
 商标分类
商标分类  商标转让
商标转让 
钒液流电池汇流嘴侧封板焊接工艺的制作方法
 2021-01-29 14:01:45|
2021-01-29 14:01:45| 319|
319| 起点商标网
起点商标网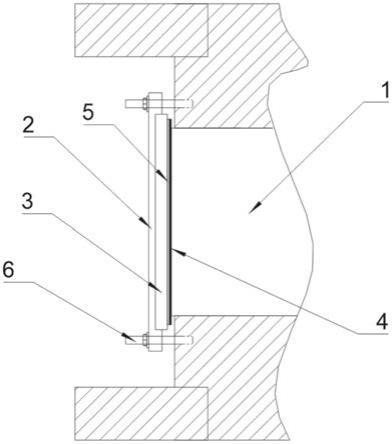
[0001]
本发明涉及一种用于焊接钒液流电池汇流嘴侧封板的方法。
背景技术:
[0002]
钒液流电池是一种以钒为活性物质呈循环流动液态的氧化还原电池。钒电池电能以化学能的方式存储在不同价态钒离子的硫酸电解液中,通过外接泵把电解液压入电池堆体内,在机械动力作用下,使其在不同的储液罐和半电池的闭合回路中循环流动,采用质子交换膜作为电池组的隔膜,电解质溶液平行流过电极表面并发生电化学反应,通过双电极板收集和传导电流,从而使得储存在溶液中的化学能转换成电能。
[0003]
由于电解液具有腐蚀性,传统钒电池是将汇流装置加密封圈或密封条后依靠螺杆的外力将之固定密封,这样的结构在长时间使用之后会出现压力衰减及密封圈老化而导致钒电池漏液的现象。为了解决这个问题,申请人创新地利用采用熔融焊接的方式将流道口封板与钒电池流道口一侧端面结合在一起。这样既保证了钒电池的密封性和强度,又为电解液进出留有孔洞。然而现有的焊接工艺不能满足封板焊接的需要。
技术实现要素:
[0004]
有鉴于此,本发明提供一种钒液流电池汇流嘴侧封板焊接工艺,用于将在钒液流电池汇流嘴一侧固定封板。
[0005]
为解决以上技术问题,本发明的技术方案为:一种钒液流电池汇流嘴侧封板焊接工艺,其特征在于包括以下步骤:
[0006]
s1在封板与电堆贴合的一侧粘贴助焊层;
[0007]
s2在封板未涂覆助焊剂的一侧加装透光的固定层,所述固定层上开有与封板上的流道口对应的孔;
[0008]
s3将流道塞贯穿固定层插入封板的流道口中;
[0009]
s4利用压装模具将带有固定层和流道塞的封板固定在电堆上,并将流道塞插入电堆的流道口中,使得封板的流道口与电堆的流道口位置对应;
[0010]
s5对封板施压,使其与电堆紧密接触;
[0011]
s6对封板进行激光焊接。
[0012]
作为一种改进,在将封板固定在电堆之前将电堆待焊接封板的一面处理平整。使得封板能与电堆贴合得更加紧密,避免漏液。
[0013]
作为一种改进,所述流道塞包括塞体和连接板;所述塞体横截面形状与流道口一致,若干塞体固定排布在连接板上。流道塞的作用在于保持流道口,避免焊接的时候将流道口封闭;另外流道塞能保证电堆和封板上的流道口对齐,避免封板歪斜起到定位的作用。最后流道塞还可以将固定层和封板临时固定在一起,方便装配。
[0014]
作为一种优选,每个流道塞包含4个塞体。可同时封闭4个流道口,提高工作效率。
[0015]
作为一种改进,所述助焊层为深色的热塑性高分子材料薄膜。助焊层的材质要与
电堆双极板基体以及导流板材料一致。另外深色的薄膜吸光性能好,有利于激光焊接。
[0016]
作为一种优选,所述助焊层为黑色的pe、pp、pvc薄膜中的一种,其厚度为0.1~0.5mm。
[0017]
作为一种改进,步骤s1中首先将封板和助焊层清理干净,然后在封板四周边缘贴双面胶,将助焊层临时固定到封板上,最好利用高温的加热抢进行点焊将助焊层平整地固定到封板上。
[0018]
作为一种改进,所述压装模具包括边框以及镶嵌在边框内的透光层;所述边框上开有螺孔,可利用螺栓将其固定在电堆压装工装上。电堆压装工装是一种用于装配电堆的工装,与本申请中的压装模具不同。本申请中的压装模具的作用是将封板和固定层固定在电堆上,并施加一定的预紧力,使得封板和电堆贴合得更加紧密。
[0019]
作为一种改进,步骤s6中激光发射器按照逐行或者逐列焊接的方式进行,焊接的速度为150~300cm/min,每条焊线的距离为0.5~1.5mm。
[0020]
作为一种优选,s6中激光焊接的频率为40~100hz。
[0021]
本发明的有益之处在于:具有上述步骤的钒液流电池汇流嘴侧封板焊接工艺,通过流道塞使得封板和电堆之间精准的定位,避免封板歪斜以及焊接式将流道口封闭。透光的压紧层可以对封板进行预紧,保证封板的平整,并且加装压紧层后使得流道塞不会过于深入流道口,方便拆卸。利用本发明公开的焊接工艺可以将封板很好的固定在电堆上,方便快捷,大大提高了生产效率。
附图说明
[0022]
图1为本发明中压装模具的结构示意图。
[0023]
图2为流道塞的结构示意图。
[0024]
图中标记:1电堆、2边框、3透光层、4封板、5固定层、6螺栓、7流道塞、71塞体、72底板。
具体实施方式
[0025]
为了使本领域的技术人员更好地理解本发明的技术方案,下面结合具体实施方式对本发明作进一步的详细说明。
[0026]
本发明包括以下步骤:
[0027]
s1在封板4与电堆1贴合的一侧粘贴助焊层;助焊层的作用在于吸收激光的光能转化为热能,将封板4通过熔融耦合在电堆1上。助焊层为深色的热塑性高分子材料薄膜。助焊层的材质要与电堆双极板基体以及导流板材料一致。本发明中选用的助焊层可为0.1~0.5mm厚的pe、pp、pvc薄膜中的一种。粘贴时首先将封板和助焊层清理干净,然后在封板四周边缘贴双面胶,将助焊层临时固定到封板上,最好利用高温的加热抢进行点焊将助焊层平整地固定到封板上。当然在将封板固定在电堆之前应该将电堆待焊接封板的一面处理平整。使得封板能与电堆贴合得更加紧密,避免漏液。
[0028]
s2在封板4未涂覆助焊剂的一侧加装透光的固定层5,所述固定层5上开有与封板4上的流道口对应的孔;固定层5的材质优选高透光性的有机玻璃,如亚克力等,其原因在于固定层5需要开设与流道口对应的长孔,如果用普通玻璃的话加工难度大,而且容易碎裂。
该步骤中,固定层5与封板4只需要流道口对齐即可。
[0029]
s3将流道塞7贯穿固定层5插入封板4的流道口中;流道塞7的结构如图2所示,包括塞体71和连接板72;所述塞体71横截面形状与流道口一致,若干塞体固定排布在连接板上。本实施例中,每个流道塞包含4个塞体。可同时封闭4个流道口,提高工作效率。本步骤的目的在于将封板4和固定层临时固定。
[0030]
s4利用压装模具将带有固定层5和流道塞7的封板4固定在电堆1上,并将流道塞7插入电堆1的流道口中,使得封板4的流道口与电堆1的流道口位置对应;压装模具的结构如图1所示,包括边框2以及镶嵌在边框2内的透光层3;所述边框2上开有螺孔,可利用螺栓6将其固定在电堆压装工装上。透光层2为玻璃制作,保证其高透光性,还有具有一定的刚性,在压紧的时候能保证封板4和电堆1很好的贴合。
[0031]
s5对封板4施压,使其与电堆1紧密接触;利用螺栓6将压紧模具固定在电堆压紧工装上,继续旋紧螺栓6为透光层2施加压力,压力透过固定层5传递到封板4上,使得封板4能够十分贴合的与电堆1侧面接触。
[0032]
s6对封板4进行激光焊接。本发明选择的激光焊接的频率为40~100hz。激光发射器按照逐行或者逐列焊接的方式进行,焊接的速度为150~300cm/min,每条焊线的距离为0.5~1.5mm。为了方便起见,一般焊接的方向是从左至有,从上至下。当然也可以选择其他焊接方向,本发明不做限制,只要能将封板4牢固焊接在电堆1上即可。
[0033]
以上仅是本发明的优选实施方式,应当指出的是,上述优选实施方式不应视为对本发明的限制,本发明的保护范围应当以权利要求所限定的范围为准。对于本技术领域的普通技术人员来说,在不脱离本发明的精神和范围内,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips