
 商标分类
商标分类  商标转让
商标转让 
一种链轮冲压机的制作方法
 2021-01-29 13:01:34|
2021-01-29 13:01:34| 236|
236| 起点商标网
起点商标网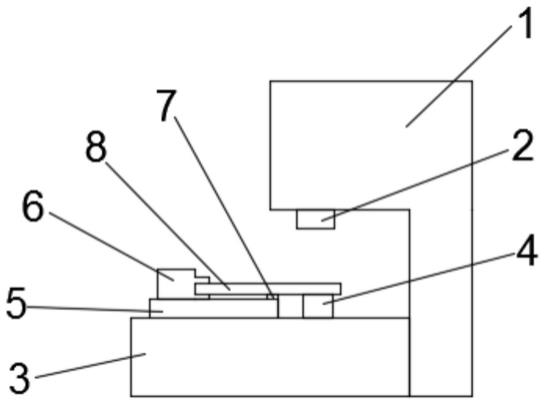
[0001]
本实用新型涉及链轮技术领域,尤其是涉及一种链轮冲压机。
背景技术:
[0002]
目前链轮冲压主要采用非连续冲压生产。非连续冲压生产主要以人工上下料和操作机床为主,存在自动化程度低、安全事故多、工作环境噪音大、质量稳定性欠佳等问题。由于链轮面积小,而用于冲压的钢板面积大,同时重量大,人工上料使操作困难。受劳动力成本的不断攀升影响,客观上也需要取代人工的自动化先进装备。当前国内人力成本不断攀升,年轻的劳动者一般不愿意从事这类工作,劳动密集型冲压生产正面临越来越严重的用工荒。采用机器人取代人,对传统冲压生产工艺进行改进,是解决用工难和提升传统冲压行业技术水平的一种重要途径。
技术实现要素:
[0003]
本实用新型解决了链轮在非连续冲压生产时质量稳定性欠佳和人工上料困难的问题,提出一种链轮冲压机,操作工人只需将钢板固定在定位台上,由定位台自动上料,有效保证生产质量,减少安全事故。
[0004]
为实现上述目的,本实用新型提供以下的技术方案:
[0005]
一种链轮冲压机,包括机架和底座,所述机架内设有冲压装置,所述底座对应冲压装置的正下方设有链轮模具;所述底座上滑动连接有定位台,所述定位台上滑动连接有若干定位夹,若干定位夹夹紧有待冲压的钢片。
[0006]
底座设置在机架下方,相对位置固定。定位夹与定位台滑动连接,能够往链轮模具方向做进给运动,钢片固定在定位夹上,从而定位夹带动钢片往链轮模具方向做进给运动。定位台与底座滑动连接,能够做与进给方向垂直的往复运动,从而带动定位夹做与进给方向垂直的往复运动。通过设置滑动的定位夹以及滑动的定位块,使得钢片任意位置都能坐落到链轮模具上,从而提高钢板的利用率,减少损耗;同时冲压过程由机器代替人工,避免钢片移动时因人为原因掉落而发生的安全事故,同时机器上料间隔更加精准,减少人为误差,提高生产质量和效率;由于定位夹的存在,避免人为按压,提高了生产质量。
[0007]
作为优选,所述机架设有滑动轨道,所述冲压装置包括滑动连接在滑动轨道内的配重滑块、曲柄、连杆和设置在配重滑块下方的冲头;所述连杆的一端与曲柄转动连接,连杆的另一端与配重滑块的上方转动连接;所述曲柄的一端连接第一电机,曲柄的另一端旋转固定在机架上。
[0008]
作为优选,所述曲柄的靠第一电机的一端同轴设有飞轮。飞轮的作用是储存第一电机做功外的能量和惯性,减少第一电机带动曲轴运转过程的速度波动,从而使得冲头冲压速度保持在一定值,使得生产的链轮质量保持相同。
[0009]
作为优选,所述定位台设有垫块。垫块的作用有两个,第一个作用是起到钢片导向的作用,防止钢片因自重弯曲,从而在定位夹带动钢片进给时,钢片不能落到链轮模具上;
第二个作用是,防止钢片因自重弯曲从而影响冲压质量。
[0010]
作为优选,所述底座上设有第一丝杆,所述第一丝杆的一端连接有第二电机,所述第一丝杆的另一端通过第一轴承连接在底座上,所述定位台通过第一丝杆与底座滑动连接。
[0011]
作为优选,所述定位台上设有若干第二丝杆,所述第二丝杆的一端连接有第三电机,所述第二丝杆的另一端通过第二轴承连接在定位台上,所述定位夹通过第二丝杆与定位台滑动连接。
[0012]
作为优选,所述定位夹设有3个,所述第二丝杆相应设有3个,所述第三电机通过齿轮组与第二丝杆传动连接。
[0013]
作为优选,所述第一丝杆与第二丝杆垂直设置。
[0014]
作为优选,所述第一电机、第二电机和第三电机电连接于工控机。工控机设有控制程序,所述控制程序用于控制冲压运动。
[0015]
本实用新型有以下有益效果:通过设置滑动的定位夹以及滑动的定位块,使得钢片任意位置都能坐落到链轮模具上,从而提高钢板的利用率,减少损耗;同时冲压过程由机器代替人工,避免钢片移动时因人为原因掉落而发生的安全事故,同时机器上料间隔更加精准,减少人为误差,提高生产质量和效率;由于定位夹的存在,避免人为按压,提高了生产质量。
附图说明
[0016]
图1是本实施例的一种结构示意图;
[0017]
图2是本实施例的定位台安装平面图;
[0018]
图3是本实施例的冲压装置结构图;
[0019]
其中:1、机架 2、冲压装置 3、底座 4、链轮模具 5、定位台 6、定位夹 7、垫块 8、钢片 9、第一丝杆 10、第二丝杆 11、配重滑块 12、连杆 13、曲柄 14、飞轮。
具体实施方式
[0020]
实施例:
[0021]
本实施例提出一种链轮冲压机,参考图1,包括机架1和底座3,机架1内设有冲压装置2,底座3对应冲压装置的正下方设有链轮模具4;底座3上滑动连接有定位台5,定位台5上滑动连接有若干定位夹6,若干定位夹6夹紧有待冲压的钢片8。
[0022]
参考图2,底座3上设有第一丝杆9,第一丝杆9的一端连接有第二电机,第一丝杆9 的另一端通过第一轴承连接在底座3上,定位台5通过第一丝杆9与底座3滑动连接。定位台5上设有若干第二丝杆10,第二丝杆10的一端连接有第三电机,第二丝杆10的另一端通过第二轴承连接在定位台5上,定位夹6通过第二丝杆10与定位台5滑动连接。定位夹6设有3个,第二丝杆10相应设有3个,第三电机通过齿轮组与第二丝杆10传动连接。第一丝杆9与第二丝杆10垂直设置。
[0023]
底座设置在机架下方,相对位置固定。定位夹与定位台滑动连接,能够往链轮模具方向做进给运动,钢片固定在定位夹上,从而定位夹带动钢片往链轮模具方向做进给运动。定位台与底座滑动连接,能够做与进给方向垂直的往复运动,从而带动定位夹做与进给方
向垂直的往复运动。通过设置滑动的定位夹以及滑动的定位块,使得钢片任意位置都能坐落到链轮模具上,从而提高钢板的利用率,减少损耗;同时冲压过程由机器代替人工,避免钢片移动时因人为原因掉落而发生的安全事故,同时机器上料间隔更加精准,减少人为误差,提高生产质量和效率;由于定位夹的存在,避免人为按压,提高了生产质量。
[0024]
参考图3,机架1设有滑动轨道,冲压装置2包括滑动连接在滑动轨道内的配重滑块 11、曲柄13、连杆12和设置在配重滑块11下方的冲头;连杆12的一端与曲柄13转动连接,连杆12的另一端与配重滑块11的上方转动连接;曲柄13的一端连接第一电机,曲柄13的另一端旋转固定在机架1上。
[0025]
曲柄13的靠第一电机的一端同轴设有飞轮14。飞轮的作用是储存第一电机做功外的能量和惯性,减少第一电机带动曲轴运转过程的速度波动,从而使得冲头冲压速度保持在一定值,使得生产的链轮质量保持相同。
[0026]
定位台5设有垫块7。垫块的作用有两个,第一个作用是起到钢片导向的作用,防止钢片因自重弯曲,从而在定位夹带动钢片进给时,钢片不能落到链轮模具上;第二个作用是,防止钢片因自重弯曲从而影响冲压质量。
[0027]
第一电机、第二电机和第三电机电连接于工控机。工控机设有控制程序,控制程序用于控制冲压运动。
[0028]
本实用新型有以下有益效果:通过设置滑动的定位夹以及滑动的定位块,使得钢片任意位置都能坐落到链轮模具上,从而提高钢板的利用率,减少损耗;同时冲压过程由机器代替人工,避免钢片移动时因人为原因掉落而发生的安全事故,同时机器上料间隔更加精准,减少人为误差,提高生产质量和效率;由于定位夹的存在,避免人为按压,提高了生产质量。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips