
 商标分类
商标分类  商标转让
商标转让 
用于加工液压阀块周边阀芯孔的夹具的制作方法
 2021-01-29 13:01:32|
2021-01-29 13:01:32| 269|
269| 起点商标网
起点商标网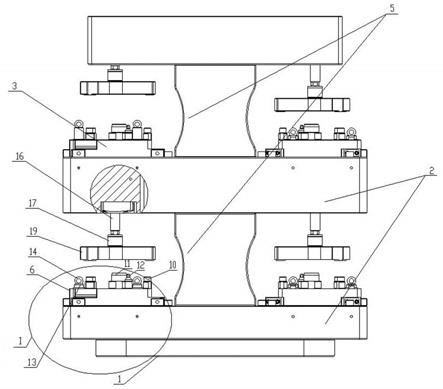
[0001]
本实用新型涉及一种夹具。具体说,是对液压阀块的周边进行精加工时用来对其定位的夹具。
背景技术:
[0002]
在液压阀生产行业都知道,液压阀块是液压系统的关键部件,其外形为长方体,在对其毛坯进行精加工时,需要借助夹具对其进行定位。目前,液压阀块毛坯精加工时采用的定位方法都是传统方法。这种传统定位方法是采用多个杠杆油缸将液压阀块毛坯压紧在工作台上来实现的。虽然采用这种方法可以实现对液压阀块毛坯的定位,但由于杠杆油缸位于被加工液压阀块的四周,加工过程中会对刀具带来干涉,使得刀具的进给动作比较复杂,不仅操作起来比较麻烦,而且生产效率低。另外,由于被加工液压阀块为铸件毛坯,若采用杠杆油缸沿其周边进行压紧,难以控制各个杠杆油缸的压紧力,无法保证加工精度,使得产品质量难以保证。
技术实现要素:
[0003]
本实用新型要解决的问题是提供一种用于加工液压阀块周边阀芯孔的夹具。采用这种夹具来对液压阀块进行定位,不仅容易操作,而且能提高生产效率和产品质量。
[0004]
本实用新型要解决的上述问题由以下技术方案实现:
[0005]
本实用新型的用于加工液压阀块周边阀芯孔的夹具含有底板,其特点是:底板之上有至少两块支撑板,最下方的那个支撑板与底板固定在一起。所述支撑板为长方形,相邻两块支撑板的纵向中心间均连有支座。支座两侧均有夹紧单元。所述夹紧单元由连接在其下方的那个支撑板上面的支撑机构和连接在其上方的那个支撑板下面的压紧机构组成。
[0006]
所述支撑机构含有垫块,垫块的里边和外边均有竖向盲孔,竖向盲孔内有弹性销。弹性销上端伸出在垫块之上并连有与其垂直的托杆。垫块上的两个托杆相平行并与支撑板的长度方向垂直,两个托杆内侧的垫块横向均连有三个支撑销。两个托杆间的垫块上连有用于顶在被加工液压阀块相应通孔内的圆销和菱销。
[0007]
所述压紧机构含有油缸。所述油缸呈竖向布置,其缸体连接在相应支撑机构上方的支撑板上,其活塞杆外端朝下并连有三头压板。
[0008]
本实用新型的进一步改进方案是,所述活塞杆下端有连接头。连接头为近似圆柱状,其上端与活塞杆外端连接在一起,其下端有球形坑,球形坑的坑底中心有上竖向盲孔。所述三头压板的上表面中心有平底坑,平底坑内固定有半球形球头。所述半球形球头的直径与连接头下端的球形坑直径相适配且二者间呈活动配合后,连接头下端四周与三头压板的上表面间留有间隙。
[0009]
半球形球头下面有下竖向盲孔。下竖向盲孔与上竖向盲孔相应,且下竖向盲孔的内径大于上竖向盲孔,使得下竖向盲孔内有轴向台阶。台阶之下的下竖向盲孔内有第二弹簧。
[0010]
下竖向盲孔的坑底上有销孔,所述下竖向盲孔、销孔和上竖向盲孔间有防掉销。防掉销的上端有与其形成为一体的球头,所述球头的直径与上竖向盲孔的直径相适配且大于下竖向盲的孔底上的销孔的直径。所述防掉销上端的球头从三头压板下面依次穿过第二弹簧、下竖向盲孔孔底上的销孔后呈活动状伸入上竖向盲孔内,其下端的销盖借助螺钉与三头压板的下表面上。
[0011]
所述半球形球头由两个球头瓣对接而成;所述两个球头瓣是用半球形球头沿其中心分切而成,其分切面上均有用于上径向槽和下径向槽,上径向槽的槽口口径小于下径向槽的槽口口径,装配时,由两个上径向槽对接后组成所述销孔,由两个下径向槽对接后组成所述下竖向盲孔。
[0012]
由上述方案可以看出,由于底板之上设置有至少两块支撑板,最下方的那个支撑板与底板固定在一起。所述支撑板为长方形,相邻两块支撑板的中心间均连有支座。支座两侧均有夹紧单元。所述夹紧单元由连接在其下方的那个支撑板上面的支撑机构和连接在其上方的那个支撑板下面的压紧机构组成。其中的压紧机构含有油缸。所述油缸呈竖向布置,其缸体连接在相应支撑机构上方的支撑板上,其活塞杆外端朝下并连有三头压板。利用压紧机构中的油缸和三头压板就可将被加工阀块压紧在压紧机构与支撑机构之间,其中的压紧点不在液压阀块的四周,从而避免了加工过程中对刀具带来的干涉。与背景技术相比,整个加工过程不需更换压紧位置。由于加工过程中不需更换压紧位置,不仅操作起来比较容易,而且提高了生产效率。另外,由于利用压紧机构中的油缸和三头压板就可将被加工阀块压紧在压紧机构与支撑机构之间,其中的压紧点不在液压阀块的四周,使得压紧力容易控制,从而确保了加工精度,提高了产品质量。
附图说明
[0013]
图1是本实用新型的用于加工液压阀块周边阀芯孔的夹具示意图;
[0014]
图2是图1的i点放大示意图;
[0015]
图3是图2的俯视图;
[0016]
图4是图1中的压紧机构放大图;
[0017]
图5是图1中的三头压板19放大图;
[0018]
图6是本实用新型的用于加工液压阀块周边阀芯孔的夹具立体示意图。
具体实施方式
[0019]
如图1、图2、图3、图4、图5和图6所示,本实用新型的用于加工液压阀块周边阀芯孔的夹具含有底板1,底板1之上设置有三块支撑板2,最下方的那个支撑板2借助螺栓与所述底板1固定在一起。所述支撑板2为长方形,相邻两块支撑板2的纵向中心之间均连有支座5。支座5两侧均设置有夹紧单元。所述夹紧单元由连接在其下方的那个支撑板2上面的支撑机构和连接在其上方的那个支撑板2下面的压紧机构组成。见图1,加工液压阀块3时,液压阀块3被夹持在支撑机构与压紧机构。
[0020]
其中:
[0021]
所述支撑机构含有垫块6,所述垫块6为长方形板,其宽度与所在支撑板2的宽度相同,其长度小于其一端与支座5之间的间距。垫块6的里边(即邻近支座5的一边)和外边(即
远离支座5的一边)均加工有一个竖向盲孔,竖向盲孔内设置有弹性销。所述弹性销由第一弹簧15和短销13组成,第一弹簧15下端与竖向盲孔的孔底相抵,短销13下端与第一弹簧15上端相抵。短销13上端伸出在垫块6之上并连有与其垂直的托杆14。垫块6上的两个托杆14相平行并与支撑板2的长度方向垂直,两个托杆14内侧的垫块6横向均设置有三个支撑销10。所述三个支撑销10间相平行,它们的下端均固定在垫块6上。两个托杆14间的垫块6上还设置有圆销11和菱销12。所述圆销11和菱销12间相平行,它们的下端固定在垫块6上,它们的上端顶在被加工液压阀块的相应通孔内。
[0022]
所述压紧机构含有油缸16。所述油缸16呈竖向布置,其缸体连接在相应支撑机构上方的那个支撑板2上,其活塞杆外端朝下并连有三头压板19。
[0023]
其中,活塞杆下端设置有连接头17。所述连接头17为近似圆柱状,其上端与活塞杆外端连接在一起,其下端加工有球形坑,球形坑的坑底中心加工有上竖向盲孔171。所述三头压板19的上表面中心加工有平底坑,平底坑内固定有半球形球头18。所述半球形球头18的直径与连接头17下端的球形坑直径相适配且二者间呈活动配合。连接头17下端四周与三头压板19的上表面间留有间隙172。
[0024]
半球形球头18下面加工有下竖向盲孔181。下竖向盲孔181与上竖向盲孔171相应,且下竖向盲孔181的内径大于上竖向盲孔171,从而在下竖向盲孔181内形成周向台阶173。周向台阶173之下的下竖向盲孔181内安装有第二弹簧21。
[0025]
下竖向盲孔181的坑底上加工有销孔,所述下竖向盲孔181、销孔和上竖向盲孔171间设置有防掉销20。所述防掉销20的上端加工有与其形成为一体的球头201,所述球头201的直径与上竖向盲孔171的直径相适配且大于下竖向盲孔181的孔底上的销孔的直径。所述防掉销20上端的球头201从三头压板19下面依次穿过第二弹簧21、下竖向盲孔181孔底上的销孔后呈活动状伸入上竖向盲孔171内,其下端设置有销盖202,该销盖202借助螺钉连接在三头压板19的下表面上。
[0026]
所述半球形球头18由两个球头瓣对接而成。所述两个球头瓣是用半球形球头沿其中心分切而成,其分切面上均加工有上径向槽和下径向槽,上径向槽的槽口口径小于下径向槽的槽口口径,装配时,由两个上径向槽对接后组成所述销孔,由两个下径向槽对接后组成所述下竖向盲孔181。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips