
 商标分类
商标分类  商标转让
商标转让 
一种步进式自动上料器及锯床的制作方法
 2021-01-29 14:01:16|
2021-01-29 14:01:16| 289|
289| 起点商标网
起点商标网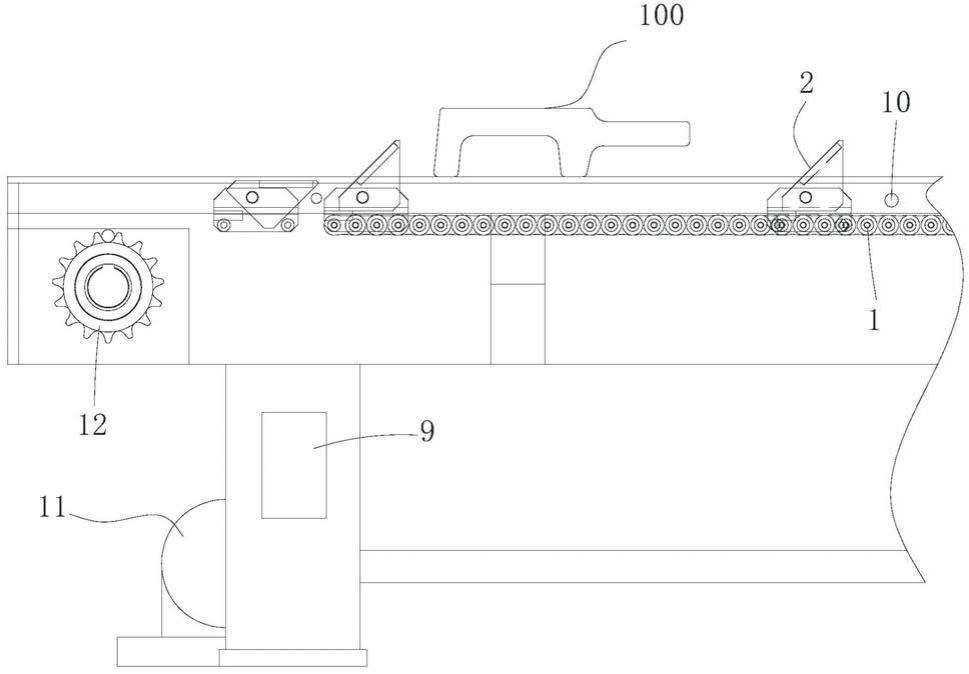
[0001]
本实用新型属于工业自动化设备技术领域,尤其涉及一种步进式自动上料器及锯床。
背景技术:
[0002]
随着科学技术的飞速发展,具备自动化、柔性化的加工设备越来越多,示例性的,以数控锯床为例,其利用传感器、具有程序适应能力的控制器等相关设备,使锯床的加工效率及加工精度均有大幅提升。
[0003]
现有技术中,对数控锯床上料一般采用手工上料的方式上料,例如采用液压缸作翻料式上料、采用上料小车进行上料等,这种上料方式需要人工干预,并且上料速度慢、上料精度低。
[0004]
发明人发现,采用现有技术中的上料方式对数控锯床上料,制约着数控锯床的加工效率及加工精度,因此,现有技术中的上料机构存在上料速度慢、上料效率低的技术问题。
技术实现要素:
[0005]
本实用新型所要解决的技术问题在于,提供一种步进式自动上料器,大大提高了数控锯床的上料效率及上料精度。
[0006]
本实用新型是这样实现的,提供一种步进式自动上料器,包括输出往复运动的送料机构和推动被传送工件运动的推料器;
[0007]
所述送料机构带动所述推料器向第一方向移动时,所述推料器推动被传送工件移动,所述送料机构带动所述推料器向第二方向移动时,所述推料器与被传送工件干涉并在被传送工件重力的作用下使所述推料器穿过被传送工件;
[0008]
所述第一方向与所述第二方向相反。
[0009]
本实用新型一些实施方式中提供的一种步进式自动上料器,包括输出往复运动的送料机构以及推动被传送工件运动的推料器,送料机构带动推料器向第一方向运动时,推料器推动被传送工件运动,送料机构带动推料器向第二方向运动时,推料器与被传送工件干涉且在被传送工件重力的作用下推料器穿过被传送工件。该方案相对于现有技术,送料机构作往复运动即可利用推料器移动被传送工件,也就是说,送料机构做一次往复运动移动一个或一组被传送工件,该方案可以实现步进式上料,相对于现有技术,被传送工件上料时不需要人工过多干预,大大提高了被传送工件的上料效率及上料精度。
[0010]
作为优选,所述推料器包括推动被传送工件运动的推料部和控制所述推料部运动并使推料器穿过被传送工件的弹性部件。
[0011]
弹性部件的设置主要是在送料机构带动被传送工件向第二方向移动时,推料部克服弹性部件的弹性作用力以改变形态,进而使推料器穿过被传送工件。
[0012]
作为优选,所述推料部包括导向面,所述导向面使所述推料部克服所述弹性部件
的弹性作用力并使推料器穿过被传送工件。
[0013]
导向面的设置主要是在推料部与被传送工件干涉时,被传送工件向推部料施加的作用力被分为两个分力,其中一个分力克服弹性部件的弹性作用力,以改变推料部的形态,使推料器穿过被传送工件。
[0014]
作为优选,所述推料部转动连接于所述送料机构上,所述弹性部件利用弹性作用力推动所述推料部摆动。
[0015]
推料部转动连接于送料机构上,该方案使得推料部在改变形态时不需要占用较大的空间,使得步进式自动上料器结构紧凑。
[0016]
作为优选,所述推料器还包括底座,所述推料部通过转轴转动连接于所述底座上,所述弹性部件套设于所述转轴上。
[0017]
弹性部件套设于转轴上,转轴起到对弹性部件导向的功能,弹性部件在长期使用过程中不容易产生塑性变形,延长了弹性部件的使用寿命。
[0018]
作为优选,所述送料机构包括传动链,所述传动链包括链轴,所述底座通过链轴固定于所述传动链上。
[0019]
底座通过链轴固定于传动链上,该方案简化了步进式自动上料器的结构,降低了步进式自动上料器的使用成本,步进式自动上料器易于维护。
[0020]
作为优选,所述推料部滑动连接于所述送料机构上,所述推料部做直线往复运动,所述弹性部件利用弹性作用力推动所述推料部直线运动。
[0021]
该方案简化了步进式自动上料器的结构,降低了步进式自动上料器的使用成本。
[0022]
作为优选,该步进式自动上料器还包括储料架,所述送料机构固定于所述储料架上。
[0023]
储料架用于储存被传送工件,送料机构固定于储料架上,步进式自动上料器结构紧凑,优化了步进式自动上料器的性能。
[0024]
作为优选,该步进式自动上料器还包括控制器和检测所述推料器相对于所述储料架位置的传感器,所述传感器与所述控制器通讯,所述送料机构包括原动机,所述控制器控制所述原动机工作。
[0025]
传感器、控制器的设置使得步进式自动上料器实现自动化,降低了操作人员的劳动强度,并且,提高了步进式自动上料器的上料效率。
[0026]
本实用新型是这样实现的,提供一种锯床,包括工件上料的输送装置,所述输送装置为上述的步进式自动上料器。
[0027]
本实用新型的一些实施方式中提供的一种锯床,该方案采用步进式自动上料器上料,由于步进式自动上料器具有上料效率高、上料精度高的优点,因此,大大提高了锯床的工作效率及锯床的精度,优化了锯床的性能。
附图说明
[0028]
以下附图仅是示例性的,并非是本实用新型技术方案的全部附图,本领域技术人员可以根据本实用新型的技术方案获得其它附图。
[0029]
图1为本实用新型一种实施方式的示意图。
[0030]
图2为推料器与传送机构一种实施方式的示意图。
[0031]
图3为推料器穿过被传送工件时的状态示意图。
[0032]
图4为推料器的一种实施方式的示意图。
[0033]
图5为推料器的另一种实施方式的示意图。
具体实施方式
[0034]
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0035]
请参照图1所示,本实用新型一种步进式自动上料器的较佳实施例,包括输出往复运动的送料机构1和推动被传送工件100运动的推料器2。
[0036]
所述送料机构1带动所述推料器2向第一方向移动时,所述推料器2推动被传送工件100移动,所述送料机构1带动所述推料器2向第二方向移动时,所述推料器2与被传送工件100干涉并在被传送工件100重力的作用下使所述推料器2穿过被传送工件100。
[0037]
所述第一方向与所述第二方向相反。
[0038]
具体地说,步进式自动上料器是指对被传送工件100进行分组传送,每组中可以包括一个或多个被传送工件100,示例性的,每组可以仅包括一个被传送工件100。
[0039]
本实施方式中在具体工作时,送料机构1带动推料器2向第一方向运动时,推料器2与被传送工件100干涉,在送料机构1的作用下,推料器2推动被传送工件100移动,以实现上料。
[0040]
送料机构1带动推料器2向第二方向运动时,推料器2与被传送工件100干涉,在被传送工件100重力的作用下,被传送工件100不会随送料机构1向第二方向运动,并且,该重力使用推料器2改变形态,推料器2穿过被传送工件100,以使推料器2移动到被传送的工件的另外一侧,为下一次上料作准备。
[0041]
在一些可能的实施方式中,被传送工件100可以与送料机构1接触,或者,被传送工件100与送料机构1不接触。以被传送工件100不与送料机构1接触为例,被传送工件100与送料器之间具有一定间隙,该间隙形成使推料器2穿过的通道,推料器2在改变形态后利用该通道穿过被传送工件100。
[0042]
由上述方案可知,上料机构在工作过程中做往复直线运动,也就是说,实现上料功能的推料器2的数量可以为一个或一个以上,而不需要使上料机构上均布推料器2,该方案减少的推料器2的数量,简化了步进式自动上料器的结构,降低了步进式自动上料器的使用成本。并且,该方案具有上料效率高及上料精度高的优点。
[0043]
如图1、图2、图3所示,在一些可能的实施方式中,所述推料器2包括推动被传送工件100运动的推料部3和控制所述推料部3运动并使推料器2穿过被传送工件100的弹性部件4。
[0044]
示例性的,推料器2在利用通道穿过被传送工件100时,需要推料器2改变形态,推料器2在推动被传送工件100移动时,需要推料器2恢复原来的形态。
[0045]
具体地说,推料器2在穿过被传送工件100时,需要推料部3改变形态,以减小推料器2的体积,进而使得推料器2可以穿过通道。推料器2在推动被传送工件100移动时,推料器2需要恢复正常形态,以使推料器2与被传送工件100干涉,进而为推动被传送工件100移动
做准备。
[0046]
即,推料部3需要在两个形态之间转换,弹性部件4具有弹性形变恢复能力,采用弹性部件4控制推料部3的形态具有成本低的优点,降低了步进式自动上料器的使用成本。
[0047]
一种可能的替代方案,通过上述示例可知,弹性部件4的功能在于使推料部3在两个形态之间改变,因此,弹性部件4也可以采用其它具有该功能的结构替代。例如,采用直线或旋转运动输出结构控制推料部3的形态,在具体工作过程中,仅需要控制直线或旋转运动输出结构的具体工作状态即可控制推料部3的形态。示例性的,旋转运动输出结构替代弹性部件4时,通过控制旋转运动输出结构的旋转方向即可改变推料部3的形态。
[0048]
在一些可能的实施方式中,所述推料部3包括导向面5,所述导向面5使所述推料部3克服所述弹性部件4的弹性作用力并使推料器2穿过被传送工件100。
[0049]
导向面5可为斜面,导向面5的具体功能是,在送料机构1向第二方向运动时,被传送工件100与导向面5接触,该导向面5将被传送工件100施加于推料部3上的作用力分为两个分力,并且,其中一个分力使推部部克服弹性部件4的弹性作用力,实现在被传送工件100重力的作用下克服弹性部件4的弹性力,使推料部3改变形态。
[0050]
推料部3与被传送工件100脱离接触后,推料部3在弹性部件4弹性作用力的作用下恢复形态,为下一次上料作准备。
[0051]
一种可能的替代方案,在采用直线或旋转运动输出结构替代弹性部件4时,导向面5可以采用感应器替代,控制直线或旋转运动输出结构的控制设备与感应器通讯,感应器检测到被传送工件100与推料部3接触时向控制设备发出信号,控制设备根据该信号控制直线或旋转运动输出结构工作。
[0052]
在一些可能的实施方式中,所述推料部3转动连接于所述送料机构1上,所述弹性部件4利用弹性作用力推动所述推料部3摆动。
[0053]
推料部3在一定角度内摆动,示例性的,推料部3可以在90度范围内摆动,例如,推料部3正常形态时,推料部3与水平面垂直,需要推料器2穿过通道时,推料部3改变形态,推料部3与水平面平行,此时,推料器2具有较小的体积可以穿过通道。
[0054]
该方案使得推料器2结构紧凑,优化了步进式自动上料器的性能。
[0055]
如图4所示,在一些可能的实施方式中,所述推料器2还包括底座6,所述推料部3通过转轴7转动连接于所述底座6上,所述弹性部件4套设于所述转轴7上。
[0056]
本实施方式中的弹性部件4可以为扭簧,扭簧包括簧体14和簧臂13,簧体14套设于转轴7上,其中一个簧臂13与推料部3接触或固定,另一个簧臂13与底座6接触或固定。簧体14和簧臂13为一体式结构。在底座6和推料部3上均设置有轴孔,轴孔与转轴7配合实现推料部3的固定,示例性的,在转轴7的两端还可以设置卡簧15或其它具有定位能力的结构,以防止转轴7与轴孔脱离。
[0057]
示例性的,送料机构1带动推料器2向第一方向运动时,此时,推料部3的形态应被定位,以避免推料部3的形态进一步改变,而造成推部器穿过通道而无法上料。例如,送料机构1向第一方向运动时,推料部3应被定位在与水平面垂直的形态。
[0058]
一种可能的实施方式,在推部部上具有限位块,送料机构1向第一方向运动时,限位块与底座6干涉,限位块限定推料部3的角度,使推料部3保护在与水平面垂直的状态。限位块可以与推料部3为一体式结构。限位块可以凸出推料部3的一个侧面,或者,限位块也可
以由推料部3的形状形成,限位块的具体形式不做详细限定,本领域技术人员可以自由选择。
[0059]
示例性的,限位块由推料部3的形状形成时,转轴7可以设置于推料部3的其中一个角上,此时,转轴7并非位于推料部3的中部,利用转轴7的位置即可使推料部3本身即具有限位能力。
[0060]
在一些可能的实施方式中,所述送料机构1包括传动链,所述传动链包括链轴8,所述底座6通过链轴8固定于所述传动链上。
[0061]
采用链轴8固定底座6,该方案简化了步进式自动上料器的结构,降低了步进式自动上料器的使用成本。
[0062]
由于传动链并不需要在整周内回转,仅需要传动链运动一定角度或距离即可,因此,底座6通过链轴8固定于传动链上,并不会影响传动链的性能。
[0063]
在一些可能的替代方案中,传动链也可以采用传送带替代,或者,也可以采用其它具有直线运动能力的结构替代。
[0064]
如图5所示,在一些可能的实施方式中,所述推料部3滑动连接于所述送料机构1上,所述推料部3做直线往复运动,所述弹性部件4利用弹性作用力推动所述推料部3直线运动。
[0065]
在本实施方式中弹性部件4可以为弹簧,在送料机构1包括传动链时,推料部3可以穿设于传动链的孔中,该孔指的是相邻两根链轴8之间形成的间隙,此时,弹簧的一端固定于推料部3上,弹簧的另一端可以固定在相应的机构或其它结构上,例如,弹簧的另一端可以固定于传动链上。
[0066]
该方案中由于推料部3做直线运动,简化了推料器2的结构,降低了步进式自动送料器的使用成本。
[0067]
在一些可能的实施方式中,该步进式自动上料器还包括储料架,所述送料机构1固定于所述储料架上。
[0068]
储料架可以通过地脚螺栓固定于地面上,储料架也可以通过其它方式进行固定。
[0069]
送料机构1可以固定于储料架上,送料机构1也可以不固定于储料架上,送料机构1的固定方式不做具体限定,本领域技术人员可以自由选择。仅需要使推料器2可以传送储料架上的被传送工件100即可。
[0070]
储料架可以采用杆件拼接形成。
[0071]
在一些可能的实施方式中,该步进式自动上料器还包括控制器9和检测所述推料器2相对于所述储料架位置的传感器10,所述传感器10与所述控制器9通讯,所述送料机构1包括原动机11,所述控制器9控制所述原动机11工作。
[0072]
原动机11可以为电动机或其它具有旋转运动输出能力的设备或结构,具体地说,原动机11可以通过齿轮传动机构将动力传递至传动链的主动链轮12,传动链还应与从动链轮配合,主动链轮12、从动链轮均转动连接于储料架或其它结构上。原动机11可以通过地脚螺栓固定于地面上。
[0073]
传感器10可以为光电开关等。
[0074]
控制器9可以采用具有逻辑控制能力的可编程控制器9替代。
[0075]
控制器9可以包括具有触控、显示能力的触摸屏。
[0076]
示例性的,本实施方式中的一些设备可以选用如下型号:
[0077]
可编程控制器9可以选用西门子cpu1215c;触摸屏可以选用西门子tp900,光电开关可以选用奥托尼克斯 bj3m-pdt。上述设备的具体连接方式为现有技术中的公知技术,在些不做详细限定。
[0078]
本实用新型提供一种锯床,包括工件上料的输送装置,所述输送装置为上述的步进式自动上料器。
[0079]
步进式自动上料器可以直接将被传送工件100输送至锯床的工作台,或者,步进式自动上料器也可以将被传送工件100输送至一具体位置,利用机械手或其它设备将被传送工件100移动至锯床工作台。
[0080]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips