
 商标分类
商标分类  商标转让
商标转让 
自动弯管及打孔生产线的制作方法
 2021-01-29 14:01:55|
2021-01-29 14:01:55| 281|
281| 起点商标网
起点商标网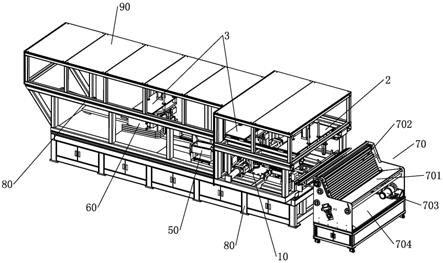
[0001]
本发明涉及一种弯管设备,特别是一种自动弯管及打孔生产线。
背景技术:
[0002]
目前的弯管设备包括基板、转轴、弯管驱动装置、活动压管装置和固定压管装置,基板竖直设置,转轴横向设置,并且转轴转动设置在基板上,弯管驱动装置用于驱动压管装置绕转轴转动,待弯曲的管体的一部分以转轴为支点并在固定压管装置与转轴配合下固定在转轴外,弯管驱动装置向管体的另一部分施压,并且活动压管装置被弯管驱动装置带动围绕转轴转动,实现管体围绕转轴弯曲。改结构的放管方式是横向放管,以致其难以实现自动化生产,另外,转轴呈悬臂梁结构,长期作为支点受力,容易导致转轴变弯,转轴与基板之间的轴承受力不均而磨损。
[0003]
还有,弯管(弯曲的金属管)在医疗领域、家具领域等经常可见,但是,目前还没有很好的解决弯管(尤其是双弯管)指向弯内侧方向自动打孔的问题,其操作主要是人工将双弯管放置在工装上进行打孔,效率低、安全隐患风险高。所以,进一步制约了自动弯管及打孔生产线的发展。
技术实现要素:
[0004]
本发明的目的在于提供一种弯管和打孔工位横向分布,采用管体装夹小车在工位上方移动管件进出工位的自动弯管及打孔生产线。
[0005]
本发明的目的是这样实现的:一种自动弯管及打孔生产线,包括机座和直管存放架,其特征在于:所述机座上形成有加工路径,加工路径上依次设有用于存放直管的直管存放架、用于将直管折弯的弯管机构和对折弯后的弯管进行开孔的打孔机构,加工路径对应直管存放架、弯管机构和打孔机构的上方设有轨道,轨道上对应直管存放架与弯管机构之间设有用于装夹及移动直管的直管装夹小车,轨道上对应弯管机构与打孔机构之间设有用于装夹及移动弯管的弯管装夹小车。
[0006]
本发明的目的还可以采用以下技术措施解决:作为更具体的一方案,所述直管存放架背向机座的一侧设有用于将直管送入直管存放架的直管送料机构,实现送料自动化。
[0007]
作为进一步的方案,所述机座上对应直管存放架、弯管机构、打孔机构、直管装夹小车和弯管装夹小车外设有框架,框架外设有门体。门体对这个生产线进行遮盖,可以减少噪音,也能避免误触碰,实现生产环境的美化升级。
[0008]
作为进一步的方案,所述弯管机构为将直管弯折成双弯管的双弯管机构,所述打孔机构包括第一打孔装置和第二打孔装置,第一打孔装置和第二打孔装置依次设置在弯管机构背向打孔机构的方向上,并且,第一打孔装置和第二打孔装置一左一右分布,以分别对双弯管的两端弯管进行打孔;所述弯管装夹小车设有两台。双弯管的每一根管脚的打孔分
别由一套打孔装置实现。
[0009]
作为进一步的方案,所述弯管机构包括工作台板、左转轴、左弯管驱动装置、左压管装置、右转轴、右弯管驱动装置、右压管装置和中间压管装置,左转轴和右转轴左右分布、并分别转动设置在工作台板上,左转轴和右转轴外分别套设有左垫套和右垫套,左弯管驱动装置用于驱动左转轴转动,左压管装置包括左压管气缸、左旋转臂和左压块,左旋转臂与左转轴传动连接,左压管气缸设置在左旋转臂上、并与左压块传动连接,左压块位于左垫套左侧外;右弯管驱动装置用于驱动右转轴转动,右压管装置包括右压管气缸、右旋转臂和右压块,右旋转臂与右转轴传动连接,右压管气缸设置在右旋转臂上、并与右压块传动连接,右压块位于右垫套右侧外;中间压管装置包括中压管气缸和中压块,中压管气缸固定设置在工作台板上、并与中压块传动连接,中压块朝向左垫套和右垫套之间,中压块、左垫套和右垫套之间还形成有让位区。让位区是为了让直管或弯管装夹小车的夹头可以伸进去装卸工件。
[0010]
作为进一步的方案,所述第一打孔装置包括第一承板、第一定模、第一动模、第一合模油缸、第一插芯气缸、第一芯棒、第一打孔机构、底座和推送气缸,第一定模固定设置在第一承板上,第一动模滑动设置在第一承板上,第一合模油缸连接在第一承板与第一动模之间,以控制第一动模与第一定模相对开合运动;第一定模与第一动模之间形成第一夹腔,第一芯棒与第一插芯气缸传动连接,第一插芯气缸控制第一芯棒插入第一夹腔,第一定模和/或第一动模上设有所述第一打孔机构,第一定模和/或第一动模对应第一打孔机构设有与第一夹腔连通的第一销孔;第一承板滑动设置在底座上,底座与第一承板之间设有推送气缸,推送气缸控制第一承板在底座上滑动。
[0011]
作为进一步的方案,所述第二打孔装置包括第二承板、第二定模、第二动模、第二合模油缸、第二插芯气缸、第二芯棒、第二打孔装置、压头、推压气缸、前延伸平台和后延伸平台,第二定模固定设置在第二承板上,第二动模滑动设置在第二承板上,第二合模油缸连接在第二承板与第二动模之间,以控制第二动模与第二定模相对开合运动;第二定模与第二动模之间形成第二夹腔,第二芯棒与第二插芯气缸传动连接,第二插芯气缸控制第二芯棒插入第二夹腔,第二定模和/或第二动模上设有所述第二打孔装置,第二定模和/或第二动模对应第二打孔装置设有与第二夹腔连通的第二销孔;前延伸平台和后延伸平台分布设置在第二承板的前后两端,所述第二夹腔前后指向,推压气缸设置在前延伸平台上、并与压头传动连接,压头位于第二夹腔的前端外,所述第二插芯气缸设置在后延伸平台上。
[0012]
上述第一打孔装置和第二打孔装置均有插芯动作,芯棒也同样对应销孔设有孔位,将芯棒插入管脚内,再对管脚进行打孔,避免管脚被打扁。
[0013]
作为进一步的方案,所述直管装夹小车包括第一滑板、第一驱动电机、第一升降驱动气缸、第一升降板和左右两套夹管机构,第一滑板滑动设置在轨道上,第一驱动电机设置在第一滑板上,第一驱动电机与驱动齿轮传动连接,轨道旁设有直齿条,直齿条与轨道相对平行设置,驱动齿轮与直齿条啮合;第一升降驱动气缸设置在第一滑板上、并与第一升降板传动连接,第一升降板设置在第一滑板下方,左右两套夹管机构分别左右分布设置在第一升降板上。
[0014]
作为进一步的方案,所述弯管装夹小车包括第二滑板、第二驱动电机、第二升降驱动气缸、第二升降板、一套夹管机构和左右两套弯管侧扶装置,第二滑板滑动设置在轨道
上,第二驱动电机设置在第二滑板上,第二驱动电机与第二驱动齿轮传动连接,第二驱动齿轮与直齿条啮合;第二升降驱动气缸设置在第二滑板上、并与第二升降板传动连接,第二升降板设置在第二滑板下方,夹管机构位于第二升降板的中部,左右两套弯管侧扶装置分别左右分布设置在第二升降板上,夹管机构与弯管侧扶装置前后错开。套夹管机构用于夹持双弯管的中部,左右两套弯管侧扶装置用于扶住双弯管的左右两个管脚外侧,使得双弯管保持水平状态。
[0015]
作为进一步的方案,所述直管存放架包括管架、投料臂和分隔叉头组件,管架上设有用于竖直方向摆放直管的u型槽,管架的前端左右两侧设有轴座,轴座上转动设有投料臂,轴座上设有高出投料臂上表面的限位凸起,分隔叉头组件设有左右两组,每组分隔叉头组件的一端与联动推板连接,分隔叉头组件的另一端伸向管架中u型槽的所在竖直面中,联动推板前后滑动设置在管架上。
[0016]
作为进一步的方案,所述分隔叉头组件包括一个以上的分隔叉头,当分隔叉头设有两个以上时,分隔叉头从上至下分布、并且各个分隔叉头从上至下依次前后错开。
[0017]
本发明的有益效果如下:(1)此款自动弯管及打孔生产线的弯管机构和打孔机构横向分布(即弯管工位和打孔工位横向分布),采用管体装夹小车在工位上方移动管件进出工位,配合弯管机构和打孔机构的动作,实现自动化弯管和打孔,提高工作效率。
[0018]
(2)此款自动弯管及打孔生产线的弯管机构为双弯管机构,打孔机构设有两套,两套打孔机构分别对双弯管的两根管脚进行打孔;而且,两套打孔机构左右分布、前后错开,互不阻挡。
[0019]
(3)此款自动弯管及打孔生产线采用上下放料和取料,并且结合直管存放架的分隔叉头组件可以将上下分布的多根直管隔开合适的距离,因此,可以同时对多根直管进行弯管加工,进一步提供工作效率。
[0020]
(4)此款自动弯管及打孔生产线的弯管装夹小车可以使得多根弯管保持同样的角度,以便于同时将其有序地放入打孔机构中进行统一打孔。
附图说明
[0021]
图1为本发明一实施例结构示意图。
[0022]
图2为图1的另一角度立体结构示意图。
[0023]
图3为图1俯视结构示意图。
[0024]
图4为本发明取走直管装夹小车和弯管装夹小车后结构示意图。
[0025]
图5为本发明装上框架、直管存放架、直管送料机构和机座后结构示意图。
[0026]
图6为图5的框架装上装上门体后结构示意图。
[0027]
图7为本发明中弯管机构、直管装夹小车、弯管装夹小车和直管存放架组合结构示意图。
[0028]
图8为图7的另一角度立体结构示意图。
[0029]
图9为本发明中弯管机构俯视结构示意图。
[0030]
图10为图9的c-c剖视结构示意图。
[0031]
图11为本发明中弯管机构立体结构示意图。
[0032]
图12为本发明中弯管机构另一角度立体(带双弯管)结构示意图。
[0033]
图13为本发明中直管装夹小车一角度结构示意图。
[0034]
图14为本发明中直管装夹小车另一角度结构示意图。
[0035]
图15为本发明中直管存放架结构示意图。
[0036]
图16为图15的另一角度立体结构示意图。
[0037]
图17为本发明中第一打孔装置一角度结构示意图。
[0038]
图18为本发明中第一打孔装置另一角度结构示意图。
[0039]
图19为本发明中第二打孔装置一角度结构示意图。
[0040]
图20为本发明中第二打孔装置另一角度结构示意图。
具体实施方式
[0041]
下面结合附图及实施例对本发明作进一步描述:参见图1至图20所示,一种自动弯管及打孔生产线,包括机座80和直管存放架1,其特征在于:所述机座80上形成有加工路径,加工路径上依次设有用于存放直管的直管存放架1、用于将直管折弯的弯管机构10和对折弯后的弯管进行开孔的打孔机构,加工路径对应直管存放架1、弯管机构10和打孔机构的上方设有轨道20,轨道20上对应直管存放架1与弯管机构10之间设有用于装夹及移动直管的直管装夹小车2,轨道20上对应弯管机构10与打孔机构之间设有用于装夹及移动弯管的弯管装夹小车3。
[0042]
所述直管存放架1背向机座80的一侧设有用于将直管送入直管存放架1的直管送料机构70。
[0043]
所述机座80上对应直管存放架1、弯管机构10、打孔机构、直管装夹小车2和弯管装夹小车3外设有框架110,框架110外设有门体100。
[0044]
所述弯管机构10为将直管弯折成双弯管的双弯管机构,所述打孔机构包括第一打孔装置50和第二打孔装置60,第一打孔装置50和第二打孔装置60依次设置在弯管机构10背向打孔机构的方向上,并且,第一打孔装置50和第二打孔装置60一左一右分布,以分别对双弯管的两端弯管进行打孔;所述弯管装夹小车3设有两台。
[0045]
所述弯管机构10包括工作台板9、左转轴92、左弯管驱动装置、左压管装置、右转轴94、右弯管驱动装置、右压管装置和中间压管装置,左转轴92和右转轴94左右分布、并分别转动设置在工作台板9上,左转轴92和右转轴94外分别套设有左垫套93和右垫套95,左弯管驱动装置用于驱动左转轴92转动,左压管装置包括左压管气缸7、左旋转臂71和左压块75,左旋转臂71与左转轴92传动连接,左压管气缸7设置在左旋转臂71上、并与左压块75传动连接,左压块75位于左垫套93左侧外;右弯管驱动装置用于驱动右转轴94转动,右压管装置包括右压管气缸8、右旋转臂81和右压块85,右旋转臂81与右转轴94传动连接,右压管气缸8设置在右旋转臂81上、并与右压块85传动连接,右压块85位于右垫套95右侧外;中间压管装置包括中压管气缸4和中压块41,中压管气缸4固定设置在工作台板9上、并与中压块41传动连接,中压块41朝向左垫套93和右垫套95之间,中压块41、左垫套93和右垫套95之间还形成有让位区101。
[0046]
所述工作台板9上设有竖直支撑板96,竖直支撑板96的上端设有顶支撑板91,顶支撑板91分别与左转轴92和右转轴94转动配合。
[0047]
所述左弯管驱动装置包括左弯管驱动气缸5、左驱动齿条51和左驱动齿轮921,左驱动齿轮921位于工作台板9的下方、并与左转轴92的下端固定连接,左驱动齿条51与左弯管驱动气缸5传动连接、并与左驱动齿轮921啮合;所述右弯管驱动装置包括右弯管驱动气缸6、右驱动齿条61和右驱动齿轮941,右驱动齿轮941位于工作台板9的下方、并与右转轴94的下端固定连接,右驱动齿条61与右弯管驱动气缸6传动连接、并与右驱动齿轮941啮合。
[0048]
所述左压管装置还包括左支撑座72、左滑块73、左滑轨74,左支撑座72与左压管气缸7的活塞杆传动连接,左支撑座72上横向设置有左滑块73,左滑轨74设置在左压块75的外侧、并与左滑块73滑动配合,左压管气缸7的缸体与左旋转臂71固定连接;所述右压管装置还包括右支撑座82、右滑块83、右滑轨84,右支撑座82与右压管气缸8的活塞杆传动连接,右支撑座82上横向设置有右滑块83,左滑轨74设置在右压块85的外侧、并与右滑块83滑动配合,右压管气缸8的缸体与右旋转臂81固定连接。
[0049]
所述左旋转臂71与工作台板9之间设有左耐磨垫76,右旋转臂81与工作台板9之间设有右耐磨垫86。
[0050]
所述左垫套93、左压块75、右垫套95、右压块85和中压块41表面均设有两道以上的定位坑槽,各定位坑槽上下排布。
[0051]
所述工作台板9的下方还设有下支撑板97,下支撑板97的底部设有底支撑板98,底支撑板98与左转轴92和右转轴94的下端转动配合。
[0052]
所述第一打孔装置50包括第一承板504、第一定模505、第一动模506、第一合模油缸5061、第一插芯气缸509、第一芯棒5071、第一打孔机构、底座502和推送气缸501,第一定模505固定设置在第一承板504上,第一动模506滑动设置在第一承板504上,第一合模油缸5061连接在第一承板504与第一动模506之间,以控制第一动模506与第一定模505相对开合运动;第一定模505与第一动模506之间形成第一夹腔,第一芯棒5071与第一插芯气缸509传动连接,第一插芯气缸509控制第一芯棒5071插入第一夹腔,第一定模505上设有所述第一打孔机构,第一定模505对应第一打孔机构设有与第一夹腔连通的第一销孔;第一承板504滑动设置在底座502上,底座502与第一承板504之间设有推送气缸501,推送气缸501控制第一承板504在底座502上滑动。
[0053]
所述第一插芯气缸的活塞杆外端设有第一基座507,所述第一芯棒5071与第一基座507连接。
[0054]
所述第一打孔机构包括第一打孔油缸5051、第一顶推板5052和第一冲孔插销,第一打孔油缸5051设置在定模上,第一顶推板5052与第一打孔油缸传动连接,第一冲孔插销与第一顶推板5052连接、并指向所述销孔。
[0055]
所述第二打孔装置60包括第二承板608、第二定模6016、第二动模606、第二合模油缸607、第二插芯气缸601、第二芯棒、第二打孔装置60、压头6013、推压气缸6011、前延伸平台6010和后延伸平台603,第二定模6016固定设置在第二承板608上,第二动模606滑动设置在第二承板608上,第二合模油缸607连接在第二承板608与第二动模606之间,以控制第二动模606与第二定模6016相对开合运动;第二定模6016与第二动模606之间形成第二夹腔,第二芯棒与第二插芯气缸601传动连接,第二插芯气缸601控制第二芯棒插入第二夹腔,第二定模6016和第二动模606上设有所述第二打孔装置60,第二定模6016和第二动模606对应第二打孔装置60设有与第二夹腔连通的第二销孔;前延伸平台6010和后延伸平台603分布
设置在第二承板608的前后两端,所述第二夹腔前后指向,推压气缸6011设置在前延伸平台6010上、并与压头6013传动连接,压头6013位于第二夹腔的前端外,所述第二插芯气缸601设置在后延伸平台603上。
[0056]
所述第二插芯气缸601的活塞杆外端设有第二基座6017,所述第二芯棒与第二基座6017连接。
[0057]
所述压头6013表面对应所述第二夹腔的高度位置设有第三圆弧凹坑。
[0058]
所述第二打孔机构包括第二打孔油缸6062和6019、第二顶推板6061、6018和第二冲孔插销6063,动模和定模分别设有第二打孔油缸6062和6019,顶推板与打孔油缸传动连接,冲孔插销与顶推板连接、并指向所述销孔。
[0059]
所述直管装夹小车2包括第一滑板23、第一驱动电机27、第一升降驱动气缸21、第一升降板24和左右两套夹管机构,第一滑板23滑动设置在轨道20上,第一驱动电机27设置在第一滑板23上,第一驱动电机27与驱动齿轮28传动连接,轨道20旁设有直齿条,直齿条与轨道20相对平行设置,驱动齿轮28与直齿条啮合;第一升降驱动气缸21设置在第一滑板23上、并与第一升降板24传动连接,第一升降板24设置在第一滑板23下方,左右两套夹管机构分别左右分布设置在第一升降板24上。所述直管装夹小车2的夹管机构包括第一指夹气缸25和第一管夹26,第一指夹气缸25设置在第一升降板24底部,第一管夹26设置在第一指夹气缸25下端、并与第一指夹气缸25传动连接。所述第一升降板24上设有第一纵向导杆22,第一纵向导杆22与第一滑板23上下滑动配合。
[0060]
所述弯管装夹小车3包括第二滑板33、第二驱动电机、第二升降驱动气缸31、第二升降板34、一套夹管机构和左右两套弯管侧扶装置37,第二滑板33滑动设置在轨道20上,第二驱动电机设置在第二滑板33上,第二驱动电机与第二驱动齿轮28传动连接,第二驱动齿轮28与直齿条啮合;第二升降驱动气缸31设置在第二滑板33上、并与第二升降板34传动连接,第二升降板34设置在第二滑板33下方,夹管机构位于第二升降板34的中部,左右两套弯管侧扶装置37分别左右分布设置在第二升降板34上,夹管机构与弯管侧扶装置前后错开。所述弯管装夹小车3的夹管机构包括第二指夹气缸35和第二管夹36,第二指夹气缸35设置在第二升降板34底部,第二管夹36设置在第二指夹气缸35下端、并与第二指夹气缸35传动连接。所述第二升降板34上设有第二纵向导杆32,第二纵向导杆32与第二滑板33上下滑动配合。所述弯管侧扶装置37包括侧向放置的扶管驱动气缸371和扶管块372,扶管块372与扶管驱动气缸371传动连接,扶管块372表面对应管体的外侧设有弧形坑槽实现对管体定位。
[0061]
所述直管存放架1包括管架11、投料臂17和分隔叉头组件,管架11上设有用于竖直方向摆放直管的u型槽12,管架11的前端左右两侧设有轴座14,轴座14上转动设有投料臂17,轴座14上设有高出投料臂17上表面的限位凸起141,分隔叉头组件设有左右两组,每组分隔叉头组件的一端与联动推板16连接,分隔叉头组件的另一端伸向管架11中u型槽12的所在竖直面中,联动推板16前后滑动设置在管架11上。投料臂17设有左右两个,左右两个投料臂17通过连杆171连接,左右两个轴座14之间连接有同步轴15,投料臂17设置在同步轴15上。管架11上设有前后指向的横向导杆18,联动推板16滑动设置在横向导杆18上,联动推板16可以由气缸驱动。同步轴15可以由气缸或电机驱动。
[0062]
所述分隔叉头组件包括一个以上的分隔叉头13,当分隔叉头13设有两个以上时,分隔叉头13从上至下分布、并且各个分隔叉头13从上至下依次前后错开。
[0063]
所述直管送料机构70包括机架704,机架704上设有料斗701,料斗701的底部向直管存放架1方向倾斜,料斗701靠近直管存放架1的一端设有输送带702,输送带702将料斗701的直管往上传送,输送带702的上端与所述投料臂17之间设有引导斜管(图中未示出),输送带702将直管30送出至引导斜管上,直管30落入至投料臂17上、并被限位凸起141挡住,见图8中a处所示,投料臂17上存放直管的数量等于弯管机构10可弯管的数量,控制投料臂17往上摆动,即可将相应数量的直管抬高于限位凸起141,并且直管可以落入u型槽12内,见图8中b处所示。分隔叉头组件向u型槽12方向运动,即可将u型槽12内的直管分开。
[0064]
其工作原理是:直管装夹小车2将直管存放架1上的四根直管移动至弯管机构10的中压块41与左右转轴之间,中压块41将直管压向转轴,同时,直管装夹小车2的第一管夹26打开、并离开让位区,弯管机构开始工作,进行弯管,将直管加工成双弯管40。然后,第一打孔装置50的推送气缸501将第一承板504及其上的模具推向弯管机构10上的双弯管的一侧管脚外,以及,第一插芯气缸509将第一芯棒5071插入该侧的管脚内,接着,进行合模打孔操作。最后,开模、芯棒退出等,以及第一台弯管装夹小车3将一侧已经完成打孔的双弯管40夹移至第二打孔装置60上,并将双弯管的中部放置在第二打孔装置60中,待打孔的管脚落入第二夹腔内,第二芯棒插入管脚,压头6013压着双弯管的中部,进而合模打孔,完成另一管脚的打孔。最后,通过第二台弯管装夹小车将最终打孔完成的双弯管移出机座外。其中,机座后端可以设置斜管,第二台弯管装夹小车将双弯管放置在斜管上,双弯管即可顺着斜管滑落至指定的位置。另外,第二打孔装置60工作时,不影响弯管机构的弯管加工,从而提高工作效率。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips