
 商标分类
商标分类  商标转让
商标转让 
一种新型旋转焊接升降调整平台的制作方法
 2021-01-29 13:01:22|
2021-01-29 13:01:22| 215|
215| 起点商标网
起点商标网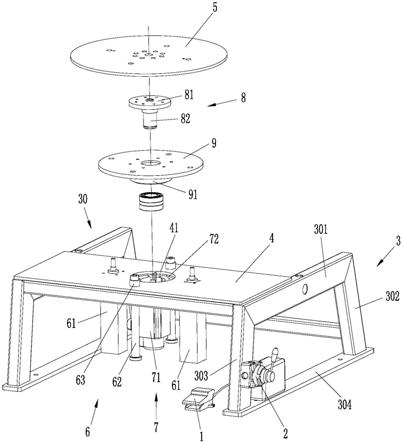
[0001]
本实用新型涉及汽车发动机或者风力发电中的散热器生产领域,特别是一种新型旋转焊接升降调整平台。
背景技术:
[0002]
图1为现有散热器中常用的一种槽铝结构,该槽铝由长条形铝型材101、端盖103和螺纹接头102组成,长条形铝型材101沿自身长度方向开设有贯穿的u形槽104,两个端盖103分别封堵在u形槽104的两端,螺纹接头102焊接在长条形铝型材101的侧壁上,内腔与u形槽104相通。目前都是采用人工对上述螺纹接头102进行焊接,作业时,一个圆周接台要分4次焊接,而且每焊一次都要手动对长条形铝型材101水平旋转一个角度,结果导致接缝片在实际应用过程中极易产生泄漏。
技术实现要素:
[0003]
本实用新型要解决的技术问题是,提供一种能够轻松对螺纹接头与长条形铝型材进行焊接,并且充分降低泄漏风险的新型旋转焊接升降调整平台。
[0004]
本实用新型的技术解决方案是,提供一种具有以下结构的新型旋转焊接升降调整平台,包括左支承架、工作台、右支承架、用于放置长条形铝型材的旋转平台以及用于驱使旋转平台围绕自身轴线圆周转动的驱动装置,所述工作台水平方向设置,工作台的左端与左支承架顶部连接,工作台的右端与右支承架顶部连接,所述旋转平台可转动地安装在工作台的顶面上,所述驱动装置装在工作台的下方。
[0005]
本实用新型所述的一种新型旋转焊接升降调整平台,其中,所述工作台上装有用于对旋转平台的高度进行调节的顶升机构。
[0006]
本实用新型所述的一种新型旋转焊接升降调整平台,其中,所述顶升机构包括托盘、顶升气缸、导向杆和导套,所述托盘装在旋转平台的底部,所述导套竖向安装在工作台上,所述导向杆竖向设置,顶部穿过导套后与托盘固定连接,所述顶升气缸的缸体固定安装在工作台的底面上,顶升气缸的活塞杆穿过工作台后与托盘固定连接。
[0007]
本实用新型所述的一种新型旋转焊接升降调整平台,其中,所述驱动装置包括伺服电机、电机座和旋转套,所述工作台上开设有供电机座穿过的通孔,所述电机座的顶部与托盘底部的套筒固定连接,电机座的底部与伺服电机固定连接,所述旋转套下部的筒体插设在套筒内,并通过轴承与套筒旋转连接,所述旋转套上部的法兰盘与旋转平台底部固定连接,所述伺服电机的转轴插设在筒体内,并通过平键与筒体连接。
[0008]
本实用新型所述的一种新型旋转焊接升降调整平台,其中,所述左支承架和右支承架均由上横杆、前侧杆、下横杆和后侧杆组成,所述上横杆、前侧杆、下横杆和后侧杆首尾连接,形成一个梯形结构。
[0009]
采用以上结构后,与现有技术相比,本实用新型一种新型旋转焊接升降调整平台具有以下优点:本实用新型包括左支承架、工作台、右支承架、用于放置长条形铝型材的旋
转平台以及用于驱使旋转平台围绕自身轴线圆周转动的驱动装置,因此,在对螺纹接头和长条形铝型材两者进行焊接时,首先将长条形铝型材放置在旋转平台的顶面上,在其侧壁上预先开设的通孔内插入螺纹接头,然后通过驱动装置带动旋转平台围绕自身轴线的圆周转动,来实现对螺纹接头与长条形铝型材的连续焊接,整个焊接过程,即从起弧到收弧只有一个焊接点,从而使得焊接更加均匀、美观,应用时更为安全可靠,充分降低了泄漏的风险。而且在焊接时,省去了工人手动对长条形铝型材的旋转作业,操作起来非常方便。
附图说明
[0010]
图1是现有散热器中常用槽铝结构的立体放大结构示意图;
[0011]
图2是本实用新型一种新型旋转焊接升降调整平台的立体结构示意图;
[0012]
图3是本实用新型一种新型旋转焊接升降调整平台的局部分解结构示意图;
[0013]
图4是使用本实用新型对螺纹接头与长条形铝型材进行焊接时的立体结构示意图。
具体实施方式
[0014]
下面结合附图和具体实施方式对本实用新型一种新型旋转焊接升降调整平台作进一步详细说明:
[0015]
如图2和图3所示,在本具体实施方式中,本实用新型一种新型旋转焊接升降调整平台,包括左支承架30、工作台4、右支承架3、用于放置长条形铝型材的旋转平台5以及用于驱使旋转平台5围绕自身轴线圆周转动的驱动装置7。工作台4水平方向设置,工作台4的左端与左支承架30顶部固定连接,工作台4的右端与右支承架3顶部固定连接。旋转平台5可转动地安装在工作台4的顶面上,驱动装置7装在工作台4的下方,用于驱使旋转平台5围绕自身轴线圆周转动。
[0016]
工作台4上装有用于对旋转平台5的高度进行调节的顶升机构6,该顶升机构6具体包括托盘9、顶升气缸61、导向杆62和导套63。托盘9装在旋转平台5的底部;导套63竖向安装在工作台4上;导向杆62竖向设置,顶部穿过导套63后与托盘9固定连接;顶升气缸61的缸体固定安装在工作台4的底面上,顶升气缸61的活塞杆穿过工作台4后与托盘9固定连接。
[0017]
驱动装置7包括伺服电机71、电机座72和旋转套8,工作台4上开设有供电机座72穿过的通孔41,电机座72的顶部与托盘9底部的套筒91固定连接,电机座72的底部与伺服电机71固定连接,旋转套8下部的筒体82插设在套筒91内,并通过轴承与套筒91旋转连接,旋转套8上部的法兰盘81与旋转平台5底部固定连接,伺服电机71的转轴插设在筒体82内,并通过平键与筒体82连接。
[0018]
左支承架30和右支承架3均由上横杆301、前侧杆303、下横杆304和后侧杆302组成,上横杆301、前侧杆303、下横杆304和后侧杆302首尾连接,形成一个梯形结构,保证使用时的稳固性。
[0019]
右支承架3旁边的地面上设有脚踏开关1,通过电腔盒用于控制伺服电机71的启停;右支承架3的侧壁上装有换向阀2,用于控制顶升气缸61的升降。这些具体连接方式均为常规现有技术,故不在此赘述。
[0020]
本实用新型的使用方法是:见图4所示,在对螺纹接头102和长条形铝型材101两者
进行焊接时,首先将长条形铝型材101放置在旋转平台5的顶面上,在其侧壁上预先开设的通孔内插入螺纹接头102,然后通过驱动装置7带动旋转平台5围绕自身轴线的圆周转动,来实现对螺纹接头102与长条形铝型材101的连续焊接,整个焊接过程,即从起弧到收弧只有一个焊接点,从而使得焊接更加均匀、美观,应用时更为安全可靠,充分降低了泄漏的风险。由于在焊接的过程中,旋转平台5带动长条形铝型材101缓慢连续旋转,从而省去人工对长条形铝型材101的旋转作业,操作起来非常方便。
[0021]
以上所述的实施例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型的范围进行限定,在不脱离本实用新型设计精神的前提下,本领域普通技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips