
 商标分类
商标分类  商标转让
商标转让 
型材角度锯切流水线的制作方法
 2021-01-29 14:01:08|
2021-01-29 14:01:08| 300|
300| 起点商标网
起点商标网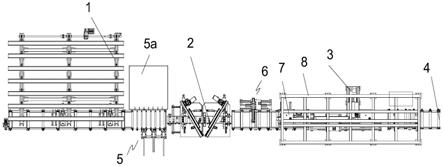
[0001]
本实用新型属于锯床技术领域,特别涉及一种型材角度锯切流水线。
背景技术:
[0002]
随着国内经济的快速发展,制造业业得到的快速的发展。h型钢应用广泛,主要用于:各种建筑结构,如工业厂房、要求承载能力大、大型桥梁、重型设备、高速公路、舰船骨架、矿山支护、基处理和堤坝工程等各种场合。
[0003]
h型材在由于其横截面变化比较大,在锯切过程中容易拉锯齿,造成锯切效率低下。当用于角度锯切时,由于锯切角度的变化,锯切长度会产生变化,在锯切之前要进行长度定位才能进行锯切。
[0004]
传统的锯床锯切h型材角度时,不能一次性锯切多组角度数据,要进行分段多次测量装夹进行锯切,造成锯切效率低,降低了整个生产效率。并且目前锯床加工现场通过行吊运输工件逐一进行定位锯切以及锯切后的循环操作,该操作费时费力,造成锯切效率低,降低了整个生产效率,其也不符合现代化的型材流水加工自动化要求。为了迎合锯床的自动化改革,需要设计一套能够有序上料、型材定位准确的型材上料同步输送装置来配合型材角度锯切装置、型材输送及尖角锯切装置及型材成品输送线形成一条生产流水线。
技术实现要素:
[0005]
本实用新型所要解决的技术问题在于,提供一种型材角度锯切流水线,通过型材上料同步输送装置、型材角度锯切装置、型材输送及尖角锯切装置及型材成品输送线形成一条生产流水线,整条流水线从型材上料、入料、角度锯切、工件尖角锯切直至出料,其生产效率相对于传统有较大的提升。
[0006]
本实用新型是这样实现的,提供一种型材角度锯切流水线,包括依次衔接的型材上料同步输送装置、型材角度锯切装置、型材输送及尖角锯切装置、型材成品输送线,所述型材角度锯切装置包括固定转角锯床机组、活动转角锯床机组和送料机构,固定转角锯床机组、活动转角锯床机组分别包括锯架和底座,锯架分别转动地设置在相应的底座上面,动转角锯床机组位于固定转角锯床机组左侧,其下方设有固定底座,活动转角锯床机组的底座与固定底座导向连接,固定底座的前侧、后侧分别设置有导轨,活动转角锯床机组的底座下端前侧、后侧分别通过若干第三滑块与导轨导向连接;固定底座上设有第一驱动油缸,通过第一驱动油缸驱使活动转角锯床机组靠近或远离固定转角锯床机组;送料机构y向贯穿活动转角锯床机组、固定转角锯床机组,送料机构的左端与型材上料同步输送装置的型材输出一侧衔接,其右端与型材输送及尖角锯切装置的型材入料一侧衔接。
[0007]
进一步地,底座上分别设置有转动座,转动座的一侧端设有第一导滑块和立柱,其中部与底座铰接,其另一侧端的底座上设有角度调整油缸,底座上设有弧形导轨,第一导滑块导向连接于弧形导轨内,角度调整油缸的缸体端与底座铰接,其活塞杆端驱动连接于转动座,并使转动座绕着铰接部位转动,且同时第一导滑块沿着弧形导轨滑动;锯架一端设有
导向套,锯架通过导向套与立柱连接,锯架另一端连接有第一升降油缸,第一升降油缸的活塞杆端与转动座另一侧端连接;在锯架上分别设置主动轮和从动轮以及连接主动轮和从动轮的第一带锯条;转动座一端连接设有定位油缸,定位油缸的活塞杆端与第一导滑块连接,并通过驱动第一导滑块使之与弧形导轨锁定连接。
[0008]
进一步地,送料机构包括支撑架、滚筒架、减速电机,滚筒架架设于两侧的支撑架上,滚筒架上分别间隔分布有若干滚筒,滚筒的两端轴端分别通过轴承与滚筒架连接,各滚筒的一端依次传动连接,减速电机的动力输出端传动连接于其中一根滚筒的一端;滚筒架设置在活动转角锯床机组、固定转角锯床机组的第一带锯条下部且位于与底座上部;第二驱动油缸的缸体端与固定底座左端固定连接,其活塞杆端与活动转角锯床机组的底座底部连接。
[0009]
进一步地,滚筒架中部设置有架设于固定转角锯床机组的底座上的压板门架,滚筒架上方压板门架内设有辅助下压板,压板门架外设有驱动辅助下压板上下往复动作的辅助下压油缸;辅助下压油缸的前侧、后侧分别设有辅助导杆,辅助导杆的一端辅助下压板连接,其另一端向上且分别通过辅助导套后与压板门架连接,滚筒架横穿经压板门架内辅助下压板下方区间。
[0010]
进一步地,活动转角锯床机组的锯架的左侧、固定转角锯床机组的锯架的右侧分别设置有夹紧组件,夹紧组件包括门架、上压板、前钳口板、后钳口板,门架分别与对应的底座连接,上压板设置于滚筒架上方门架内,前钳口板设置于滚筒架上方的门架内前侧,后钳口板设置于滚筒架上方的门架内后侧,门架外分别设有驱动上压板上下往复动作的上压油缸、驱动前钳口板前后往复动作的夹紧油缸、驱动后钳口板前后往复动作的让道油缸;前钳口板与后钳口板相对设置,上压板位于前钳口板与后钳口板之间后侧;滚筒架横穿经由上压板、前钳口板、后钳口板围构成的夹持区。
[0011]
进一步地,上压油缸、夹紧油缸、让道油缸的活塞杆端分别穿过门架与上压板、前钳口板、后钳口板连接,上压油缸的前侧、后侧分别设有上导杆、夹紧油缸的上侧、下侧分别设有前导杆,让道油缸的上侧、下侧分别设有后导杆,上导杆、前导杆、后导杆一端分别与上压板、前钳口板、后钳口板连接,其另一端分别与第一导套导向连接于门架上。
[0012]
进一步地,所述型材上料同步输送装置,包括x向输送总成、若干并列间隔排布的y 向输送总成及上料电机,各列y向输送总成的送料方向前侧设置有x向输送总成,各y向输送总成包括输送链条、y向支撑架、主动链轮、从动链轮、推料爪,y向支撑架上设置有滑轨,滑轨沿其长度方向设有槽口朝上的链条安装槽,主动链轮、从动链轮轴向通过链轮轴分别转动连接于链条安装槽内两侧,主动链轮与从动链轮之间上侧设置有链条支撑板,输送链条套设于主动链轮、从动链轮之间,且环绕经链条支撑板上侧,输送链条环形一周均布连接有若干推料爪,主动链轮、从动链轮的链轮轴两端分别通过轴承及轴承座与链条安装槽两侧槽壁连接,输送链条转动后其上各推料爪途径链条支撑板,且途径链条支撑板时各推料爪的爪部向上探出并高于滑轨上端面;各列y向输送总成主动链轮的链轮轴同轴连接,各输送链条上的各推料爪分别位置对应,上料电机的动力输出端传动连接于各主动链轮同轴连接的链轮轴,使各主动链轮驱动各输送链条及输送链条上的推料爪同步动作;各y向输送总成的滑轨向前延伸至x向输送总成上侧。
[0013]
进一步地,x向输送总成包括抬升引导机构、抬升侧夹导滑机构、x向支撑架及架置
于x向支撑架上的x向输送线;x向输送线包括若干x向间隔设置的导料辊,至少两组抬升引导机构及两组抬升侧夹导滑机构分别设置于x向支撑架的两侧x向输送线下方,各滑轨向前延伸段上端低于x向输送线的型材支撑面;所述抬升引导机构包括第一油缸固定座、升降支撑架和第二升降油缸,所述升降支撑架设置于x向输送线两侧相邻两导料辊之间,第一油缸固定座与x向支撑架连接,第二升降油缸的缸体端与第一油缸固定座连接,其活塞杆端朝上与升降支撑架下端,所述升降支撑架上端两侧设有与滑轨平行的第二导滑块,第二导滑块上端后侧设有引料斜导坡;第二升降油缸两侧设有上端与升降支撑架连接、其下端与第一油缸固定座通过导滑套导向连接的导滑杆;所述抬升侧夹导滑机构包括抬升工作台、侧滚组件、第四滑块,抬升工作台内设有横向设置的滑移槽,第四滑块置于滑移槽内,抬升工作台上端一侧设有与第四滑块连接的第一滑移板,另一侧固定连接有固定板,第一滑移板、固定板上分别设置有侧滚组件,两侧侧滚组件之间的区间作为型材夹持导滑区,型材夹持导滑区分别设置于x向输送线两侧其中相邻的两根导料辊之间,型材夹持导滑区的夹持方向与x向输送线的送料方向空间垂直;抬升工作台外设有驱动第四滑块沿滑移槽横向往复滑移的侧夹驱动油缸,抬升工作台下方设有驱使抬升工作台上升或下降的抬升机构。
[0014]
进一步地,所述侧夹驱动油缸缸体端与抬升工作台一侧端连接,其活塞杆端伸入滑移槽内驱动连接于第四滑块;侧滚组件分别包括固定轴、侧滚轴承、滚套,两根固定轴的下端分别与固定板、滑移板固定连接,所述滚套分别通过至少一组侧滚轴承套设于各固定轴上端;所述抬升机构包括基架、抬升油缸、导杆、第二导套,基架与抬升工作台之间两侧分别设置有导杆,抬升油缸的缸体端固定连接于基架内,其活塞杆端向上驱动连接于抬升工作台底部,并使抬升工作台沿着导杆上下往复移动;两根导杆上端分别与抬升工作台底部连接,其下端分别通过若干第二导套与基架连接,导杆的上端以及抬升油缸的活塞杆端分别通过第一顶块与抬升工作台底部固定连接。
[0015]
进一步地,所述型材输送及尖角锯切装置包括机架和桁架,机架上方设置有夹持组件,所述夹持组件包括第二滑移板、夹持油缸和固定钳,机架上端安装有至少两根前后设置的横向滑移导轨,第二滑移板前端下侧分别通过若干第一滑块与两根横向滑移导轨导向连接,固定钳分别安装于第二滑移板后端上侧两边,两组夹持油缸的活塞杆端分别朝向固定钳,且其端部分别连接有第二顶块,第二顶块与固定钳之间区间作为型材夹持区间h;第二滑移板上设置有驱动第二滑移板沿横向滑移导轨横向往复滑移的横向驱动组件;第二滑移板前端上侧两边设置有与固定钳相对的第二油缸固定座,两组夹持油缸的缸体端分别与第二油缸固定座连接;横向驱动组件分别包括横向驱动电机、齿轮、齿条,所述齿条横向固定安装于机架上端,横向驱动电机的机体端与第二滑移板固定连接,其动力输出端朝下贯穿第二滑移板上设置的通孔,且其端部连接有齿轮,通过横向驱动电机驱动齿轮与齿条啮合传动连接;型材夹持区间h的左侧设有与机架连接的定位座;机架的后方设置有锯床,且锯床底部设有基座,锯床的机体部分与基座前后导向连接;基座的上端两侧设置有至少两根滑移导轨,锯床包括机座,机座的下端左右两侧分别通过第二滑块与两侧的滑移导轨导向连接,基座上端设有驱动机座沿滑移导轨前后往复滑移的驱动组件;所述驱动组件为第三驱动油缸,第三驱动油缸的缸体端与基座固定连接,其活塞杆端驱动连接于机座,通过第三驱动油缸的往复驱动力使机座前后往复动作;所述第三驱动油缸固定安装于基座与机座之间后侧,其活塞杆端与设置于机座下端的驱动连接部连接;锯床的第一带锯条锯削线位
于机架的后侧靠近机架一侧;桁架上设置有磁吸起吊装置,通过磁吸起吊装置将型材输送及尖角锯切装置加工后的型材工件磁吸起吊并沿着桁架横向运送至夹持组件的夹持工位上;所述桁架的左端跨越至送料机构的出料端一侧。
[0016]
与现有技术相比,本实用新型的型材角度锯切流水线,通过设置型材上料同步输送装置,则y向输送总成能够将型材有序的进行上料,并输送至x向输送总成,由x向输送总成输出至型材角度锯切装置的送料机构上,并由送料机构将带锯切型材送入锯床锯切加工位;各列y向输送总成主动链轮的链轮轴同轴连接,其输送链条上推料爪分别位置对应,其目的在于型材置于滑轨上,通过各列滑轨的链条安装槽内链条带动推料爪向型材一侧同步推进至x向输送总成上;抬升引导机构的设置其目的在于通过提升升降支撑架,使各滑轨向前延伸段输出的型材滑移至升降支撑架的第二导滑块上,通过下降升降支撑架,则型材落于x向输送总成,而引料斜导坡的设置,其目的在于便于型材顺滑至第二导滑块上;抬升侧夹导滑机构的设置,其目的在于将x向输送总成上的型材进行夹持定位,其两侧的侧滚组件则是在夹持后,仍然能够由x向输送总成将型材牵引至后道工序,即侧滚组件为圆滚形状,且为柔性可被动滚动,当型材进行送料时,可对型材进行侧面定位,保证送料的直线性;抬升工作台下方设有驱使抬升工作台上升或下降的抬升机构,其目的在于,由于型材进滑轨向前延伸段输出至第二导滑块上时,升起的抬升工作台及以上组件会造成干涉,所以为了避让,需要将抬升工作台及以上组件降低至低于x向输送总成的输送面以下。
[0017]
通过设置型材角度锯切装置,则第一驱动油缸驱使活动转角锯床机组靠近或远离固定转角锯床机组,从而调整相互之间的间距,固定转角锯床机组、活动转角锯床机组上的锯床锯架均可以根据锯切要求调整锯切的角度,从而能够加工不同长度、不同锯切角度的型材;送料机构则是将型材从左至右送入锯切位置,夹紧组件的设置则是有效定位固定夹持型材,从而在准确位置进行锯切加工;通过设置转动座,从而一方面便于通过角度调整油缸驱动转动座绕着中部铰接处转动角度,另一端则通过第一导滑块与弧形导轨进行导向后的锁定连接,其锁定则是通过定位油缸驱动第一导滑块与弧形导轨锁合连接;另一方面锯架一端分别通过导向套与设置于转动座一端的立柱导向连接、另一端设置的第二升降油缸,其活塞杆端与转动座连接,从而通过第二升降油缸的活塞杆端伸出和回收来控制锯架沿着立柱下降或上升,使第一带锯条朝下一侧的下边副向下与型材进行锯切或向上升起完成锯切。
[0018]
通过设置与型材角度锯切装置的送料机构出料端衔接的型材输送及尖角锯切装置,则将带切尖的型材工件由送料机构输送至本装置上,然后进行定位及定位后的夹持,然后通过一台设置于机架后侧且可前后滑移的锯床,对带切尖的型材工件的尖角部分进行锯切;横向驱动组件的设置,其目的在于使锯床获得前后沿着滑移导轨滑移的动力;横向驱动组件的设置,其目的在于驱动第二滑移板沿横向滑移导轨横向往复滑移;由夹持油缸驱动的第二顶块与固定钳之间区间形成型材夹持区间,用于夹持型材工件;第二滑移板后端伸出于机架后方外侧,且固定钳安装于第二滑移板后端上侧两边,机架的后方设置有锯床,其目的在于锯床的锯削时朝向机架之间有一定距离,而型材工件的横向定位以定位座为基准,完成定位后由型材夹持区间一侧的第二顶块向固定钳靠近,并将型材工件推至后侧与固定钳相抵,则完成型材的定位,此时,通过第三驱动油缸推送的锯床向前动作,其第二带锯条的锯削型材工件尖角所需的行走路径,不会触碰锯切到机床;型材工件在两端锯切完
切尖后,输送至型材成品输送线,由型材成品输送线将型材工件输出下一道工序,如打码包装、堆叠等。
[0019]
通过型材上料同步输送装置、型材角度锯切装置、型材输送及尖角锯切装置及型材成品输送线形成一条生产流水线,整条流水线从型材上料、入料、角度锯切、工件尖角锯切直至出料,其生产效率相对于传统有较大的提升。
附图说明
[0020]
图1为本实用新型型材角度锯切流水线的布置示意图;
[0021]
图2为型材角度锯切装置的主视平面示意图;
[0022]
图3为型材角度锯切装置的俯视平面示意图;
[0023]
图4为型材角度锯切装置的立体示意图之一;
[0024]
图5为型材角度锯切装置的立体示意图之二;
[0025]
图6为固定转角锯床机组或活动转角锯床机组的立体示意图之一;
[0026]
图7为固定转角锯床机组或活动转角锯床机组的立体示意图之二;
[0027]
图8为图2中送料机构的平面结构示意图;
[0028]
图9为图2中夹紧组件的平面结构示意图;
[0029]
图10为图9中压板门架及其他组件的连接结构示意图;
[0030]
图11为图1中型材上料同步输送装置的俯视平面结构示意图;
[0031]
图12为图11中a-a剖视图;
[0032]
图13为图11中y向输送总成的侧面示意图;
[0033]
图14为图13中b向视图;
[0034]
图15为图11中抬升引导机构的结构示意图;
[0035]
图16为图11中抬升侧夹导滑机构的结构示意图;
[0036]
图17为图11中抬升侧夹导滑机构的剖面结构示意图;
[0037]
图18为抬升侧夹导滑机构与x向输送总成对型材进行定位夹持时的流程状态示意图;
[0038]
图19为抬升引导机构、滑轨延伸段、x向输送总成、上料时的流程状态示意图;
[0039]
图20为图12中推料爪的连接示意图;
[0040]
图21为图1中型材输送及尖角锯切装置立体结构示意图;
[0041]
图22为型材输送及尖角锯切装置的俯视示意图;
[0042]
图23为型材输送及尖角锯切装置的侧视示意图;
[0043]
图24为图22中c-c剖视图;
[0044]
图25为图22中d-d剖视图。
具体实施方式
[0045]
为了使本实用新型所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0046]
请参照图1所示,本实用新型一种型材角度锯切流水线,包括依次衔接的型材上料
同步输送装置1、型材角度锯切装置2、型材输送及尖角锯切装置3、型材成品输送线4,请参照图1-图10所示,所述型材角度锯切装置包括固定转角锯床机组21、活动转角锯床机组22和送料机构25,固定转角锯床机组21、活动转角锯床机组22分别包括锯架20和底座 23,锯架20分别转动地设置在相应的底座23上面,动转角锯床机组22位于固定转角锯床机组21左侧,其下方设有固定底座24,活动转角锯床机组22的底座23与固定底座24导向连接,固定底座24的前侧、后侧分别设置有导轨231,活动转角锯床机组22的底座23下端前侧、后侧分别通过若干第三滑块27与导轨231导向连接;固定底座24上设有第一驱动油缸 26,通过第一驱动油缸26驱使活动转角锯床机组22靠近或远离固定转角锯床机组21;送料机构25y向贯穿活动转角锯床机组22、固定转角锯床机组21,送料机构25的左端与型材上料同步输送装置1的型材输出一侧衔接,其右端与型材输送及尖角锯切装置3的型材入料一侧衔接。所述型材角度锯切流水线还应包括设置于型材上料同步输送装置1与型材角度锯切装置2之间的锯切尾料卸料推出机构5,从而将不符合角度锯切的余料型材推出至尾料箱5 堆聚。型材角度锯切装置2进行角度锯切后形成的型材工件90,通过磁吸起吊装置7将型材角度锯切装置3加工后的型材工件磁吸起吊并沿着桁架8横向运送至夹持组件的夹持工位上;所述桁架8的左端跨越至送料机构25的出料端一侧。型材角度锯切装置2的送料机构25出料端一侧设置有型材出料定尺装置6,从而型材9进入送料机构25后,其前端由型材出料定尺装置6的定尺组件探出阻挡块,进行型材9在未角度锯切前在送料机构25内x向的限位。所述型材角度锯切装置2,通过第一驱动油缸26驱使活动转角锯床机组22靠近或远离固定转角锯床机组21,从而调整相互之间的间距,固定转角锯床机组21、活动转角锯床机组22 上的锯床锯架20均可以根据锯切要求调整锯切的角度,从而能够加工不同长度、不同锯切角度的型材。
[0047]
底座23上分别设置有转动座28,转动座28的一侧端设有第一导滑块29和立柱201,其中部与底座23铰接,其另一侧端的底座23上设有角度调整油缸202,底座23上设有弧形导轨232,第一导滑块29导向连接于弧形导轨232内,角度调整油缸202的缸体端与底座23 铰接,其活塞杆端驱动连接于转动座28,并使转动座28绕着铰接部位转动,且同时第一导滑块29沿着弧形导轨232滑动;锯架20一端设有导向套203,锯架20通过导向套203与立柱201连接,锯架20另一端连接有第一升降油缸210,第一升降油缸210的活塞杆端与转动座28另一侧端连接;在锯架20上分别设置由电机250驱动的主动轮102和从动轮101以及连接主动轮102和从动轮101的第一带锯条200;转动座28一端连接设有定位油缸281,定位油缸281的活塞杆端与第一导滑块29连接,并通过驱动第一导滑块29使之与弧形导轨232 锁定连接。
[0048]
送料机构25包括支撑架251、滚筒架252、减速电机253,滚筒架252架设于两侧的支撑架251上,滚筒架252上分别间隔分布有若干滚筒254,滚筒254的两端轴端分别通过轴承与滚筒架连接,各滚筒254的一端依次传动连接,减速电机253的动力输出端传动连接于其中一根滚筒254的一端;滚筒架252设置在活动转角锯床机组22、固定转角锯床机组21 的第一带锯条200下部且位于与底座23上部;第二驱动油缸的缸体端与固定底座24左端固定连接,其活塞杆端与活动转角锯床机组22的底座23底部连接。
[0049]
滚筒架252中部设置有架设于固定转角锯床机组21的底座23上的压板门架271,滚筒架252上方压板门架271内设有辅助下压板272,压板门架271外设有驱动辅助下压板272 上下往复动作的辅助下压油缸273;辅助下压油缸273的前侧、后侧分别设有辅助导杆274,辅助导杆274的一端辅助下压板272连接,其另一端向上且分别通过辅助导套700后与压板
门架271连接,滚筒架252横穿经压板门架271内辅助下压板272下方区间。
[0050]
活动转角锯床机组22的锯架20的左侧、固定转角锯床机组21的锯架20的右侧分别设置有夹紧组件6,夹紧组件6包括门架61、上压板62、前钳口板63、后钳口板64,门架 61分别与对应的底座23连接,上压板62设置于滚筒架252上方门架61内,前钳口板63设置于滚筒架252上方的门架61内前侧,后钳口板64设置于滚筒架252上方的门架61内后侧,门架61外分别设有驱动上压板62上下往复动作的上压油缸65、驱动前钳口板63前后往复动作的夹紧油缸66、驱动后钳口板64前后往复动作的让道油缸67;前钳口板63与后钳口板 64相对设置,上压板62位于前钳口板63与后钳口板64之间后侧;滚筒架252横穿经由上压板62、前钳口板63、后钳口板64围构成的夹持区。
[0051]
上压油缸65、夹紧油缸66、让道油缸67的活塞杆端分别穿过门架61与上压板62、前钳口板63、后钳口板64连接,上压油缸65的前侧、后侧分别设有上导杆68、夹紧油缸 66的上侧、下侧分别设有前导杆69,让道油缸67的上侧、下侧分别设有后导杆60,上导杆 68、前导杆69、后导杆60一端分别与上压板62、前钳口板63、后钳口板64连接,其另一端分别与第一导套600导向连接于门架61上。
[0052]
参照图11-图20。所述型材上料同步输送装置1包括x向输送总成11、若干并列间隔排布的y向输送总成12及上料电机125,各列y向输送总成12的送料方向前侧设置有x向输送总成11,各y向输送总成12包括输送链条120、y向支撑架121、主动链轮122、从动链轮123、推料爪124,y向支撑架121上设置有滑轨126,滑轨126沿其长度方向设有槽口朝上的链条安装槽127,主动链轮122、从动链轮123轴向通过链轮轴190分别转动连接于链条安装槽127内两侧,主动链轮122与从动链轮123之间上侧设置有链条支撑板128,输送链条120套设于主动链轮122、从动链轮123之间,且环绕经链条支撑板128上侧,输送链条120环形一周均布连接有若干推料爪124,主动链轮122、从动链轮123的链轮轴两端分别通过轴承及轴承座129与链条安装槽127两侧槽壁连接,输送链条120转动后其上各推料爪 124途径链条支撑板128,且途径链条支撑板128时各推料爪124的爪部向上探出并高于滑轨 126上端面;各列y向输送总成12主动链轮122的链轮轴190同轴连接,各输送链条120上的各推料爪124分别位置对应,上料电机125的动力输出端传动连接于各主动链轮122同轴连接的链轮轴190,使各主动链轮122驱动各输送链条120及输送链条120上的推料爪124 同步动作;各y向输送总成12的滑轨126向前延伸至x向输送总成11上侧。
[0053]
x向输送总成11包括抬升引导机构13、抬升侧夹导滑机构14、x向支撑架112及架置于x向支撑架112上的x向输送线;x向输送线包括若干x向间隔设置的导料辊113,至少两组抬升引导机构13及两组抬升侧夹导滑机构14分别设置于x向支撑架112的两侧x向输送线下方,各滑轨126向前延伸段199上端低于x向输送线的型材支撑面100;所述抬升引导机构13包括第一油缸固定座131、升降支撑架132和第二升降油缸133,所述升降支撑架132设置于x向输送线两侧相邻两导料辊113之间,第一油缸固定座131与x向支撑架112 连接,第二升降油缸133的缸体端与第一油缸固定座131连接,其活塞杆端朝上与升降支撑架132下端,所述升降支撑架132上端两侧设有与滑轨126平行的第二导滑块134,第二导滑块134上端后侧设有引料斜导坡130;第二升降油缸133两侧设有上端与升降支撑架132 连接、其下端与第一油缸固定座131通过导滑套136导向连接的导滑杆135;所述抬升侧夹导滑机构14包括抬升工作台141、侧滚组件142、第四滑块143,抬升工作台141内设有横向设置的滑移槽171,第四
滑块143置于滑移槽171内,抬升工作台141上端一侧设有与第四滑块143连接的第一滑移板144,另一侧固定连接有固定板145,第一滑移板144、固定板 145上分别设置有侧滚组件142,两侧侧滚组件142之间的区间作为型材夹持导滑区140,型材夹持导滑区140分别设置于x向输送线两侧其中相邻的两根导料辊113之间,型材夹持导滑区140的夹持方向与x向输送线的送料方向空间垂直;抬升工作台141外设有驱动第四滑块143沿滑移槽171横向往复滑移的侧夹驱动油缸146,抬升工作台141下方设有驱使抬升工作台141上升或下降的抬升机构15。
[0054]
所述侧夹驱动油缸146缸体端与抬升工作台141一侧端连接,其活塞杆端伸入滑移槽 171内驱动连接于第四滑块143;侧滚组件142分别包括固定轴174、侧滚轴承172、滚套173,两根固定轴174的下端分别与固定板145、滑移板144固定连接,所述滚套173分别通过至少一组侧滚轴承172套设于各固定轴174上端;所述抬升机构15包括基架151、抬升油缸152、导杆153、第二导套154,基架151与抬升工作台141之间两侧分别设置有导杆153,抬升油缸152的缸体端固定连接于基架151内,其活塞杆端向上驱动连接于抬升工作台141底部,并使抬升工作台141沿着导杆153上下往复移动;两根导杆153上端分别与抬升工作台141 底部连接,其下端分别通过若干第二导套154与基架151连接,导杆的上端以及抬升油缸152 的活塞杆端分别通过第一顶块155与抬升工作台141底部固定连接。
[0055]
所述型材上料同步输送装置1,通过y向输送总成12能够将型材9有序的进行上料,并输送至x向输送总成11,由x向输送总成11输出至锯床送料装置18上并进入锯床锯切加工位;各列y向输送总成12主动链轮122的链轮轴120同轴连接,其输送链条120上推料爪124分别位置对应,其目的在于型材置于滑轨126上,通过各列滑轨126的链条安装槽27 内输送链条120带动推料爪124向型材9一侧同步推进至x向输送总成上;抬升引导机构13的设置其目的在于通过提升升降支撑架132,使各滑轨126向前延伸段输出的型材19滑移至升降支撑架132的第二导滑块134上,通过下降升降支撑架132,则型材9落于x向输送总成,而引料斜导坡130的设置,其目的在于便于型材9顺滑至第二导滑块134上;抬升侧夹导滑机构14的设置,其目的在于将x向输送总成上的型材9进行夹持定位,其两侧的侧滚组件142则是在夹持后,仍然能够由x向输送总成将型材9牵引至后道工序,即侧滚组件 142为圆滚形状,且为柔性可被动滚动,当型材9进行送料时,可对型材9进行侧面定位,保证送料的直线性;抬升工作台141下方设有驱使抬升工作台141上升或下降的抬升机构15,其目的在于,由于型材9进滑轨126向前延伸段输出至第二导滑块134上时,升起的抬升工作台141及以上组件会造成干涉,所以为了避让,需要将抬升工作台141及以上组件降低至低于x向输送总成的输送面100以下,从而型材9能够顺利的进入滑轨126,以及进入到x 向输送总成上,然后升起的抬升工作台141,通过型材夹持导滑区140进行型材9的定位夹持以及定位夹持后的型材9输出动作。
[0056]
参照图21-图25所示,所述型材输送及尖角锯切装置3包括机架31和架置于机架上方的桁架8,机架31上设置有夹持组件,所述夹持组件包括第二滑移板32、夹持油缸33和固定钳34,机架31上端安装有至少两根前后设置的横向滑移导轨36,第二滑移板32前端下侧分别通过若干第一滑块37与两根横向滑移导轨36导向连接,固定钳34分别安装于第二滑移板32后端上侧两边,两组夹持油缸33的活塞杆端分别朝向固定钳34,且其端部分别连接有第二顶块38,第二顶块38与固定钳34之间区间作为型材夹持区间h;第二滑移板32上设置有
驱动第二滑移板32沿横向滑移导轨36横向往复滑移的横向驱动组件;第二滑移板32 前端上侧两边设置有与固定钳34相对的第二油缸固定座35,两组夹持油缸33的缸体端分别与第二油缸固定座35连接;横向驱动组件分别包括横向驱动电机39、齿轮311、齿条312,所述齿条312横向固定安装于机架31上端,横向驱动电机39的机体端与第二滑移板32固定连接,其动力输出端朝下贯穿第二滑移板32上设置的通孔,且其端部连接有齿轮311,通过横向驱动电机39驱动齿轮311与齿条312啮合传动连接;型材夹持区间h的左侧设有与机架连接的定位座;机架31的后方设置有锯床320,且锯床320底部设有基座321,锯床320 的机体部分与基座321前后导向连接;基座321的上端两侧设置有至少两根滑移导轨323,锯床320包括机座322,机座322的下端左右两侧分别通过第二滑块324与两侧的滑移导轨 323导向连接,基座321上端设有驱动机座322沿滑移导轨323前后往复滑移的驱动组件;所述驱动组件为第三驱动油缸325,第三驱动油缸325的缸体端与基座321固定连接,其活塞杆端驱动连接于机座322,通过第三驱动油缸325的往复驱动力使机座322前后往复动作;所述第三驱动油缸325固定安装于基座321与机座322之间后侧,其活塞杆端与设置于机座 322下端的驱动连接部连接;锯床320的第二带锯条326锯削线位于机架31的后侧靠近机架31一侧;桁架8上设置有磁吸起吊装置7,通过磁吸起吊装置7将型材输送及尖角锯切装置 3加工后的型材工件磁吸起吊并沿着桁架8横向运送至夹持组件的夹持工位上;所述桁架8 的左端跨越至送料机构25的出料端一侧。
[0057]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips