
 商标分类
商标分类  商标转让
商标转让 
一种钢轨维护设备的制作方法
 2021-01-29 14:01:10|
2021-01-29 14:01:10| 195|
195| 起点商标网
起点商标网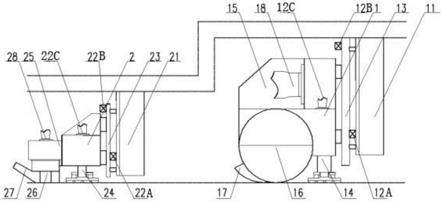
[0001]
本实用新型涉及铁路养护作业设备,尤其涉及一种钢轨维护设备。
背景技术:
[0002]
钢轨维护可消除或减轻轨面伤损和缺陷,提高轨面平顺度,预防或减轻接触疲劳、波磨等轨面病害的产生和发展,延长钢轨使用寿命。目前的钢轨维护设备主要以打磨或者粗铣+精磨为主,现有技术存在如下技术缺陷:1)会在钢轨上方出现连续或不连续的发蓝带;2)会产生大量磨粉,不仅造成施工环境污染,而且人一旦吸入磨粉会对人体造成伤害;3)维护完成的钢轨轨顶光带窄。因而有必要设计一种能维护不同病害钢轨且不会损伤钢轨的维护方式和设备,使得钢轨维护施工环保、健康且科学合理。
[0003]
专利号为zl201721374221.0的中国实用新型专利涉及一种液压马达驱动的便携式钢轨端面铣削设备,包括机架、机架上安装有夹紧机构、进刀机构、旋转机构和铣削机构,夹紧机构、进刀机构、旋转机构和铣削机构为水平布置,夹紧机构用于将机架固定在钢轨上,进刀机构用于驱动铣削机构沿钢轨端面的法线方向往返运动,旋转机构驱动铣削机构沿钢轨端面所在平面运动,铣削机构的铣刀盘在液压马达的驱动下完成钢轨的端面铣削。该实用新型所提供的一种液压马达驱动的便携式钢轨端面铣削设备,加工后钢轨端面的端面平面度,垂直度质量好,端铣速度快,效率高,解决了现场焊接需要快速处理端面的要求。但该实用新型仅适用于铁路无缝线路气压焊现场施工中钢轨焊前端面处理,不适用于钢轨维护作业,因此仍需改进。
[0004]
专利号为zl01812950.1的中国发明专利涉及借助圆周铣削再成形钢轨、特别是铁路钢轨的轮轨接触面、最好是钢轨轨头横剖面的凸部的方法。该发明的目的是取得满足需要且具有很少波纹的剖面。为此目的,形成平行于钢轨纵向的多于五个、最好是九个铣削轨迹,以便在一次圆周磨削步骤中产生上述剖面。可选择的是,其后磨削轮轨接触面、最好是钢轨横剖面的包括轮轨接触面的凸部。但该发明对钢轨维护采用的仍是圆周铣削和圆周磨削的方式,仍会存在如下技术缺陷:会在钢轨上方出现连续或不连续的发蓝带;会产生大量磨粉,不仅造成施工环境污染,而且人一旦吸入磨粉会对人体造成伤害;维护完成的钢轨轨顶光带窄。因此仍需改进。
技术实现要素:
[0005]
为了解决上述现有液压马达驱动的便携式钢轨端面铣削设备、再成形钢轨的至少一个轮轨接触面的方法及相应设备存在的技术缺陷,本实用新型提供了一种钢轨维护设备,以解决现有技术存在的钢轨顶面发蓝、光带窄、产生大量磨粉等技术问题。
[0006]
本实用新型设定:x向为列车运行方向即钢轨延伸方向,y向为水平面上垂直于钢轨的方向,z向为竖直方向。
[0007]
本实用新型采用的一种钢轨维护设备的技术方案具体如下:
[0008]
一种钢轨维护设备,包括圆周铣削装置和端面铣削装置,所述圆周铣削装置与所
述端面铣削装置相邻布置,所述圆周铣削装置包括第一基座,所述端面铣削装置包括第二基座,所述第一基座一端和所述第二基座一端均用于与大型养路机械车架相连接。
[0009]
所述圆周铣削装置为粗铣装置,所述端面铣削装置为精铣装置。
[0010]
优选的是,所述圆周铣削装置包括第一基座线轨,所述第一基座线轨安装在第一基座另一端。
[0011]
在上述任一方案中优选的是,所述圆周铣削装置包括第一溜板,所述第一溜板一端安装在所述第一基座线轨上,其另一端安装有第一溜板线轨,所述第一基座与所述第一溜板之间装有第一y向进给系统。
[0012]
在上述任一方案中优选的是,所述圆周铣削装置包括第一传动箱,所述第一溜板与所述第一传动箱之间装有第一z向进给系统,所述第一传动箱上安装有第二z向进给系统。
[0013]
在所述第一y向进给系统的作用下,使所述第一溜板和安装在所述第一溜板上的装置能够沿所述第一基座线轨移动,从而实现所述圆周铣削装置沿y向的位置调节,实现所述圆周铣削装置对钢轨的y向跟随和y向铣削进给。
[0014]
在所述第一z向进给系统的作用下,使所述第一传动箱沿z向的位置调节,实现所述圆周铣削装置对钢轨的z向跟随和z向铣削进给。
[0015]
在上述任一方案中优选的是,所述圆周铣削装置包括第一压力靴,所述第一传动箱上装有第一压力靴z向线轨或第一压力靴z向导柱。
[0016]
在上述任一方案中优选的是,所述第一压力靴一端通过所述第一压力靴z向线轨或第一压力靴z向导柱与所述第一传动箱相连接,所述第一压力靴另一端支撑在钢轨顶面
[0017]
在所述第二z向进给系统的作用下,使所述第一压力靴能够沿所述第一压力靴z向线轨或第一压力靴z向导柱移动,从而实现所述第一压力靴沿z向的位置调节,实现对钢轨机械加工的精确进给量控制,在所述第一z向进给系统的作用下,使所述第一压力靴始终保持对钢轨有一个恒压作用力。
[0018]
在上述任一方案中优选的是,所述第一传动箱一端安装在所述第一溜板线轨上,其另一端安装有第一刀盘,所述第一刀盘支撑在轨头上。
[0019]
在上述任一方案中优选的是,所述第一传动箱包括第一驱动器和第一传动齿轮箱,所述第一刀盘一端装有刀架,其另一端与所述第一驱动器相连接,所述刀架上装有若干第一刀粒。
[0020]
在所述第一驱动器的作用下,经所述第一传动齿轮箱实现所述第一刀盘绕y向旋转,从而对钢轨进行圆周铣削。
[0021]
在上述任一方案中优选的是,所述第一刀盘上配置有第一铁屑收集口,所述第一铁屑收集口一端连接有第一风路系统,所述第一风路系统配置有第一空压机,所述第一风路系统一端连接有第一铁屑仓。
[0022]
安装在所述第一刀盘上的所述第一铁屑收集口,用来回收铁屑。本实用新型的铁屑回收率高,即使有少量遗留在施工现场,因铁屑不会像磨粉一样悬浮于空气中,故其不会对身体造成伤害,也不会有粉尘爆炸的风险。
[0023]
在上述任一方案中优选的是,所述端面铣削装置包括第二基座线轨,所述第二基座线轨安装在所述第二基座另一端。
[0024]
在上述任一方案中优选的是,所述端面铣削装置包括第二溜板,所述第二溜板一端安装在所述第二基座线轨上,其另一端安装有第二溜板线轨,所述第二基座与所述第二溜板之间装有第二y向进给系统。
[0025]
在上述任一方案中优选的是,所述端面铣削装置包括第二传动箱,所述第二溜板与所述第二传动箱之间装有第三z向进给系统,所述第二传动箱上安装有第四z向进给系统。
[0026]
在所述第二y向进给系统的作用下,使所述第二溜板和安装在所述第二溜板上的装置能够沿所述第二基座线轨移动,从而实现所述端面铣削装置沿y向的位置调节,实现所述端面铣削装置对钢轨的y向跟随和y向铣削进给。
[0027]
在所述第三z向进给系统的作用下,使所述第二传动箱沿z向的位置调节,实现所述端面铣削装置对钢轨的z向跟随和z向铣削进给。
[0028]
在上述任一方案中优选的是,所述端面铣削装置包括第二压力靴,所述第二传动箱上装有第二压力靴z向线轨或第二压力靴z向导柱,所述第二压力靴一端通过所述第二压力靴z向线轨或第二压力靴z向导柱与所述第二传动箱相连接,所述第二压力靴另一端支撑在钢轨顶面。
[0029]
在所述第四z向进给系统的作用下,使所述第二压力靴能够沿所述第二压力靴z向线轨或第二压力靴z向导柱移动,从而实现所述第二压力靴沿z向的位置调节,实现对钢轨机械加工的精确进给量控制,在所述第三z向进给系统的作用下,使所述第二压力靴始终保持对钢轨有一个恒压作用力。
[0030]
在上述任一方案中优选的是,所述第二传动箱一端安装在所述第二溜板线轨上,其另一端安装有第二刀盘,所述第二刀盘支撑在轨头上。
[0031]
在上述任一方案中优选的是,所述第二传动箱包括第二驱动器和第二传动齿轮箱,所述第二刀盘一端装有铣刀盘,其另一端与所述第二驱动器相连接,所述铣刀盘上装有若干第二刀粒。
[0032]
在所述第二驱动器的作用下,经所述第二传动齿轮箱实现所述第二刀盘绕z向旋转,从而对钢轨进行端面铣削。
[0033]
在上述任一方案中优选的是,所述第二刀盘上配置有第二铁屑收集口,所述第二铁屑收集口一端连接有第二风路系统,所述第二风路系统配置有第二空压机,所述第二风路系统一端连接有第二铁屑仓。
[0034]
安装在所述第二刀盘上的所述第二铁屑收集口,用来回收铁屑。本实用新型的铁屑回收率高,即使有少量遗留在施工现场,因铁屑不会像磨粉一样悬浮于空气中,故其不会对身体造成伤害,也不会有粉尘爆炸的风险。
[0035]
本钢轨维护设备通过大型养路机械的作用沿x向位移,所述圆周铣削装置和端面铣削装置能够沿y向和z向进行位置调节,从而实现对钢轨垂直方向和水平方向的实时跟随。
[0036]
本实用新型与现有技术相比的有益效果是:
[0037]
1)加工热量随铁屑带走,不会在钢轨上方出现连续或不连续的发蓝带;
[0038]
2)加工后的铁屑收集率可达98%以上,残留的铁屑不会像磨粉一样对人体产生危害,更不会有粉尘爆炸的风险;
[0039]
3)一遍铣削量大,可针对病害较为严重的线路进行维护;
[0040]
4)一遍铣削钢轨廓形精度更好,平顺度更好,轮轨接触光带更为合理。
附图说明
[0041]
图1为按照本实用新型的钢轨维护设备的一优选实施例的结构示意图。
[0042]
图2为按照本实用新型的钢轨维护设备的圆周铣削装置中第一刀盘传动结构的一优选实施例的示意图。
[0043]
图3为按照本实用新型的钢轨维护设备的圆周铣削装置进行圆周铣削的示意图。
[0044]
图4为按照本实用新型的钢轨维护设备的圆周铣削装置进行圆周铣削后的残留波磨的示意图。
[0045]
图5为按照本实用新型的钢轨维护设备的端面铣削装置中第二刀盘传动结构的一优选实施例的示意图。
[0046]
图6为按照本实用新型的钢轨维护设备的端面铣削装置进行端面铣削的示意图。
[0047]
附图标记说明:
[0048]
1圆周铣削装置;11第一基座;12a第一y向进给系统;12b第一z向进给系统;12c第二z向进给系统;13第一溜板;14第一压力靴;15第一传动箱;16第一刀盘;161刀架;162第一刀粒;17 第一铁屑收集口;18第一驱动器;2端面铣削装置;21第二基座; 22a第二y向进给系统;22b第三z向进给系统;22c第四z向进给系统;23第二溜板;24第二压力靴;25第二传动箱;26第二刀盘; 261铣刀盘;262第二刀粒;27第二铁屑收集口;28第二驱动器;3 轨头;4残留波磨。
具体实施方式
[0049]
下面结合图1-6详细描述所述钢轨维护设备的优选技术方案:
[0050]
本实用新型设定:x向为列车运行方向即钢轨延伸方向,y向为水平面上垂直于钢轨的方向,z向为竖直方向。
[0051]
一种钢轨维护设备,包括圆周铣削装置1和端面铣削装置2,圆周铣削装置1与端面铣削装置2相邻布置,圆周铣削装置1包括第一基座11,端面铣削装置2包括第二基座21,第一基座11一端和第二基座21一端均用于与大型养路机械车架相连接。
[0052]
圆周铣削装置1为粗铣装置,端面铣削装置2为精铣装置。
[0053]
圆周铣削装置1包括第一基座线轨,所述第一基座线轨安装在第一基座11另一端。圆周铣削装置1包括第一溜板13,第一溜板13 一端安装在所述第一基座线轨上,其另一端安装有第一溜板线轨,第一基座11与第一溜板13之间装有第一y向进给系统12a,第一溜板 13与第一传动箱15之间装有第一z向进给系统12b,第一传动箱15 上安装有第二z向进给系统12c,在第一y向进给系统12a的作用下,使第一溜板13和安装在第一溜板13上的装置能够沿所述第一基座线轨移动,从而实现圆周铣削装置1沿y向的位置调节,实现圆周铣削装置1对钢轨的y向跟随和y向铣削进给。在第一z向进给系统12b 的作用下,使第一传动箱15沿z向的位置调节,实现圆周铣削装置 1对钢轨的z向跟随和z向铣削进给。
[0054]
圆周铣削装置1包括第一压力靴14,第一传动箱15上装有第一压力靴z向线轨或第一压力靴z向导柱,第一压力靴14一端通过所述第一压力靴z向线轨或第一压力靴z向导柱
与第一传动箱15相连接,第一压力靴14另一端支撑在钢轨顶面。在第二z向进给系统12c 的作用下,使第一压力靴14能够沿所述第一压力靴z向线轨或第一压力靴z向导柱移动,从而实现第一压力靴14沿z向的位置调节,实现对钢轨机械加工的精确进给量控制,在第一z向进给系统12b的作用下,使第一压力靴14始终保持对钢轨有一个恒压作用力。
[0055]
第一传动箱15一端安装在所述第一溜板线轨上,其另一端安装有第一刀盘16,第一刀盘16支撑在轨头3上。第一传动箱15包括第一驱动器18和第一传动齿轮箱,第一刀盘16一端装有刀架161,其另一端与第一驱动器18相连接,刀架161上装有若干第一刀粒162。在第一驱动器18的作用下,经所述第一传动齿轮箱实现第一刀盘16 绕y向旋转,从而对钢轨进行圆周铣削。
[0056]
第一刀盘16上配置有第一铁屑收集口17,第一铁屑收集口17 一端连接有第一风路系统,所述第一风路系统配置有第一空压机,所述第一风路系统一端连接有第一铁屑仓。安装在第一刀盘16上的第一铁屑收集口17,用来回收铁屑。本实用新型的铁屑回收率高,即使有少量遗留在施工现场,因铁屑不会像磨粉一样悬浮于空气中,故其不会对身体造成伤害,也不会有粉尘爆炸的风险。
[0057]
端面铣削装置2包括第二基座线轨,所述第二基座线轨安装在第二基座21另一端。端面铣削装置2包括第二溜板23,第二溜板23 一端安装在所述第二基座线轨上,其另一端安装有第二溜板线轨,第二基座21与第二溜板23之间装有第二y向进给系统22a,第二溜板 23与第二传动箱25之间装有第三z向进给系统22b,第二传动箱25 上安装有第四z向进给系统22c。在第二y向进给系统22a的作用下,使第二溜板23和安装在第二溜板23上的装置能够沿所述第二基座线轨移动,从而实现端面铣削装置2沿y向的位置调节,实现端面铣削装置2对钢轨的y向跟随和y向铣削进给。在第三z向进给系统22b 的作用下,使所述第二传动箱沿z向的位置调节,实现端面铣削装置 2对钢轨的z向跟随和z向铣削进给。
[0058]
端面铣削装置2包括第二压力靴24,第二传动箱25上装有第二压力靴z向线轨或第二压力靴z向导柱,第二压力靴24一端通过所述第二压力靴z向线轨或第二压力靴z向导柱与第二传动箱25相连接,第二压力靴24另一端支撑在钢轨顶面。在第四z向进给系统22c 的作用下,使第二压力靴24能够沿所述第二压力靴z向线轨或第二压力靴z向导柱移动,从而实现第二压力靴24沿z向的位置调节,实现对钢轨机械加工的精确进给量控制,在第三z向进给系统22b的作用下,使第二压力靴24始终保持对钢轨有一个恒压作用力。
[0059]
第二传动箱25一端安装在所述第二溜板线轨上,其另一端安装有第二刀盘26,第二刀盘26支撑在轨头3上。第二传动箱25包括第二驱动器28和第二传动齿轮箱,第二刀盘26一端装有铣刀盘261,其另一端与第二驱动器28相连接,铣刀盘261上装有若干第二刀粒 262。在第二驱动器28的作用下,经所述第二传动齿轮箱实现第二刀盘26绕z向旋转,从而对钢轨进行端面铣削。
[0060]
第二刀盘26上配置有第二铁屑收集口27,第二铁屑收集口27 一端连接有第二风路系统,所述第二风路系统配置有第二空压机,所述第二风路系统一端连接有第二铁屑仓。安装在第二刀盘26上的第二铁屑收集口27,用来回收铁屑。本实用新型的铁屑回收率高,即使有少量遗留在施工现场,因铁屑不会像磨粉一样悬浮于空气中,故其不会对身体造成伤害,也不会有粉尘爆炸的风险。
[0061]
本实用新型采用圆周铣削装置1和端面铣削装置2共同并顺序完成钢轨维护作业,
先通过圆周铣削装置1的第一刀盘16绕y向旋转,对钢轨顶面和/或侧面进行圆周向机械加工,重塑钢轨廓形和修整钢轨平顺度,但会有残留波磨4;再通过端面铣削装置2的第二刀盘26 绕z向旋转,对钢轨的顶面和/或侧面进行端面机械加工,去除钢轨残留波磨4,改善轮轨接触光带;从而实现先后通过一遍圆周铣削和端面铣削即能消除钢轨严重病害。
[0062]
本钢轨维护设备通过大型养路机械的作用沿x向位移,圆周铣削装置1和端面铣削装置2能够沿y向和z向进行位置调节,从而实现对钢轨垂直方向和水平方向的实时跟随。本实用新型采用圆周铣削和端面铣削结合使用,实现一遍维护便能消除钢轨严重病害的功能。
[0063]
如图2、3所示,圆周铣削装置1对钢轨进行圆周向机械加工的最终执行机构为第一刀盘16,圆周铣削装置1对轨头3的顶面和侧面进行重新机械加工,其中第一刀盘16支撑在轨头3上,其铣削区域在横向于轨头3的纵向方向相互重叠,且第一刀粒162通过刀架 161安装在第一刀盘16上,再通过第一传动箱15连接到第一驱动器 18上。
[0064]
如图4所示,圆周铣削装置1在对钢轨进行圆周向机械加工的时候,第一刀盘16在绕x方向旋转时会在轨头3上留下残留波磨4,残留波磨4的大小与大型养路机械的作业速度成正比,与第一刀盘 16的转速成反比。
[0065]
如图5、6所示,端面铣削装置2对钢轨进行端面机械加工的最终执行机构为第二刀盘26,第二刀盘26包括一对铣刀盘261和若干第二刀粒262,端面铣削装置2对轨头3的顶面和侧面进行重新机械加工,其中第二刀盘26支撑在轨头3上,一对铣刀盘261分布于轨头3轨面两侧上,一对铣刀盘261相互啮合,一对铣刀盘261上分别布置若干第二刀粒262,其铣削区域在横向轨头3的纵向方向相互重叠,且一对铣刀盘261通过第二传动箱25连接到第二驱动器28上。
[0066]
如图6所示,端面铣削装置2在对钢轨进行端面机械加工的时候,第二刀盘26绕z向旋转对圆周铣削装置1在轨头3上留下的残留波磨4进行机械加工,从而实现去除残留波磨,改善轮轨接触光带。
[0067]
上述实施例仅为优选的技术方案,其中所涉及的各个组成部件以及连接关系并不限于所描述的以上这种实施方案,所述优选方案中的各个组成部件的设置以及连接关系可以进行任意的排列组合并形成完整的技术方案。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 铣刀

 热门咨询
热门咨询




tips