
 商标分类
商标分类  商标转让
商标转让 
X70级钢焊管焊接生产装置的制作方法
 2021-01-29 13:01:15|
2021-01-29 13:01:15| 283|
283| 起点商标网
起点商标网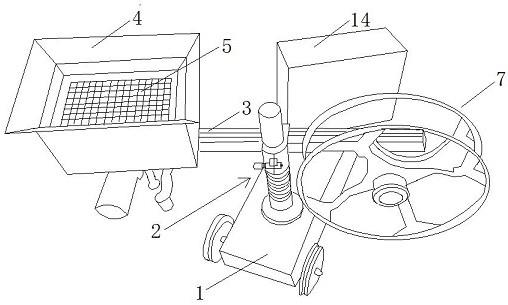
x70级钢焊管焊接生产装置
技术领域
[0001]
本实用新型涉及x70级钢焊管焊接生产装置。
背景技术:
[0002]
x70级钢为管线钢,管线钢是指用于输送石油、天然气等管道所用的一类具有特殊要求的钢种,根据厚度和后续形成等方面的不同,可由热连轧机组、炉卷轧机或中厚板轧机生产,经螺旋焊接或uoe直缝焊接形成大口径钢管。
[0003]
目前的x70级钢焊管一般采用人工焊接的形式,人工焊接劳动强度大,焊接效率低,而且不同焊接人员的焊接技术层次不齐,很难保证焊接出的金属制品的质量的统一;另外焊接过程中所产生的烟尘对焊接人员的人身健康产生了极大的危害。因此,目前急需一种节省人工、提高生产效率、避免焊接烟尘损害工人健康的x70级钢焊管焊接生产装置。
技术实现要素:
[0004]
本实用新型的目的在于克服上述不足,提供一种节省人工、提高生产效率、避免焊接烟尘损害工人健康的x70级钢焊管焊接生产装置。
[0005]
本实用新型的目的是这样实现的:
[0006]
一种x70级钢焊管焊接生产装置,包含有行走支架,所述行走支架上设置有平台,所述平台通过链条机构在行走支架上上下升降;所述行走支架的底部滑动设置于轨道上,行走支架在轨道上前后滑动;所述轨道的左侧上方设置有长度方向与轨道长度方向一致的筒体,所述筒体的底部设置有托辊,筒体在托辊上做自转运动;所述平台上放置有行走小车,所述行走小车上设置有升降机构,所述升降机构上设置有横向的滑杆,所述滑杆的后端设置有料盘,料盘上卷绕有焊带;所述滑杆的前端固定设置有用于通入焊料的下料斗,下料斗的出料口连接有焊料下料管,所述焊料下料管为软管,所述下料斗的出料口设置有阀门;所述滑杆的前端还设置有竖向的手摇丝杆升降机,焊带下料机通过安装块安装于手摇丝杆升降机的丝杆上;所述焊带下料机包含有与安装块连接的连接板,连接板的上方设置有穿梭块,穿梭块中开设有通孔,料盘上释放的焊带穿过穿梭块的通孔;所述连接板的一侧设置有电机,连接板的另一侧设置有主动轮,电机驱动主动轮旋转,所述主动轮旁设置有两个上下排布的从动轮,主动轮和从动轮之间夹持着焊带移动;所述主动轮和从动轮的下方设置有焊带下料管,所述焊带下料管通过固定件固定于连接板上,主动轮和从动轮之间夹持的焊带穿至焊带下料管中,所述焊带下料管与焊料下料管的底部连接有三通管,焊带下料管插置于三通管的一号管口中,焊料下料管插置于三通管的二号管口中,焊料与焊带同时从三通管的三号管口中输出。
[0007]
本实用新型x70级钢焊管焊接生产装置,所述升降机构包含有竖直设置于行走小车上的立柱、套设于立柱底部的弹簧、以及滑动套设于立柱上的锁紧箍套,所述锁紧箍套包含有圆柱滑套、以及连接于圆柱滑套旁的方形滑套,所述圆柱滑套滑动套设于立柱上,圆柱滑套和方形滑套在立柱上上下滑动,圆柱滑套位于弹簧的上方,弹簧始终处于压缩状态并
支撑圆柱滑套;所述圆柱滑套与方形滑套相对立的一侧开设有竖向的缝隙,所述缝隙两侧均设置有凸块,所述凸块中开设有螺丝孔,凸块中旋置有带手柄的紧固螺钉;所述方形滑套中插置有长度方向与立柱垂直的滑杆,所述滑杆在方形滑套中前后滑动。
[0008]
本实用新型x70级钢焊管焊接生产装置,所述圆柱滑套与方形滑套是一体成型的。
[0009]
本实用新型x70级钢焊管焊接生产装置,所述滑杆呈长方体状,滑杆与方形滑套相接触的四个侧面沿滑杆的长度方向均开设有条形槽,方形滑套与滑杆相接处的内壁上均设置有凸条,所述凸条嵌入条形槽中。
[0010]
本实用新型x70级钢焊管焊接生产装置,所述下料斗中设置有过滤杂质的滤网。
[0011]
本实用新型x70级钢焊管焊接生产装置,所述从动轮连接有旋钮。
[0012]
本实用新型x70级钢焊管焊接生产装置,所述滑杆上还设置有驱动行走小车前进、料盘转动的电控柜。
[0013]
本实用新型x70级钢焊管焊接生产装置,所述行走支架包含有两侧的支撑柱以及架设于支撑柱顶部的支撑板;所述链条机构包含多根链条以及设置于支撑板上端的电机,电机驱动链条吊起平台以及放下平台;多根链条对称固定于平台的两侧,链条一端固定于平台上,另一端穿过支撑板连接于电机上。
[0014]
本实用新型x70级钢焊管焊接生产装置,所述平台的后侧设置有清洁刷,所述清洁刷位于行走小车的后方,贴着筒体的外壁。
[0015]
本实用新型x70级钢焊管焊接生产装置具有以下优点:
[0016]
本实用新型x70级钢焊管焊接生产装置中设置了在行走支架上升降的平台,平台通过链条机构调节高度,以适应筒体的外径,行走支架在轨道上移动,带动平台上的行走小车在筒体上方移动,行走小车对筒体需要焊接的地方进行焊接,实现了自动化焊接,节省人工,避免烟尘损害工人健康;另外行走小车上设置了立柱,立柱上设置了滑杆,滑杆上设置了卷绕有焊带的料盘、焊带下料机和焊料下料机,焊带下料机中的焊带和焊料下料机中的焊料通过三通管同输出至需要焊接的钢管上,小车移动进行焊接,实现了焊带的自动上料;滑杆滑动设置于立柱上,可在立柱上升降调节高度,以适应需要焊接的钢管的高度;滑杆在立柱上的固定点可前后调节,带动滑杆端部的焊带下料机和焊料下料机前后移动,以适应需要焊接的钢管的距离。
附图说明
[0017]
图1为本实用新型x70级钢焊管焊接生产装置的结构示意图。
[0018]
图2为图1中行走小车的结构示意图。
[0019]
图3为图1中行走小车的焊带下料机和焊料下料机的结构示意图。
[0020]
图4为图1中行走小车的焊带下料机的放大示意图。
[0021]
图5为图2中升降机构的结构示意图。
[0022]
图6为图5中锁紧箍套的剖视图。
[0023]
图7为图2中滑杆的侧视图。
[0024]
图中;行走小车1、升降机构2、立柱2.1、弹簧2.2、锁紧箍套2.3、锁扣2.4、圆柱滑套2.5、方形滑套2.6、凸条2.7、凸块2.8、滑杆3、条形槽3.1、下料斗4、滤网5、焊料下料管6、料盘7、焊带8、焊带下料机9、连接板9.1、一号电机9.2、主动轮9.3、从动轮9.4、穿梭块9.5、旋
钮9.6、焊带下料管10、手摇丝杆升降机11、丝杆11.1、手轮11.2、三通管12、一号管口12.1、二号管口12.2、三号管口12.3、安装块13、电控柜14、平台15、行走支架16、支撑柱16.1、支撑板 16.2、链条机构17、链条17.1、电机17.2、轨道18、筒体19、清洁刷 20。
具体实施方式
[0025]
参见图1至图7,本实用新型涉及一种x70级钢焊管焊接生产装置,包含有行走支架16,所述行走支架16上设置有平台15,所述平台15 通过链条机构17在行走支架16上上下升降;所述行走支架16包含有两侧的支撑柱16.1以及架设于支撑柱16.1顶部的支撑板16.2;所述链条机构17包含多根链条17.1以及设置于支撑板16.2上端的电机17.2,电机17.2驱动链条17.1吊起平台15以及放下平台15;多根链条17.1 对称固定于平台15的两侧,链条17.1一端固定于平台15上,另一端穿过支撑板16.2连接于电机17.2上。
[0026]
所述行走支架16的底部滑动设置于轨道18上,行走支架16在轨道18上前后滑动;所述轨道18的左侧上方设置有长度方向与轨道18 长度方向一致的筒体19,所述筒体19的底部设置有托辊,筒体19在托辊上做自转运动。
[0027]
所述平台15上放置有焊接钢管的行走小车1,所述行走小车1上设置有升降机构2,所述升降机构2包含有竖直设置于行走小车1上的立柱2.1、套设于立柱2.1底部的弹簧2.2、以及滑动套设于立柱2.1上的锁紧箍套2.3,所述锁紧箍套2.3包含有圆柱滑套2.5、以及连接于圆柱滑套2.5旁的方形滑套2.6,所述圆柱滑套2.5与方形滑套2.6是一体成型的;所述圆柱滑套2.5滑动套设于立柱2.1上,圆柱滑套2.5和方形滑套2.6在立柱2.1上上下滑动,圆柱滑套2.5位于弹簧2.2的上方,弹簧2.2始终处于压缩状态并支撑圆柱滑套2.5;所述圆柱滑套2.5 与方形滑套2.6相对立的一侧开设有竖向的缝隙,所述缝隙两侧均设置有凸块2.8,所述凸块2.8中开设有螺丝孔,凸块2.8中旋置有带手柄的紧固螺钉2.4,当圆柱滑套2.5在立柱2.1调节至合适的高度,旋转紧固螺钉2.4将圆柱滑套2.5锁紧于立柱2.1上;所述方形滑套2.6中插置有长度方向与立柱2.1垂直的滑杆3,所述滑杆3在方形滑套2.6 中前后滑动,所述滑杆3呈长方体状,滑杆3与方形滑套2.6相接触的四个侧面沿滑杆3的长度方向均开设有条形槽3.1,方形滑套2.6与滑杆3相接处的内壁上均设置有凸条2.7,所述凸条2.7嵌入条形槽3.1 中,防止行走小车1在行驶时滑杆3在方形滑套2.6中的位置偏移。
[0028]
所述滑杆3的后端设置有料盘7,料盘7上卷绕有焊带8;所述滑杆3的前端固定设置有用于通入焊料的下料斗4,所述下料斗4中设置有过滤杂质的滤网5,下料斗4的出料口连接有焊料下料管6,所述焊料下料管6为可塑形的软管,所述下料斗4的出料口设置有阀门;所述滑杆3的前端还设置有竖向的手摇丝杆升降机11,焊带下料机9通过安装块13安装于手摇丝杆升降机11的丝杆11.1上,旋转手轮11.2,丝杆11.1带动焊带下料机9上下移动,对焊带下料机9的高度进行微调;所述焊带下料机9包含有与安装块13连接的连接板9.1,连接板 9.1的上方设置有穿梭块9.5,穿梭块9.5中开设有通孔,料盘7上释放的焊带8穿过穿梭块9.5的通孔;所述连接板9.1的一侧设置有一号电机9.2,连接板9.1的另一侧设置有主动轮9.3,一号电机9.2驱动主动轮9.3旋转,所述主动轮9.3旁设置有两个上下排布的从动轮9.4,主动轮9.3和从动轮9.4之间夹持着焊带8,焊带8从穿梭块9.5的通孔中穿出后伸至主动轮9.3和从动轮9.4之间,主动轮9.3和从动轮9.4 的滚动摩擦使得焊带8向下移动;所述从动轮9.4连接有旋钮9.6,旋转旋钮9.6控制从动轮9.4左右移动,调整从动轮9.4与主动轮
9.3之间的间距以适应不同规格的焊带8;所述主动轮9.3和从动轮9.4的下方设置有焊带下料管10,所述焊带下料管10通过固定件固定于连接板 9.1上,主动轮9.3和从动轮9.4之间夹持的焊带8穿至焊带下料管10 中,所述焊带下料管10与焊料下料管6的底部连接有三通管12,焊带下料管10插置于三通管12的一号管口12.1中,焊料下料管6插置于三通管12的二号管口12.2中,焊带8从焊带下料管10中伸入至三通管12的一号管口12.1中,最后从三通管12的三号管口12.3中穿出,焊料从三通管12的二号管口12.2下落至三通管12的三号管口12.3,焊料与焊带8同时从三通管12的三号管口12.3中输出。
[0029]
所述滑杆3上还设置有驱动行走小车1前进、料盘7转动的电控柜14。
[0030]
所述平台15的后侧设置有清洁刷20,所述清洁刷20位于行走小车1的后方,贴着筒体19的外壁;所述清洁刷20用于清洁筒体19的外壁,使得焊接质量更好。
[0031]
链条机构17根据筒体19的外径将平台15调节至合适的高度,行走支架16带动平台15在轨道18上移动,焊接前,平台15后侧的清洁刷20对旋转着的筒体19的外壁进行清洁,同时行走小车1对旋转着的筒体19进行焊接。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips