
 商标分类
商标分类  商标转让
商标转让 
一种基于贝塞尔光束加工微孔结构的方法与流程
 2021-01-29 14:01:45|
2021-01-29 14:01:45| 374|
374| 起点商标网
起点商标网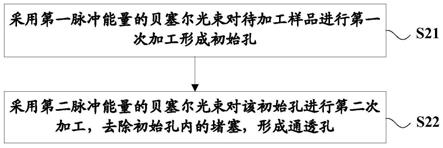
[0001]
本发明涉及超快激光应用技术领域,尤其涉及一种基于贝塞尔光束加工微孔结构的方法。
背景技术:
[0002]
微孔是精密器件、装置中的重要结构,往往承担着导通流体、传递物质的重要作用。为实现导通流体、传递物质的功能,必须要求微孔通透无堵塞。对于直径尺寸在微米或亚微米的孔,机械加工不适用,通常采用激光加工的方法满足加工需求,微孔堵塞是激光加工微孔的常见缺陷。因此,开发具有高通透特性的亚波长直径高深径比微孔加工技术的需求迫在眉睫。
[0003]
超快激光在透明介质材料内部达到一定阈值会引发多光子吸收,产生微孔、腔等结构。前一个脉冲烧蚀产生结构内会有更多由缺陷产生的自由电子,进而影响激光在介质材料内的吸收,后续吸收的激光也会进一步改变激光烧蚀产生的结构。
[0004]
通过将光束空间整形为贝塞尔光束,在透明材料内能够加工得到微米至亚微米直径,数十至数百微米长度的微孔。这一直径的微孔在微结构的物质输运上有着重要意义,其高深径比是光刻、电子束加工所无法达到的。但受光束质量、材料缺陷、热效应熔融等影响,随着贝塞尔光束在材料内部长度增加,微孔深度增长,贝塞尔光束在加工过程中易产生孔的堵塞、间断等情况。解决这些堵孔、间断等缺陷是推广贝塞尔光束加工微孔产业化、降低产品的废品率、提高产品可靠性的关键。
[0005]
介质中微孔通透性的改善通常利用化学刻蚀,去除被激光改性过的堵孔区域。如“fabrication of microchannels in fused silica using femtosecond bessel beams”中,作者使用40%的koh耗时200h刻蚀了15mm长的通孔。然而,这种刻蚀的方法不仅耗时,而且对于改性程度较低的堵孔结构无能为力。因此,改善贝塞尔加工孔的通透性仍然是高深径比微孔加工技术的重要挑战。
技术实现要素:
[0006]
本发明提供的一种基于贝塞尔光束加工微孔结构的方法,基于材料内缺陷区域自由电子增加而烧蚀阈值降低的思想,通过控制二次脉冲调节烧蚀范围的方式,以解决贝塞尔光束在加工过程中易产生孔的堵塞、间断等问题。
[0007]
为解决上述技术问题,本发明提供一种基于贝塞尔光束加工微孔结构的方法,包括:
[0008]
采用第一脉冲能量的贝塞尔光束对待加工样品进行第一次加工形成初始孔;所述第一脉冲能量不低于所述待加工样品的第一烧蚀阈值;
[0009]
采用第二脉冲能量的贝塞尔光束对所述初始孔进行第二次加工,去除所述初始孔内的堵塞,形成通透孔;所述第一脉冲能量与所述第二脉冲能量指的是入射至所述初始孔所在加工区域处对应的实际脉冲能量,所述第二脉冲能量低于所述第一烧蚀阈值,且高于
所述初始孔内堵塞区域的第二烧蚀阈值。
[0010]
进一步的,所述第二脉冲能量低于所述第一烧蚀阈值,且高于所述初始孔内堵塞区域的第二烧蚀阈值,通过如下方式实现:
[0011]
保持所述待加工样品位置不变,在进行第二次加工时,降低所述激光器发射时的脉冲能量,使得所述第二脉冲能量低于所述第一烧蚀阈值,且高于所述初始孔内堵塞区域的第二烧蚀阈值。
[0012]
进一步的,所述第二脉冲能量低于所述第一烧蚀阈值,且高于所述初始孔内堵塞区域的第二烧蚀阈值,通过如下方式实现:
[0013]
保持所述待加工样品位置不变,同时保持所述激光器发射时的脉冲能量不变,通过调整光学系统中的滤波片,使得所述第二脉冲能量低于所述第一烧蚀阈值,且高于所述初始孔内堵塞区域的第二烧蚀阈值。
[0014]
进一步的,所述第二脉冲能量低于所述第一烧蚀阈值,且高于所述初始孔内堵塞区域的第二烧蚀阈值,通过如下方式实现:
[0015]
保持所述激光器发射时的脉冲能量不变,调整所述待加工样品的位置,使得所述待加工样品远离脉冲入射方向,进而使得所述第二脉冲能量低于所述第一烧蚀阈值,且高于所述初始孔内堵塞区域的第二烧蚀阈值。
[0016]
进一步的,所述初始孔存在间断和/或堵塞区域。
[0017]
进一步的,在进行所述第一次加工之前,还包括:对所述待加工样品微孔出口表面的相对面进行抛光处理。
[0018]
进一步的,所述贝塞尔光束利用锥透镜对高斯激光进行整形得到。
[0019]
进一步的,所述待加工样品为透明介质固体材料。
[0020]
进一步的,所述透明介质固体材料包括融石英、硼硅酸盐玻璃。
[0021]
本发明的有益效果是:
[0022]
根据本发明提供的一种基于贝塞尔光束加工微孔结构的方法,包括采用第一脉冲能量的贝塞尔光束对待加工样品进行第一次加工形成初始孔;采用第二脉冲能量的贝塞尔光束对初始孔进行第二次加工,去除初始孔内的堵塞,形成通透孔;其中第一脉冲能量与第二脉冲能量指的是入射至初始孔所在加工区域处对应的实际脉冲能量,第二脉冲能量低于第一脉冲能量,且高于初始孔内堵塞区域的烧蚀阈值。利用微孔缺陷区域电子密度高于基体材料的特征,通过强脉冲打孔、弱脉冲疏通的方式,同时兼顾了微孔深度和通透性,提升了贝塞尔光束加工更高深径比通透微孔的能力;在本发明的指导下,可以在第一个脉冲加工中在材料内部深入更长距离、采用更高能量,从而加工形成长度更长的亚波长直径孔,借助于后续弱脉冲去除孔内的间断与堵塞区域,最终得到长度和直径更符合要求的微孔;从而提升了贝塞尔光束加工微孔的能力极限,能够有效提升贝塞尔光束可加工的微孔长度,对于贝塞尔应用在玻璃等硬质介质材料微孔加工中有着重要意义。
附图说明
[0023]
图1为本发明的基于贝塞尔光束加工微孔结构的加工光路图;
[0024]
图2为本发明的基于贝塞尔光束加工微孔结构的方法流程示意图;
[0025]
其中附图标记包括:激光器1;中性密度滤波片2;光阑3;机械开关4;锥透镜5;二向
色镜6;平凸透镜7;加工物镜8;正面成像ccd9;可见光波段分束镜10;正成像照明光源11;侧成像照明光源12;移动平台13;样品14;侧成像物镜15;侧成像ccd16。
具体实施方式
[0026]
为了使本发明的目的、技术方案及优点更加清楚明白,下面通过具体实施方式结合附图对本发明作进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
[0027]
实施例一:
[0028]
请参见图1,加工光路包括:超快激光器1产生高斯分布超快激光脉冲,超快激光脉冲经过中性密度滤波片2衰减至预期能量,通过光阑3限制至预期直径,经过机械开关4后入射至锥透镜5,并被整形为一阶高斯-贝塞尔光束,整形后的一阶高斯-贝塞尔光束经二向色镜6反射后进入平凸透镜7,入射至加工物镜8,最终进入安置在移动平台13上的样品14;正向照明白光源11发出照明白光,经分束镜10、二向色镜6、平凸透镜7和物镜8后在样品14表面反射,经加工物镜8、平凸透镜7和二向色镜6后入射分束镜10,其反射光进入正面成像ccd9中形成加工正面成像;侧成像照明光源12发出的光通过样品14后经侧成像物镜15进入侧成像ccd16形成侧面成像。
[0029]
应当理解是,上述加工光路仅仅是实现本微孔加工方法的一种可选方式,本微孔加工方法并不限于上述加工光路,具体可灵活选用,只要能够实现本微孔加工方法即可。
[0030]
可选的,超快激光器1采用华日公司生产的激光器,参数如下:中心波长为1030nm,脉宽9.3ps,重复频率在1khz~100khz之间可调,脉冲可通过外部信号触发,单脉冲最大能量260μj,光强分布为高斯型,线偏振;待加工样品为硼硅酸盐玻璃样品,厚度0.5mm,被切割为5mm
×
5mm薄片。
[0031]
可选的,中性密度滤波片2采用大恒光电gcc-3030圆形中性密度渐变滤光片,在可见光到红外光区内可通过调整镜片的旋转角度,改变吸收/反射光与透射光的比例来改变光衰减的大小,激光能量调节范围为1%—90%。
[0032]
可选的,锥透镜5采用thorlabs ax2520型锥透镜,锥底角2
°
,基底是紫外融石英,未镀膜,能够将高斯分布激光转换为高斯-贝塞尔光束。
[0033]
可选的,平凸透镜7采用newport kpx600型平凸透镜,25.4mm直径,焦距150mm,未镀膜。
[0034]
可选的,加工物镜8采用20x消色差物镜。
[0035]
请参见图2,基于贝塞尔光束加工微孔结构的方法主要包括如下步骤:
[0036]
s21、采用第一脉冲能量的贝塞尔光束对待加工样品进行第一次加工形成初始孔;其中第一脉冲能量不低于该待加工样品的第一烧蚀阈值。
[0037]
应当理解的是,第一脉冲能量应当达到(即大于等于)该待加工样品对应的烧蚀阈值,从而才能在该待加工样品内部形成该初始孔。若第一脉冲能量低于待加工样品的烧蚀阈值,则无法在该待加工样品内部形成微孔。
[0038]
s22、采用第二脉冲能量的贝塞尔光束对该初始孔进行第二次加工,去除初始孔内的堵塞,形成通透孔;其中第一脉冲能量与第二脉冲能量指的是入射至初始孔所在加工区域处对应的实际脉冲能量,第二脉冲能量低于第一烧蚀阈值,且高于初始孔内堵塞区域的
第二烧蚀阈值。
[0039]
在第一次加工形成初始孔的过程中,由于微孔内流体流动不稳定,很容易导致部分材料在孔内重新冷却形成堵塞区的问题。而堵塞区电子密度高于基体材料的电子密度,因此堵塞区相对于基体材料,其烧蚀阈值明显下降,本发明利用低于第一烧蚀阈值(基体材料对应的烧蚀阈值),且高于第二烧蚀阈值(堵塞区对应的烧蚀阈值)的第二脉冲能量对堵塞区进行二次加工处理,以疏通初始孔中存在堵塞、间断的问题。
[0040]
本发明提供如下三种方式来调整第二脉冲能量,使得第二脉冲能量满足疏通要求:
[0041]
一、保持待加工样品位置不变,在进行第二次加工时,降低激光器1发射时的脉冲能量,使得第二脉冲能量低于第一烧蚀阈值,且高于初始孔内堵塞区域的第二烧蚀阈值。
[0042]
通过保持待加工样品位置以及光路系统不变,通过调整激光器1的发射脉冲能量,从源头降低激光能量,那么到达待加工样品加工区域的实际脉冲能量必然会减少,通过合理调节控制激光器的发射脉冲能量,即可使得第二脉冲能量低于第一烧蚀阈值,且高于初始孔内堵塞区域的第二烧蚀阈值。实际应用中,具体需要降低多少能量,才能满足疏通需求,可以通过对试样进行多次实验得到。
[0043]
二、保持待加工样品位置不变,同时保持激光器1发射的脉冲能量不变,通过调整光学系统中的滤波片2,使得第二脉冲能量低于第一烧蚀阈值,且高于初始孔内堵塞区域的第二烧蚀阈值。
[0044]
第二种方式是保持待加工样品位置以及发射脉冲能量不变,通过调整光路中的滤波片2,达到调节第二脉冲能量的目的。应当理解的是,中性密度滤波片是能够透射一部分光、反射或吸收一部分光的元器件,不同滤波片或同一滤波片的不同位置可以实现不同的透射率。通过滤波片实现脉冲能量大小的调节是本领域常规方式,在此不再赘述。从而使得第二脉冲能量低于第一烧蚀阈值,且高于第二烧蚀阈值。
[0045]
三、保持激光器1发射的脉冲能量不变,调整待加工样品的位置,使得待加工样品远离脉冲入射方向,进而使得第二脉冲能量低于第一烧蚀阈值,且高于初始孔内堵塞区域的第二烧蚀阈值。
[0046]
应当理解的是,脉冲能量在光路上传输的过程中存在衰减,且传输距离越远,能量损耗越大,通过调整待加工样品的位置,使得待加工样品远离脉冲入射方向,使得激光传输距离更远,因此在保证发射的脉冲能量不变的情况下,可以使得实际到达待加工样品的脉冲能量变弱,只要调整的位置合适,即可满足第二脉冲能量低于第一烧蚀阈值,且高于第二烧蚀阈值。实际应用中,具体需要移动多远的距离,才能满足疏通需求,可以通过对试样进行多次实验获取得到。
[0047]
为了保证微孔加工质量,实现更高深径比通透孔的加工,避免样品表面结构不光滑或存在污垢,存在光学缺陷等给加工过程带来不可控的负面影响,在进行第一次加工之前,还包括对待加工样品微孔出口表面的相对面进行抛光处理。
[0048]
本发明对待加工样品并不做限制,主要包括透明介质固定材料,例如融石英、硼硅酸盐玻璃等材料。
[0049]
本发明提供的一种基于贝塞尔光束加工微孔结构的方法,属于超快激光应用技术领域。针对贝塞尔光束加工过程中,微孔内流体流动不稳定导致部分材料在孔内重新冷却
形成堵塞区的问题,精确调控贝塞尔光束强度,实现堵塞区的去除与微孔的贯通。该方法首先将高斯激光整形为贝塞尔光束,以获得具有高长径比的局域光场;然后采用与样品相同性质的材料对光场产生的烧蚀区域进行定位,并调整光束参数获得与设计需求相符的光场;随后采用较高能量的贝塞尔光束在样品材料内部加工初始孔,初始孔开口位于光束在材料中的出射面;在得到初始孔后,对该孔采用能量密度略低于材料烧蚀阈值而高于堵塞区烧蚀阈值的贝塞尔光束进行再次加工,利用高于堵塞区烧蚀阈值的低能量贝塞尔光束对堵塞区域烧蚀去除的同时延长微孔,获得更长深径比的通透孔。在微孔加工中,初次贝塞尔光束使加工区自由电子密度增加,并由于迅速冷却,在堵塞区以空位-电子对的形式保存自由电子,再次辐照贝塞尔光束时,通过精确调节贝塞尔光束光场分布,堵塞区自由电子作为种子电子,快速产生雪崩电离,而孔壁未达到阈值不发生烧蚀,实现对孔内堵塞定位去除。本发明解决了现有贝塞尔光束加工亚波长直径微孔方式的堵塞问题,提高了在材料内加工微孔能力的极限,解决无衍射光束微孔加工走向实际应用的关键难题,在微流体相关装置器件上有重要应用价值。
[0050]
实施例二:
[0051]
在上述实施例一的基础上,为了更好地理解本发明,本实施例结合具体的操作过程进行说明:
[0052]
本实施例提供一种基于贝塞尔光束加工微孔结构的方法,主要包括如下步骤:
[0053]
步骤一:对待加工样品需要加工微孔出口表面的相对面(也称对侧表面)进行抛光,保证该表面光洁、无光学缺陷;
[0054]
步骤二:利用锥透镜5将高斯激光整形为高斯-贝塞尔光束,高斯-贝塞尔光束的无衍射区从锥透镜出射面开始,长度w0/tan(β),其中w0是入射光直径,β是贝塞尔光束的出射角。在无衍射区之后的位置利用4f缩束系统对一阶无衍射光束进行缩束,获得二阶无衍射光束。4f缩束系统由一个平凸透镜7和一个加工物镜8组成,二者之间的距离为二者焦距之和,平凸透镜7的出射面焦点与加工物镜8的入射面焦点重合;
[0055]
步骤三:利用与样品相同材料,厚度超过样品的试样对二阶无衍射光束的烧蚀区域进行定位。调整入射光孔径,使侧面观测中的单脉冲烧蚀区长度略长于设计孔长,调整入射光能量使贝塞尔区能量恰好使材料烧蚀而微孔外形不断裂。对10ps脉冲激光,在待加工样品内,当预期微孔长度为200μm~500μm之间,能量为100~250μj,使此时烧蚀区位于材料内的长度与计划加工的微孔长度相同。在侧面观测窗口标记此时的烧蚀区域,并标记由烧蚀区起点延伸至计划长度的位置,即试样激光出射面所在点,记为a点;
[0056]
步骤四:将待加工样品重新装载在平移台上,对侧表面向上,并垂直于入射光光轴。通过侧面观测成像,使出口表面通过a点;
[0057]
步骤五:采用与步骤三相同能量,单脉冲在待加工样品上加工得到初始孔;
[0058]
步骤六:保持样品位置不动,采用略低于步骤五的脉冲能量,通常为60~200μj,单脉冲在待加工样品上第二次加工,得到通透孔。
[0059]
示例一:基于二次脉冲通透性优化的高深径比亚微米孔加工:
[0060]
以在500μm厚度硼硅酸盐玻璃加工深度100μm的微孔为例,所采用的锥透镜5的锥底角为2
°
,平凸透镜焦距为150mm,加工物镜8采用20x消色差物镜,具体加工步骤如下:
[0061]
(1)调整光路,确保高斯光束垂直锥透镜5底面入射,锥透镜5尖端位于光斑中心,
且距离二向色镜100~150mm以避免损伤反射镜,平凸透镜7位于在二向色镜6下50mm以内位置,平凸透镜7后159mm位置架设加工物镜8,调整平凸透镜7及加工物镜8,确保两光学元件垂直于光束且光学中心位于光轴上;
[0062]
(2)将一块厚度1mm,四面抛光的硼硅酸盐玻璃试样固定在移动平台13上,硼硅酸盐玻璃试样四面抛光,指微孔出口表面及其对表面,以及侧面成像ccd16所观测方向的一对表面,侧面成像ccd16所观测方向的一对表面进行抛光,目的是方便确认加工位置及加工结果,微孔出口相对表面抛光是为了保证光路不被干扰。市面上能够买到的常规试样为双面抛光或四面抛光,较少能买到三面抛光,故此处直接用常买到的四面抛光试样。通过侧面成像ccd16观察,使烧蚀区域全部位于玻璃试样内部,调整光阑3至3mm通光孔半径,使单脉冲烧蚀区域总长度在120μm~150μm之间;调整中性密度滤波片2至单脉冲能量100μj,使烧蚀区域尽可能均匀连续;
[0063]
(3)利用移动平台13移动试样,使烧蚀区域顶端距离上表面400μm(保证加工深度100μm),在电脑屏幕上标记此时玻璃上表面位置;
[0064]
(4)重新将待加工样品取代试样固定在移动平台13上,通过侧面成像ccd16使待加工样品上表面与之前标记重合;
[0065]
(5)采用100μj能量发射第一个脉冲,形成初始孔;
[0066]
(6)调整激光器的发射脉冲能量,采用80μj的能量发射第二个脉冲,对初始孔进行第二次加工,疏通初始孔堵塞区域,形成通透孔。
[0067]
实施例三:
[0068]
在上述实施例二的基础上,本实施例提供一种基于贝塞尔光束加工微孔结构的方法,主要包括如下步骤:
[0069]
执行实施例二中步骤一至步骤五;
[0070]
步骤六:使样品沿z轴向下移动100μm~300μm长度;
[0071]
步骤七:采用100μj能量发射第二个脉冲,形成长度超过200μm的亚波长直径微孔。
[0072]
基于双脉冲通透孔加工方法,利用贝塞尔光束尾部能量低于中部的特征,在第二个脉冲中,将光束相对位置上移,入射光能量不变,利用光束尾部低于阈值区域作为第二个脉冲使微孔通透,同时光束中部形成微孔与第一个脉冲成孔连通,形成200μm以上长度的微孔。
[0073]
以上内容是结合具体的实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips