
 商标分类
商标分类  商标转让
商标转让 
一种双面点焊系统的制作方法
 2021-01-29 13:01:40|
2021-01-29 13:01:40| 109|
109| 起点商标网
起点商标网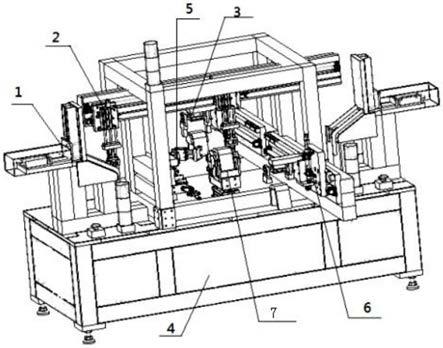
[0001]
本实用新型属于零件焊接领域,涉及焊接设备,尤其是一种双面点焊系统。
背景技术:
[0002]
近年来,随着数字化,自动化,计算机,机械设计技术的发展,以及对焊接质量的高度重视,自动焊接已发展成为一种先进的制造技术,自动焊接设备在各工业的应用中所发挥的作用越来越大,应用范围正在迅速扩大。在现代工业生产中,焊接生产过程的机械化和自动化是焊接机构制造工业现代化发展的必然趋势。
[0003]
自动焊接设备在工作时,通常使用机械手将所焊物料传送到指定位置后进行夹紧和限位,使焊接件固定到预定位置再进行点焊。传统的自动焊接设备通常应用机械手将物料传送到指定位置后再进行焊接,而往往焊接所用物料为平板型,机械手不易夹取,因此通常使用人工进行上料,生产效率低下、人工劳动强度大,且生产成本高。而夹紧装置往往夹紧位置与预定位置有差别,进而使得对装位置有偏差,间隙的不均匀性又将使焊接压力波动,从而引起各焊点强度的显著差异,过大的间隙还会引起严重飞溅,造成废品率高。同时,现有的自动点焊设备一般为直线点焊,而曲线型点焊多采用点焊机器人,前者适用性较差,而后者往往结构比较复杂,生产和维护成本高。
技术实现要素:
[0004]
本实用新型的目的在于克服现有技术的不足之处,提供一种结构设计科学、合理的双面点焊系统。
[0005]
本实用新型解决技术问题所采用的技术方案是:
[0006]
一种双面点焊系统,包括u型板上料传输带、两个侧板上料装置、侧板上料机械手、点焊主机、下料机械手,所述的点焊主机固装在一操作柜上,在点焊主机的左右两侧对称固装两侧板上料装置,在两侧板上料装置之间点焊主机的上方通过支架固装侧板上料机械手,在点焊主机的前方安装u型板上料传输带,在u型板上料传输带的末段上方安装u型板上料机械手,在点焊主机的后方安装成品下料机械手,所述的点焊主机包括点焊夹紧旋转装置、点焊焊枪摆动装置。
[0007]
而且,所述的点焊焊枪摆动装置包括支撑板、多个直线驱动、齿轮齿条机构、多个滑块、多个导轨,所述支撑板竖向设置,在支撑板的侧面横向固装第一导轨、在第一导轨上滑动安装第一滑块、第二滑块,在第一滑块的一端通过第一连接块连接第一直线驱动的活塞端,第一直线驱动通过固装在支撑板上的第一固定板固定,在第一滑块的另一端固装第二固定板,在第二固定板上固装第二直线驱动,第二直线驱动的活塞端连接齿条固定架,齿条固定架的背面与第二滑块固装,在齿条固定架的正面横向固装齿条,在齿条的上方支撑板上固装齿轮,齿轮与齿条啮合连接,在齿轮的正面固装导轨支撑块的背面,在导轨支撑块的正面固装第二导轨,在第二导轨上滑动安装第三滑块,第三滑块的底面与第三直线驱动的活塞端连接,第三滑块的正面固装折板,折板上固装第四直线驱动,在第四之前驱动的活
塞端固装焊枪支架,在焊枪支架上固装焊枪。
[0008]
而且,所述的点焊夹紧旋转装置包括旋转缸、支撑平台、两个侧板夹紧缸、整件夹紧缸,在旋转缸的顶部固装支撑平台,支撑平台通过旋转缸驱动旋转,在支撑平台的顶面中心固装两个侧板夹紧缸,两个侧板夹紧缸镜像对称并排设置,活塞端分别通过连接件固装一侧板支撑架,在侧板支撑架上放置侧板,在两侧板支撑架之间放置u型板,两个侧板在侧板夹紧缸的驱动下从u型板的前后两侧向u型板移动至与u型板贴紧,u型板的底部两端分别通过左右两垫块支撑,在右侧垫块的右侧一体制出挡块,在左、右侧垫块的前、后侧面分别对称固装两限位块支架,在限位块支架上固装限位块,所述整件夹紧缸固装在左侧垫块的顶面,整件夹紧缸的推块朝向u型板的左侧。
[0009]
而且,所述的侧板上料装置包括底座、推料气缸、料盒,在底座的顶面平行间隔固装高、矮两个支撑柱,在高支撑柱的顶面固装一保护罩,在保护罩内水平安装推料气缸,推料气缸的活塞端连接一水平设置的推料板,在保护罩的一侧竖向固装一料盒,在料盒内堆放侧板,料盒的底部开口,在保护罩靠近料盒的一侧底部制有一缺口,推料板从保护罩穿出插入料盒的底部,在矮支撑柱的顶部固装一滑块,在滑块上制有滑梯面,在滑梯面的两侧对称固装两挡板,该滑梯面的高端与料盒底部开口连接,在滑梯面的低端固装一接料块,在接料块的一侧对称安装两使侧板滑下后呈竖直状态的导向限位板。
[0010]
而且,所述的侧板上料机械手包括无杆气缸、直线导轨、三轴气缸、手指气缸,所述无杆气缸与直线导轨平行间隔固装在一气缸支撑板上,在直线导轨的滑块与无杆气缸上固装三轴气缸支撑板,在三轴气缸支撑板上固装三轴气缸,三轴气缸的活塞端朝下并通过连接件连接手指气缸。
[0011]
而且,所述的u型板上料传输带上沿着运动方向依次安装有防错传感器、缺料提醒传感器、缺料暂停传感器。
[0012]
而且,所述的u型板上料机械手与成品下料机械手结构相同,均包括无杆气缸、横移导轨、升降气缸、升降导轨、气缸驱动的开合抓手,所述无杆气缸与直线导轨平行间隔固装在一支撑板上,在横移导轨的滑块与无杆气缸上固装升降气缸支撑板,在升降气缸支撑板上固装升降气缸及升降导轨,升降气缸的活塞端朝下并通过连接件连接一滑块的底部,滑块滑动安装在升降导轨上,在滑块的顶部固装一抓手支撑板,在抓手支撑板的底面固装气缸驱动的开合抓手。
[0013]
本实用新型的优点和积极效果是:
[0014]
1.本实用新型采用控制柜的编程自动上料,人工劳动强度低,生产效率高,同时生产成本低。
[0015]
2.本实用新型的推料气缸通过推料板将侧板从料盒内推出至滑梯面,并通过导向限位板将侧板导向至竖直状态,操作简单,为后续机械手自动上料提供了的必要条件。
[0016]
3.本实用新型在料盒内安装有缺料报警传感器和缺料暂停传感器,可以有效防止缺料的情况发生,同时降低了废品率。
[0017]
4.本实用新型通过多角度限位,使得预焊件均能精准快速的达到预定位置,有效降低了废品率,同时结构简单,运行成本和维护成本低。
[0018]
5.本实用新型设置有焊接件旋转缸,可以满足一个焊枪双面点焊,既降低了投资成本,又提高了容错率。
[0019]
6.本实用新型采用多个直线驱动,可以自由控制焊枪的高低、伸缩、转动,使焊枪精确抵达焊接部位,适用性强。
附图说明
[0020]
图1为本系统的立体结构图;
[0021]
图2为点焊焊枪摆动装置的立体结构图;
[0022]
图3为点焊夹紧旋转装置的立体结构图;
[0023]
图4为点焊主机的工作过程图;
[0024]
图5为侧板上料装置的立体结构图;
[0025]
图6为侧板上料机械手的立体结构图;
[0026]
图7为u型板上料传输带的立体结构图;
[0027]
图8为u型板上料机械手的立体结构图;
[0028]
图9为u型板与侧板的焊接点位图。
具体实施方式
[0029]
下面通过具体实施例对本实用新型作进一步详述,以下实施例只是描述性的,不是限定性的,不能以此限定本实用新型的保护范围。
[0030]
一种双面点焊系统,包括u型板上料传输带、两个侧板上料装置1、侧板上料机械手2、点焊主机、下料机械手3,所述的点焊主机固装在一操作柜4上,在点焊主机的左右两侧对称固装两侧板上料装置,在两侧板上料装置之间点焊主机的上方通过支架固装侧板上料机械手,在点焊主机的前方安装u型板上料传输带,在u型板上料传输带的末段上方安装u型板上料机械手6,在点焊主机的后方安装成品下料机械手。
[0031]
所述的点焊主机包括点焊夹紧旋转装置7、点焊焊枪摆动装置5,所述的点焊焊枪摆动装置包括支撑板5-1、多个直线驱动、齿轮齿条机构、多个滑块、多个导轨,所述支撑板竖向设置,在支撑板的侧面横向固装第一导轨5-17、在第一导轨上滑动安装第一滑块5-18、第二滑块5-16,在第一滑块的一端通过第一连接块5-12连接第一直线驱动5-20的活塞端,第一直线驱动通过固装在支撑板上的第一固定板5-19固定。在第一滑块的另一端固装第二固定板 5-11,在第二固定板上固装第二直线驱动5-13,第二直线驱动的活塞端连接齿条固定架5-10,齿条固定架的背面与第二滑块固装,在齿条固定架的正面横向固装齿条5-15,在齿条的上方支撑板上固装齿轮5-14,齿轮与齿条啮合连接,在齿轮的正面固装导轨支撑块5-8的背面,在导轨支撑块的正面固装第二导轨5-3,在第二导轨上滑动安装第三滑块5-2,第三滑块的底面与第三直线驱动5-9的活塞端连接,第三滑块的正面固装折板5-7,折板上固装第四直线驱动5-4,在第四之前驱动的活塞端固装焊枪支架5-6,在焊枪支架上固装焊枪5-5。
[0032]
点焊焊枪摆动装置的工作原理为:通过第一、第二、第三直线驱动实现焊枪的三个直线点位的切换,通过齿轮齿条机构实现焊枪高低两个位置的切换。其中齿条做直线移动,驱动齿轮转动。
[0033]
所述的点焊夹紧旋转装置包括旋转缸7-10、支撑平台7-9、两个侧板夹紧缸7-7、整件夹紧缸7-1,在旋转缸的顶部固装支撑平台,支撑平台通过旋转缸驱动旋转,在支撑平台
的顶面中心固装两个侧板夹紧缸,两个侧板夹紧缸镜像对称并排设置,活塞端分别通过连接件固装一侧板支撑架7-13,在侧板支撑架上放置侧板7-3,在两侧板支撑架之间放置u型板7-4,两个侧板在侧板夹紧缸的驱动下从u型板的前后两侧向u型板移动至与u型板贴紧。u型板的底部两端分别通过左右两垫块支撑,在右侧垫块7-8的右侧一体制出挡块7-6,在右侧垫块的前后侧面对称固装两限位块支架7-5,在两限位块支架上对称固装两限位块7-12,在左侧垫块7-11的前后侧面对称安装两限位块支架,在两限位块支架的顶部镜像对称固装两限位块,所述整件夹紧缸固装在左侧垫块的顶面,整件夹紧缸的推块7-2朝向u型板的左侧。
[0034]
所述左侧垫块和右侧垫块的顶面在同一水平面上。
[0035]
所述侧板限位块侧面为斜面结构,左右两限位块可以将侧板限位到指定位置。
[0036]
点焊夹紧旋转装置的工作过程为:首先,整件夹紧缸推动u型板向右侧移动,使u型板紧贴住挡块,然后两个侧板在侧板夹紧缸的驱动下从u型板的前后两侧向u型板移动至与u 型板贴紧,从而完成两个侧板与u型板的夹紧动作。首先焊接一个侧板,焊接完成后,旋转缸旋转180
°
,焊接另一个侧板。
[0037]
所述的侧板上料装置包括底座1-14、推料气缸1-2、料盒1-4,在底座的顶面平行间隔固装高、矮两个支撑柱,在高支撑柱1-15的顶面固装一保护罩1-1,在保护罩内水平安装推料气缸,推料气缸的活塞端连接一水平设置的推料板1-3,在保护罩的一侧竖向固装一料盒,在料盒内堆放侧板1-5,料盒的底部开口,在保护罩靠近料盒的一侧底部制有一缺口,推料板可以从保护罩穿出插入料盒的底部,在矮支撑柱1-13的顶部固装一滑块1-9,在滑块上制有滑梯面,在滑梯面的两侧对称固装两挡板1-10。该滑梯面的高端与料盒底部开口1-8连接,在滑梯面的低端固装一接料块1-12,在接料块的一侧对称安装两导向限位板1-11,使侧板滑下后呈竖直状态。
[0038]
料盒内安装有缺料报警传感器1-6和缺料暂停传感器1-7。缺料报警传感器连接有报警装置,在缺料状态下发出报警。所述缺料暂停传感器与控制柜相连,当缺料暂停传感器触发后,推料气缸暂停推料,直至上料后可恢复。
[0039]
所述转向上料装置设置有急停按钮,当上料装置出现异常情况时,操作人员可紧急停车。
[0040]
使用时,将侧板放至料盒内,推料气缸按照控制柜的编程通过推料板将侧板从料盒内推出至滑梯面,并通过导向限位板将侧板导向至竖直状态,以供后续侧板上料机械手上料。如料盒内未及时补充侧板,当料盒内的侧板高度低于缺料报警传感器时,报警装置发出报警,当侧板高度低于缺料暂停传感器时,转向上料装置停止,直至料盒内补充后才能恢复,当转向上料装置出现异常时,操作人员可按急停按钮停车。
[0041]
所述的侧板上料机械手包括无杆气缸2-1、直线导轨2-6、三轴气缸、手指气缸2-5,所述无杆气缸与直线导轨平行间隔固装在一气缸支撑板2-3上,在直线导轨的滑块2-4与无杆气缸上固装三轴气缸支撑板2-2,在三轴气缸支撑板上固装三轴气缸,三轴气缸的活塞端朝下并通过连接件连接手指气缸。
[0042]
所述的侧板上料机械手为两个,位于同一直线上安装,分别用于转移两个侧板。
[0043]
所述的u型板上料传输带8-4上沿着运动方向依次安装有防错传感器8-3、缺料提醒传感器8-2、缺料暂停传感器8-1。
[0044]
所述的u型板上料机械手与成品下料机械手结构相同,均包括无杆气缸6-5、横移导轨 6-4、升降气缸6-2、升降导轨6-3、气缸驱动的开合抓手6-7,所述无杆气缸与直线导轨平行间隔固装在一支撑板上,在横移导轨的滑块与无杆气缸上固装升降气缸支撑板6-1,在升降气缸支撑板上固装升降气缸及升降导轨,升降气缸的活塞端朝下并通过连接件连接一滑块6-8 的底部,滑块滑动安装在升降导轨上,在滑块的顶部固装一抓手支撑板6-6,在抓手支撑板的底面固装气缸驱动的开合抓手。
[0045]
本系统的目的是将两个侧板焊接在u型板的两端,每个侧板与u型板有三个焊点。工作原理为:u型板通过u型板上料传输带传输,到达传输带末段后,u型板上料机械手将其取走并移动至点焊夹紧旋转装置上;与此同时,两侧板上料装置传送侧板,并通过侧板上料机械手将两侧板移动至点焊夹紧旋转装置上;点焊夹紧旋转装置将u型板与两侧板夹紧后,点焊焊枪摆动装置启动,进行双面、六个点位的焊接,焊接结束后,成品下料机械手将其取走。
[0046]
以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips