
 商标分类
商标分类  商标转让
商标转让 
刚性导引本体焊接快速定位机构的制作方法
 2021-01-29 14:01:30|
2021-01-29 14:01:30| 174|
174| 起点商标网
起点商标网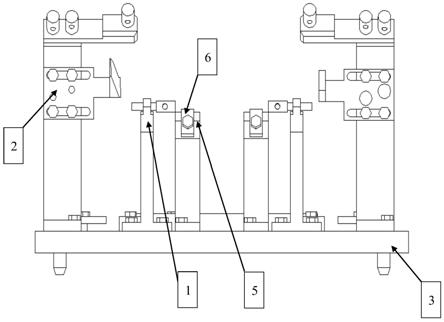
[0001]
本发明属于火炮国防技术领域,特别涉及一种能快速、准确的刚性导引本体焊接快速定位机构。
背景技术:
[0002]
刚性导引本体零件形状复杂,各侧板与盖板、底板之间焊接变形量大,左右支耳装配困难,空间尺寸无法保证,在总装时影响装配,不仅影响生产进度,还降低了产品质量。
技术实现要素:
[0003]
本发明的目的是为了能够克服刚性导引零件变形量大,空间尺寸难以保证的难题,提供一种刚性导引本体焊接快速定位机构。
[0004]
本发明所涉及的刚性导引本体焊接快速定位机构,包括1定位机构、2支撑结构、3底盘、4起始面定位机构、5基准定位机构、6定位锁紧装置、7锁紧装置,其特征是:起始面定位机构4定位后通过锁紧装置7锁紧,与定位机构1、支撑结构2、底盘3形成整个快速定位机构,其中起始面定位机构4在底盘3上定位,定位机构1与支撑结构2、定位锁紧装置6与底盘3采用定位销和螺栓连接,基准定位机构5与定位结构1的平面贴合;工作时,将刚性导引中法兰盘、盖板、底板、左右侧板零件卡入起始面定位机构4中,再利用支撑结构2和定位锁紧装置6进行锁紧固定,并利用定位机构1和基准定位机构5保证刚性导引尺寸精度。
[0005]
本发明解决了装配困难、空间尺寸无法保证的问题,具有成本低、机构精简、可靠性高、操作方便的优点。
附图说明
[0006]
图1为本发明的结构示意图;
[0007]
图1中:1定位机构;2支撑机构;3底盘;5基准定位机构;6定位锁紧装置
[0008]
图2为图1的俯视图;
[0009]
图2中:4起始面定位机构;7锁紧装置;
[0010]
图3为图1的左视图;
具体实施方式
[0011]
下面结合附图和实施实例对本发明的技术方案进一步描述如下:
[0012]
实施例
[0013]
本实施例为本发明用于某产品供弹系统刚性导引本体的应用实例,其结构如图1、图2、图3所示。
[0014]
本实施例所涉及的刚性导引本体焊接快速定位机构,包括1定位机构、2支撑结构、3底盘、4起始面定位机构、5基准定位机构、6定位锁紧装置、7锁紧装置,其特征是:起始面定位机构4定位后通过锁紧装置7锁紧,与定位机构1、支撑结构2、底盘3形成整个快速定位机
构,其中起始面定位机构4在底盘3上定位,定位机构1与支撑结构2、定位锁紧装置6与底盘3采用定位销和螺栓连接,基准定位机构5与定位结构1的平面贴合;工作时,将刚性导引中法兰盘、盖板、底板、左右侧板零件卡入起始面定位机构4中,再利用支撑结构2和定位锁紧装置6进行锁紧固定,并利用定位机构1和基准定位机构5保证刚性导引尺寸精度。
[0015]
本实施例生产的供弹系统刚性导引本体相比单纯人工装配焊接刚性导引本体更加准确、科学,其结果见表1。
[0016]
表1
[0017]
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips