一示例中,所述轴向轧制装置9内具有位移传感器,所述位移传感器用于测量所述轴向轧制装置9的进给量数据。在一示例中,所述轴向轧制装置9具有进给驱动油缸11,所述位移传感器对所述进给驱动油缸11的输出端的进给量进行测量。所述距离测量装置10的测量方向与所述轴向轧制装置9的移动方向相同。如图3所示,轴向轧制部分的进给量为图3中锥辊位置与锥辊轧制最小起始位置的距离c。
[0030]
通过所述初始位置数据、所述进给量数据以及所述相对位置数据,获得所述加工件的直径。在已知锥辊轧制最小起始位置b、距离测量装置与加工件外径距离h、距离测量装置与锥辊最大外径距离f以及锥辊位置与锥辊轧制最小起始位置的距离c后,加工件的直径可以通过公式d4=b+c+f-h进行计算获得。
[0031]
综上所述,本发明与现有技术相比,本发明可以在零件的加工过程中,可以实时了解加工件的成型情况,为加工件在轧制过程中平稳进行提供了依据,为加工件的高质量生产提供依据。
[0032]
进一步的,本发明轧环机轧制过程直径实时检测方法的另一实施例,所述相对位置数据具有多组距离数据,所述距离数据为距离测量装置10与加工件的最短距离,其中,所述距离测量装置10具有多个,多个所述距离测量装置10沿加工件的轴向方向均匀设置。例如,在实际生产中,加工件的轴向长度长短不一,现有技术对较短加工件的加工较为成熟,比如加工件的成品在100mm、200mm或300mm长度的加工件的生产较为成熟。但在加工大型加工件时,比如500mm、1000mm、1500mm长度的加工件时,大型加工件的直径在不同长度上的差
异较大。往往是大型加工件的两端直径稍大于大型加工件中部直径。另外在加工异形加工件时,异形加工件直径在不同长度上的差异更大,需要准确加工该异形加工件时则需要在不同长度上,对异形加工件的直径进行准确测量。因此安装多个距离测量装置10对加工件的不同长度下的直径进行检测时,可以详细了解加工件的成型情况。在加工件加工过程中出现较大偏差时,可以及时校正加工件的工艺流程。最终使加工件的质量得到提升。
[0033]
进一步的,本发明轧环机轧制过程直径实时检测方法的另一实施例,通过所述初始位置数据、所述进给量数据以及所述相对位置数据,获得所述加工件的直径之后还包括:通过所述初始位置数据、所述进给量数据以及所述多组距离数据,获得所述加工件的外径轮廓。为了更直观的反应加工件的成型过程,因此采用多组距离测量装置10持续对加工件不同长度上的直径进行测量并获得持续测量的数据。
[0034]
举例说明,所述多个距离测量装置10具体为第一距离测量装置、第二距离测量装置和第三距离测量装置,所述第一距离测量装置、第二距离测量装置和所述第三距离测量装置沿所述加工件的轴向方向依次设置,所述第一距离测量装置、第二距离测量装置和所述第三距离测量装置对所述加工件的直径进行测量。例如,所述加工件的外表面具有多个测量点,每个所述距离测量装置10的测量端均对应一个测量点,所述多个测量点沿所述加工件的轴向方向上均匀分布在所述加工件的侧表面。在一示例中,第一距离测量装置测量加工件的一端;第三距离测量装置测量加工件的另一端;第二距离测量装置测量加工件的中部。在测量过程中,加工件不停的转动,第一距离测量装置不断对加工件一端的直径进行测量。在加工件旋转一周后,第一距离测量装置也对加工件一端的外表面一周进行测量,之后获得了具有时间关系的直径数据集合。由于已知晓加工件为圆形件,因此可以根据上述的具有时间关系的直径数据集合生成一个第一圆形外径信息。同理,第二距离测量装置测量也可以经过测量最终生成一个第二圆形外径信息,以及第三距离测量装置测量也可以经过测量最终生成一个第三圆形外径信息。
[0035]
集合第一圆形外径信息、第二圆形外径信息和第三圆形外径信息后可以模拟生成加工件的外部轮廓。该处中,多个距离测量装置10数量越多则加工件的外部轮廓越准确。在模拟生成加工件时,可以采用cad、ecam仿真模拟软件以及现有技术中用于仿真模拟的各类仿真模拟软件。加工件外部轮廓的生成,可以为后续加工调整提供了必要的参考依据,使加工过程可视化,为加工工艺的优化提供了基础,在获得加工件的外部轮廓后,便可获得加工件的椭圆度,确定加工件的椭圆度可以使大型铝合金环形锻件轧制过程顺利平稳地进行,也可保证环件的几何尺寸的精度。
[0036]
进一步的,本发明轧环机轧制过程直径实时检测方法的另一实施例,获得加工件与所述轴向轧制装置9的相对位置数据之后还包括:判断所述轴向轧制装置9与所述加工件之间的距离是否处在预设距离范围内;若为否则进行下一步。现有技术中,轴向轧制装置9随着加工件直径的不断增加而不断进给,轴向轧制装置9的进给量与时间呈绝对正比。该方式中,轴向轧制装置9的进给量是以加工件体积为基础进行计算的。而加工件在加工过程中会有碎渣凋落,以及存在计算误差等因素。因此轴向轧制装置9随着时间推移,轴向轧制装置9上的轴向轧制下锥辊1和轴向轧制上锥辊3与加工件的接触位置会随着时间变化。最终造成轴向轧制下锥辊1与加工件接触的线速度不匹配,和/或轴向轧制上锥辊3与加工件接触的线速度不匹配。轴向轧制下锥辊1和/或轴向轧制上锥辊3不能正常对加工件进行轴向
轧制。继而造成加工件成品质量差。
[0037]
因此为了克服上述问题,调整所述轴向轧制装置9与所述加工件之间的距离,使所述轴向轧制装置9与所述加工件之间的距离处于预设范围内。通过轧环机的控制系统判断所述轴向轧制装置9与所述加工件之间的距离是否处在预设距离范围内,通过距离测量装置10直接测量轴向轧制装置9和加工件的距离,再对轴向轧制装置9和加工件之间的距离进行调整。保证了加工件和轴向轧制下锥辊1的接触位置不随时间变化而改变,以及保证了加工件和轴向轧制上锥辊3的接触位置不随时间变化而改变。使轴向轧制下锥辊1和轴向轧制上锥辊3能稳定的作用于加工件上,其保证了加工件具有较高的产品质量。
[0038]
其中,在调整轴向轧制装置9和加工件之间的距离时,可以通过轧环机的控制系统实时调整。也可以在采用现有技术中轴向轧制装置9随着加工件直径的不断增加而不断进给的过程中,对轴向轧制装置9和加工件之间的距离进行微调的方式。
[0039]
本发明还公开了轧环机轧制过程直径实时检测系统,包括:处理单元;信号接收模块,所述信号接收模块用于将接收的数据传输给所述处理单元;所述处理单元用于获取信号接收模块的数据并运行计算机程序,以上述任一项所述轧环机轧制过程直径实时检测方法。
[0040]
上述实施例中,所述信号接收模块用于接收距离测量装置和位移传感器所测量的数据并发送给处理单元,所述处理单元用于执行上述任意一项的轧环机轧制过程直径实时检测方法。
[0041]
例如,当信号接收模块以芯片的方式实现时,该信号接收模块是用于上述处理单元和其它芯片或装置间,相互接收或发送信号的通信接口。
[0042]
处理单元可以是处理器或控制器,例如可以是中央处理器单元,通用处理器,数字信号处理器,专用集成电路,现场可编程门阵列,plc或者其它可编程逻辑器件、晶体管逻辑器件、硬件部件或者其任意组合。其可以实现或执行结合本实用新型公开内容所描述的各种示例性的逻辑方框,模块和电路。处理器也可以是实现计算功能的组合,例如包含一个或多个微处理器组合,数字信号处理器和微处理器的组合等等。
[0043]
尽管在此结合各实施例对本实用新型进行了描述,然而,在实施所要求保护的本实用新型过程中,本领域技术人员通过查看附图、公开内容、以及所附权利要求书,可理解并实现公开实施例的其他变化。在权利要求中,“包括”一词不排除其他组成部分或步骤,“一”或“一个”不排除多个的情况。单个处理器或其他单元可以实现权利要求中列举的若干项功能。相互不同的从属权利要求中记载了某些措施,但这并不表示这些措施不能组合起来产生良好的效果。
[0044]
尽管结合具体特征及其实施例对本实用新型进行了描述,显而易见的,在不脱离本实用新型的精神和范围的情况下,可对其进行各种修改和组合。相应地,本说明书和附图仅仅是所附权利要求所界定的本实用新型的示例性说明,且视为已覆盖本实用新型范围内的任意和所有修改、变化、组合或等同物。显然,本领域的技术人员可以对本实用新型进行各种改动和变型而不脱离本实用新型的精神和范围。这样,倘若本实用新型的这些修改和变型属于本实用新型权利要求及其等同技术的范围之内,则本实用新型也意图包括这些改动和变型在内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips