
 商标分类
商标分类  商标转让
商标转让 
一种垃圾压缩站智能控制系统的制作方法
 2021-01-29 14:01:11|
2021-01-29 14:01:11| 204|
204| 起点商标网
起点商标网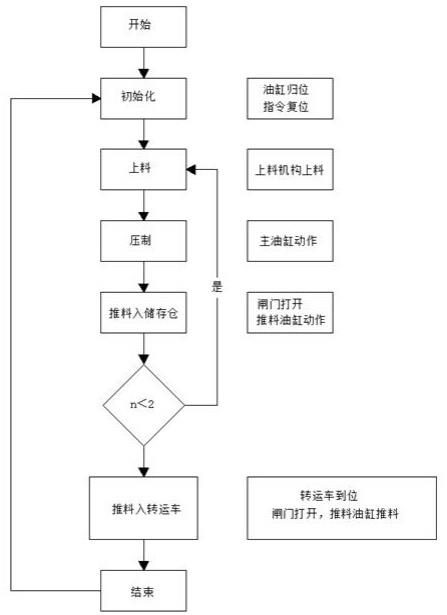
[0001]
本发明涉及垃圾压缩技术领域,具体为一种垃圾压缩站智能控制系统。
背景技术:
[0002]
垃圾压缩站主要用于处理城市生活垃圾,它能够一次性压缩、破碎垃圾。垃圾压缩机通过上料机构将收集来的松散垃圾倒入压缩机箱体内,然后通过压缩机构对箱体内的垃圾进行压缩,同时对渗滤液进行处理达到三级环保排放标准,垃圾压缩完成后自动通知转运车垃圾块推入车内后运走。通过处理,大大减小了垃圾块的体积,提高了转运车的装载量,同时也提高了城市生活垃圾堆放、集运的经济效益。
[0003]
现有的垃圾压缩站中,垃圾压缩仍处于半自动化状态,并且也没有对垃圾压缩站中进行实时监测的系统,当出现零部件故障时,工作人员无法及时的发现。
技术实现要素:
[0004]
(一)解决的技术问题针对现有技术的不足,本发明提供了一种垃圾压缩站智能控制系统,解决了上述背景技术中提出的问题。
[0005]
(二)技术方案为实现以上目的,本发明通过以下技术方案予以实现:一种垃圾压缩站智能控制系统,包括垃圾压缩站控制系统和监控软件系统;所述垃圾压缩站控制系统包括初始化流程、上料流程、压制流程、推料流程;所述初始化流程中进料口处于关闭状态,存储仓闸门关闭,压板处于起始位置,出料口处于关闭状态,故障灯处于熄灭状态;所述上料流程分为仓门打开和循环上料,通过累计计数,统计上料的次数,达到预设值后进入压制环节;所述压制流程分为快速压制和工作压制两个环节,每次压制都记录压制油缸的位移,并与警戒位移比对,当达到预设值,再加料一次后进入推料环节,整个压制过程中,抽风机和喷淋系统同时工作;所述推料流程分为第一次推料流程和第二次推料转运流程;第一次循环压制完成以后即进入推料流程中的第一次推料流程,通过推料油缸将料推入存储仓,随即进入第二次循环压制环节;第二次循环压制完成以后即进入推料流程中的第一次推料流程,自动通知转运车辆,当转运车辆停靠到位,即开始推料过程,将两块垃圾同时推入转运车,后整个工作流程结束,设备进入待机准备状态;所述监控软件系统包括液压系统故障诊断和监控软件,所述液压系统故障诊断包括故障诊断和故障维护,所述监控软件分为本地系统和远程监控两种模式。
[0006]
优选的,所述本地系统以本地触摸屏呈现,所述远程系统通过web的方式呈现。
[0007]
优选的,所述故障维护包括报警维护、定期维护和季度维护。
[0008]
优选的,所述报警维护是针对报警情况进行相关的维护,监测的信息超出设定范围时,相应的报警指示灯亮,当油温、油压报警指示灯亮时,垃圾压缩装备停止运行,当耗电超标指示灯亮时,垃圾压缩装备仍正常运行,系统记录耗电超标信息。
[0009]
优选的,所述定期维护是根据液压油的使用寿命、部件的检修周期定期安排检修,以及时更换损坏的部件。
[0010]
优选的,所述季度维护是指以一个季度为周期,根据当前季度的故障统计情况,分析故障情况发生较集中的部件,对该部件较全面的维修,并更换部件。
[0011]
优选的,所述监控软件系统包含有数据服务功能模块和监控模块。
[0012]
优选的,所述数据服务功能模块定时刷新每个控制柜的数据,并将相关数据及时地推送给监控模块及声光报警器,监控模块将这些数据呈现给用户。
[0013]
优选的,监控模块将后台任务模块推送过来的数据进行处理后呈现给用户。
[0014]
(三)有益效果本发明提供了一种垃圾压缩站智能控制系统。具备以下有益效果:该垃圾压缩站智能控制系统,采用现代工业物联网技术,结合plc 逻辑控制器、智能网关、高精度物联网传感装置,实现垃圾压缩站的自动上料装载、压缩、净化、排出等动作,通过智能传感设备,能够保证设备动作过程实时监控、安全联锁、异常报警、维护提醒、远程推送等功能。
附图说明
[0015]
图1为本发明主控制流程图;图2为本发明上料流程图;图3为本发明压制流程图;图4为本发明推料入存储仓流程图;图5为本发明推料入转运车流程图;图6为本发明液压系统故障诊断图;图7为本发明监控软件系统主要架构图。
[0016]
图中:1云端、2监控层、21数据中心、22监控计算机、23主控计算机、24主站dtu、3设备层、31从站dtu、32 plc设备。
具体实施方式
[0017]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0018]
请参阅图1-7,本发明提供一种技术方案:一种垃圾压缩站智能控制系统,包括垃圾压缩站控制系统和监控软件系统;垃圾压缩站控制系统包括初始化流程、上料流程、压制流程、推料流程;初始化流程中进料口处于关闭状态,存储仓闸门关闭,压板处于起始位置,出料口处于关闭状态,故障灯处于熄灭状态,油缸电磁阀线圈 2、3、4、6、7、9、11、14、15 得电,各位置限位失电;上料流程分为仓门打开和循环上料,通过累计计数,统计上料的次数,达到预设值后进入压制环节;压制流程分为快速压制和工作压制两个环节,每次压制都记录压制油缸的位移,并与警戒位移比对,当达到预设值,再加料一次后进入推料环节,整个压制过程中,抽风机和喷淋系统同时工作;推料流程分为第一次推料流程和第二次推料转
运流程;第一次循环压制完成以后即进入推料流程中的第一次推料流程,通过推料油缸将料推入存储仓,随即进入第二次循环压制环节;第二次循环压制完成以后即进入推料流程中的第一次推料流程,自动通知转运车辆,当转运车辆停靠到位,即开始推料过程,将两块垃圾同时推入转运车,后整个工作流程结束,设备进入待机准备状态;监控软件系统包括液压系统故障诊断和监控软件,液压系统故障诊断包括故障诊断和故障维护,监控软件分为本地系统和远程监控两种模式,液压系统常见故障为油箱压力异常、液压缸产生爬行现象和噪声与振动较大,垃圾压缩机构常见故障为动作执行机构卡机和位置检测元件失效。针对以上4 种常见故障形式,故障自检程序采用参数反馈自检法进行开发。参数反馈自检法是指通过外围传感器采集压缩装备主要参数,并通过程序将反馈值与系统设定阈值进行比较判断液压系统是否出现故障。液压系统正常运行时,系统参数都稳定在某一确定值附近,如果这些参数超出阈值,则判定液压系统出现故障。压缩装备液压系统核心参数主要包括液压油温度、液压油压力、液压油流量与液压泵电机耗电量,液压系统故障自检程序关键是对以上参数进行采集,并比较是否超出阈值。
[0019]
优选的,在本实施例中,本地系统主要以本地触摸屏呈现为主,远程系统通过 web 的方式呈现,用户可以通过浏览器不受操作系统(如window、linux)以及设备(如电脑、平板、手机)的限制方便的访问整个系统,并得到一致的体验,支持多台设备从本地或者云端同时访问进行控制,同时具备权限管理,数据定期备份等功能。
[0020]
优选的,在本实施例中,为了减少上述故障的发生,需要对垃圾压缩装备进行日常维护和故障维护。日常维护由操作人员完成,操作人员根据触摸屏显示的监测数据,判断垃圾压缩装备的运行状态是否正常。出现异常时,需要进行相关的维护,直到运行状态恢复正常后才能开始工作。比如需要更换风机活性炭、水处理系统滤芯等。故障维护包括报警维护、定期维护和季度维护,垃圾压缩装备的故障维护一般由维修人员完成,维修人员接受维修提示后,系统会记录维修信息。
[0021]
优选的,在本实施例中,报警维护是针对报警情况进行相关的维护,监测的信息超出设定范围时,相应的报警指示灯亮,当油温、油压报警指示灯亮时,维修人员需要立即到现场进行维修,垃圾压缩装备停止运行,当耗电超标指示灯亮时,垃圾压缩装备仍正常运行,系统记录耗电超标信息。
[0022]
优选的,在本实施例中,定期维护是根据液压油的使用寿命、部件的检修周期定期安排检修,以及时更换损坏的部件。
[0023]
优选的,在本实施例中,季度维护是指以一个季度为周期,根据当前季度的故障统计情况,分析故障情况发生较集中的部件,对该部件较全面的维修,并更换部件。
[0024]
优选的,在本实施例中,监控软件系统包含有数据服务功能模块和监控模块。
[0025]
优选的,在本实施例中,数据服务功能模块负责定时刷新每个控制柜的数据,并将相关数据(压力值、报警等)及时地推送给监控模块及声光报警器。监控模块通过适当的方式将这些数据呈现给用户,以便用户对各种情况做出相应的处理,数据服务功能模块还负责对各个控制柜的状态(上线、离线等)进行监控,对于新增设备以及设备离线做出相应的处理(热插拔)。
[0026]
优选的,在本实施例中,监控模块将后台任务模块推送过来的数据进行相应的处理后,以直观的展现方式呈现给用户,通过设备地图可以在线查看所有在线设备的运行情
况。监控模块可以根据实际需求,将重要的信息通过邮件、短信等方式推送给用户,以便用户可以对紧急情况做出及时的响应。
[0027]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips