
 商标分类
商标分类  商标转让
商标转让 
一种增加使用寿命的冲销型冲头装置的制作方法
 2021-01-29 14:01:32|
2021-01-29 14:01:32| 203|
203| 起点商标网
起点商标网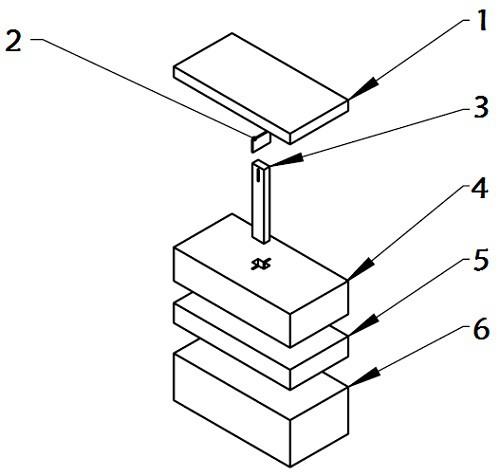
[0001]
本实用新型属于成型机冲头领域,尤其涉及一种增加使用寿命的冲销型冲头装置。
背景技术:
[0002]
冲头是一种在高温、高压力环境下工作的生产部件,工作过程冲击力大,因此对其本身材料要求十分苛刻,其整体结构需要耐热耐磨,也需要良好的冲击韧性。所以目前制造冲头的原材料有钨、鉬等贵重金属,若使用寿命短,那么成本就高居不下,基于此,有必要对目前原有冲头作出改进,提高冲头的质量和使用寿命,以降低生产、替换、维护成本,符合效益和出品质量。
技术实现要素:
[0003]
为了实现上述目的,本实用新型采用了如下技术方案:
[0004]
一种增加使用寿命的冲销型冲头装置,包括压板、冲头穿销、冲头、冲头模板、冲头压板和冲头凹模,其特征在于,所述压板、冲头模板、冲头压板和冲头凹模上均开设有孔位,其中冲头模板、冲头压板和冲头凹模上的孔位为贯穿设计;所述冲头穿销上开设有长方形的孔位供冲头镶嵌固定;带有所述冲头穿销的冲头依次穿过在冲头模板、冲头压板和冲头凹模上所开设的孔位;所述压板通过与冲头穿销配合固定来安装在冲头模板的上方;所述冲头穿销的长度应为8mm。
[0005]
优选的,所述压板和冲头模板上的孔位为十字形设计。
[0006]
优选的,所述冲头压板和冲头凹模上的孔位为一字型设计。
[0007]
优选的,所述冲头总高为55mm,其中包括10mm~15mm高的刃口,而开设在上方的长方形孔位其高度为8mm。
[0008]
优选的,所述长方形孔位开设在距冲头顶部边缘下方5mm处的中轴线上。
[0009]
优选的,所述冲头预留12.5mm~13mm的模板挂销止位。
[0010]
优选的,所述冲头需经过研磨工艺处理。
[0011]
优选的,所述冲头的宽度和长度可根据实际的使用要求在生产制造前按需改变,而在其上方所成型、开设的刃口和长方形孔位亦随之按比变化。
[0012]
优选的,所述刃口面积为1.0
×
1.0时需研磨5.0,而刃口面积在1.0
×
1.0以上时需研磨7.0。
[0013]
优选的,所述压板上的十字形孔位其深度为在6.5mm~7.5mm之间。
[0014]
本实用新型的有益效果为:
[0015]
本实用新型能有效提升钨钢制冲头的使用率和使用寿命,从而减慢冲头损坏的速度,达到降低成本、提高生产效率的目的,具体是将冲头和与其配合工作的配件进行调改,在符合实际生产的要求下,可通过微改冲头尺寸并给予测试所得出的研磨量来对对应尺寸的冲头进行研磨,实现研发目的。
[0016]
如,所需进行辅助生产的冲头其总高为55mm、刃口面积为1.0
×
1.0、刃口高度为10mm~15mm、冲头挂销为8mm,那么研磨量就应选择5.0,若刃口面积为1.0
×
1.0以上时,研磨量便需改为7.0,需要注意的是,经过实际加工测试得出冲头的宽和长并不是决定因素。通过上述调改的冲头装置相比于还是进行同类型加工却没有加长冲头挂销与增加研磨量的冲头装置来说,本实用新型的使用率能提升40%,也就是同一批次能多加工40%后才进行更换,所以这样的设计是有效降低成本和提高效率的,因为加长后的冲头挂销配合增压研磨量的冲头能降低压板在冲压时所给予的力和负影响,不至于冲头挂销因为过短而提早变形或刃口超出所能承受的压强而提早报废进行。
附图说明
[0017]
图1为本实用新型的爆炸图;
[0018]
图中:1压板、2冲头穿销、3冲头、4冲头模板、5冲头压板、6冲头凹模。
具体实施方式
[0019]
为了使本实用新型的技术手段、创作特征、达成目的与功效易于明白了解,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0020]
参照图1,本具体实施方式采用以下技术方案一种增加使用寿命的冲销型冲头装置,包括压板(1)、冲头穿销(2)、冲头(3)、冲头模板(4)、冲头压板(5)和冲头凹模(6),其特征在于,所述压板(1)、冲头模板(4)、冲头压板(5)和冲头凹模(6)上均开设有孔位,其中冲头模板(4)、冲头压板(5)和冲头凹模(6)上的孔位为贯穿设计;所述冲头穿销(2)上开设有长方形的孔位供冲头(3)镶嵌固定;带有所述冲头穿销(2)的冲头(3)依次穿过在冲头模板(4)、冲头压板(5)和冲头凹模(6)上所开设的孔位;所述压板(1)通过与冲头穿销(2)配合固定来安装在冲头模板(4)的上方;所述冲头穿销(2)的长度应为8mm。
[0021]
其中,所述压板(1)和冲头模板(4)上的孔位为十字形设计。
[0022]
其中,所述冲头压板(5)和冲头凹模(6)上的孔位为一字型设计。
[0023]
其中,所述冲头(3)总高为55mm,其中包括10mm~15mm高的刃口,而开设在上方的长方形孔位其高度为8mm。
[0024]
其中,所述长方形孔位开设在距冲头(2)顶部边缘下方5mm处的中轴线上。
[0025]
其中,所述冲头(3)预留12.5mm~13mm的模板挂销止位。
[0026]
其中,所述冲头(3)需经过研磨工艺处理。
[0027]
其中,所述冲头(3)的宽度和长度可根据实际的使用要求在生产制造前按需改变,而在其上方所成型、开设的刃口和长方形孔位亦随之按比变化。
[0028]
其中,所述刃口面积为1.0
×
1.0时需研磨5.0,而刃口面积在1.0
×
1.0以上时需研磨7.0。
[0029]
其中,所述压板(1)上的十字形孔位其深度为在6.5mm~7.5mm之间。
[0030]
本具体实施例以上述方案为例。
[0031]
冲头和冲头穿销在制造时应使用得出的尺寸数据,而相对应地,压板、冲头、冲头模板、冲头压板和冲头凹模在制造时亦应根据冲头和冲头穿销的尺寸来开设孔位以相互配
合安装。
[0032]
如,所需进行辅助生产的冲头其总高为55mm、刃口面积为1.0
×
1.0、刃口高度为10mm~15mm、冲头挂销为8mm,那么研磨量就应选择5.0,若刃口面积为1.0
×
1.0以上时,研磨量便需改为7.0,需要注意的是,经过实际加工测试得出冲头的宽和长并不是决定因素。通过上述调改的冲头装置相比于还是进行同类型加工却没有加长冲头挂销与增加研磨量的冲头装置来说,本实用新型的使用率能提升40%,也就是同一批次能多加工40%后才进行更换,所以这样的设计是有效降低成本和提高效率的,因为加长后的冲头挂销配合增压研磨量的冲头能降低压板在冲压时所给予的力和负影响,不至于冲头挂销因为过短而提早变形或刃口超出所能承受的压强而提早报废进行。
[0033]
本实用新型具体是将原来6mm长的冲头挂销改为8mm,冲头预留12.5mm~13mm的模板挂销止位,加以符合实际的研磨量来提升钨钢制冲头的使用率和使用寿命,从而减慢冲头损坏的速度,达到降低成本、提高生产效率的目的,具体是将冲头和与其配合工作的配件进行调改,在符合实际生产的要求下,可通过微改冲头尺寸并给予测试所得出的研磨量来对对应尺寸的冲头进行研磨,实现研发目的。
[0034]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips