
 商标分类
商标分类  商标转让
商标转让 
一种全自动铁芯翻转出料系统的夹取中间治具机构的制作方法
 2021-01-29 13:01:34|
2021-01-29 13:01:34| 222|
222| 起点商标网
起点商标网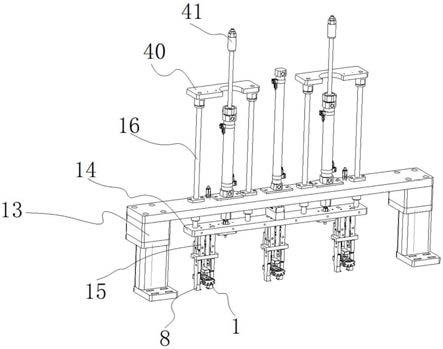
[0001]
本实用新型涉及一种夹取中间治具机构,尤其涉及一种全自动铁芯翻转出料系统的夹取中间治具机构,属于自动化设备。
背景技术:
[0002]
现有技术中的铁芯的装配都是人工装配,装配效率非常的低,同时会影响产品品质。
[0003]
中国专利201620364443.3,公开了一种汽车缓冲块自动组装设备的铁芯进料机构,包括可转动地连接在机架上的转盘及连接在机架上的用于带动转盘转动的传动机构,转盘的边沿处安装有若干个用于放置铁芯的铁芯放置架,汽车缓冲块自动组装设备的铁芯进料机构还包括用于提升铁芯放置架中的铁芯的提升机构,提升机构的上端安装有铁芯暂存机构;本实用新型能够将待装配的铁芯自动送入到汽车缓冲块自动组装设备中,从而能够降低工作人员的劳动强度,提高汽车缓冲块的生产效率,同时还能提高汽车缓冲块装配合格率。这是针对于汽车缓冲块的铁芯进料,但是只针对于比较初级的进料。
技术实现要素:
[0004]
本实用新型主要是解决现有技术中存在的不足,提供一种自动化程度高,结构紧凑度高,有效提升操作效率,对铁芯高效率取料的一种全自动铁芯翻转出料系统的夹取中间治具机构
[0005]
本实用新型的上述技术问题主要是通过下述技术方案得以解决的:
[0006]
一种全自动铁芯翻转出料系统的夹取中间治具机构,包括铁芯,还包括上下位移且抓取铁芯的夹取中间治具夹爪;还包括夹取中间治具架,所述的夹取中间治具架的下方设有可上下位移的夹取中间板,所述的夹取中间板的底部设有若干个夹取中间治具气缸,所述的夹取中间治具气缸控制夹取中间治具夹爪开合,所述的夹取中间板的上部设有沿夹取中间治具架进行上下位移的支撑光轴。
[0007]
夹取中间治具夹爪可完成上下位移且抓取铁芯的动作,本结构,在抓取时,支撑性能非常的出色,同时非常的稳。
[0008]
作为优选,所述的夹取中间治具夹爪中设有与夹取中间治具气缸固定的中间夹爪且中间夹爪与铁芯呈活动式触接,所述的支撑光轴二根为一组,二根支撑光轴的上部通过轴连接平板相连接,所述的夹取中间治具架的上部设有推动支撑光轴沿夹取中间治具架进行位移的夹取推动气缸。
[0009]
作为优选,所述的夹取中间治具架中设有三个呈间隔分布的夹取推动气缸,三个夹取推动气缸分别同时推动夹取中间板的左端、中端和右端。
[0010]
作为优选,所述的夹取中间治具夹爪的数量为三个。
[0011]
夹取中间治具组伸缩气缸下降,夹取中间治具夹爪组夹爪气缸气爪收缩夹取中间治具铁芯,夹取中间治具组伸缩气缸上升,将中间治具铁芯送至中间治具翻转机构夹中间
治具中转组。
[0012]
因此,本实用新型的一种全自动铁芯翻转出料系统的夹取中间治具机构,结构紧凑,提高操作效率,提升产品质量。
附图说明
[0013]
图1是本实用新型的立体结构示意图;
[0014]
图2是图1的正面结构示意图。
具体实施方式
[0015]
下面通过实施例,并结合附图,对本实用新型的技术方案作进一步具体的说明。
[0016]
实施例1:如图所示,一种全自动铁芯翻转出料系统的夹取中间治具机构,包括铁芯1,还包括上下位移且抓取铁芯1的夹取中间治具夹爪8;还包括夹取中间治具架13,所述的夹取中间治具架13的下方设有可上下位移的夹取中间板14,所述的夹取中间板14的底部设有若干个夹取中间治具气缸15,所述的夹取中间治具气缸15控制夹取中间治具夹爪8开合,所述的夹取中间板14的上部设有沿夹取中间治具架13进行上下位移的支撑光轴16。
[0017]
所述的夹取中间治具夹爪8中设有与夹取中间治具气缸15固定的中间夹爪39且中间夹爪39与铁芯1呈活动式触接,所述的支撑光轴16二根为一组,二根支撑光轴16的上部通过轴连接平板40相连接,所述的夹取中间治具架13的上部设有推动支撑光轴16沿夹取中间治具架13进行位移的夹取推动气缸41。
[0018]
所述的夹取中间治具架13中设有三个呈间隔分布的夹取推动气缸41,三个夹取推动气缸41分别同时推动夹取中间板14的左端、中端和右端。
[0019]
所述的夹取中间治具夹爪8的数量为三个。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 气缸

 热门咨询
热门咨询




tips