
 商标分类
商标分类  商标转让
商标转让 
一种适用于多规格板材的定位机构的制作方法
 2021-01-29 13:01:46|
2021-01-29 13:01:46| 244|
244| 起点商标网
起点商标网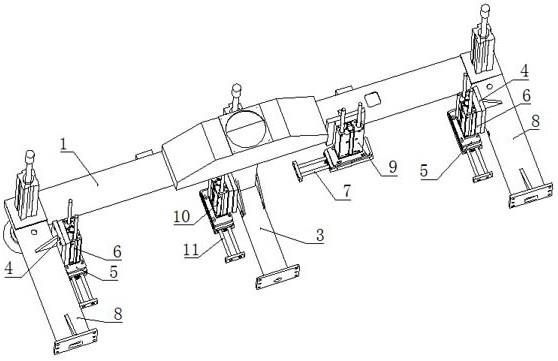
[0001]
本实用新型涉及数控机床领域,尤其涉及一种适用于多规格板材的定位机构。
背景技术:
[0002]
目前市场上通行的板材尺寸种类较多,而目前的开料机普遍只能加工某种标准尺寸的板材,对于其他尺寸板材无法加工,这在一定程度上影响生产效率,要想加工其他尺寸板材还需配备其余设备,增加生产成本。
技术实现要素:
[0003]
本实用新型公开一种适用于多规格板材的定位机构,该机构可以满足不同尺寸板材的上料要求。
[0004]
一种适用于多规格板材的定位机构,包括支架,所述支架为横置的“e”字形,所述支架包括横架和竖架,多个竖架平行设置于横架一侧,位于横架两端的边位竖架在其内侧均滑动连接连接有第一平推气缸,两边位竖架之间的中间竖架的其中一侧滑动连接有第二平推气缸,所述横架上在与竖架连接的一侧滑动连接有侧推气缸。
[0005]
优选的,所述两侧的竖架均连接有支板,每个支板均安装有第一竖直气缸,第一竖直气缸与第一平推气缸连接。
[0006]
优选的,所述支板靠近竖架的一侧设置有加强筋板。
[0007]
优选的,所述中间竖架的其中一侧连接有第二竖直气缸,第二竖直气缸与第二平推气缸连接。
[0008]
优选的,所述横架连接有第三竖直气缸,第三竖直气缸与侧推气缸连接。
[0009]
优选的,所述横架上均匀安装有多个吸料盘。
[0010]
优选的,所述竖架远离横架的一端设置有用于与横梁连接的转接板。
[0011]
本实用新型的有益效果:
[0012]
1、本实用新型通过在e字形支架上安装可上下移动的平推气缸和侧推气缸,实现了对多种规格板材的推料定位,增强开料机的通用性,节省设备的生产投入。
[0013]
2、多个气缸集中安装到支架上再通过支架与横梁连接,定位机构单独作为一个部件,方便装配维修。
附图说明
[0014]
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0015]
图1是本实用新型定位机构整体结构图;
[0016]
图2是定位机构与横梁连接图;
[0017]
图3是定位机构与开料机连接的整体布局图;
[0018]
图中:1、横架,3、中间竖架,4、支板,5、第一平推气缸,6、第一竖直气缸,7、侧推气缸,8、边位竖架,9、第三竖直气缸,10、第二竖直气缸,11、第二平推气缸,12、横梁,13、前定位气缸,14、侧定位气缸。
具体实施方式
[0019]
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
[0020]
在本实用新型的描述中,需要理解的是,术语“内”、“外”、“左”、“右”指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
[0021]
本实用新型公开一种如图1-3所示的适用于多规格板材的定位机构,支架为横置的“e”字形,包括横架1和竖架,横架的两端各焊接一个边位竖架8;两边位竖架之间与横架焊接中间竖架8,所有竖架相互之间平行设置,竖架远离横架的一端焊接有转接板,转接板通过螺钉安装在横梁12的后侧。支架上有三处竖直焊接的支板4做为气缸安装板的固定面,支板后面焊接有三角形加强筋板,其中两处支板位于边位竖架的内侧,该支板用于安装第一竖直气缸6,第一竖直气缸下方执行端连接第一平推气缸5,一处加宽的支板位于中间竖架的其中一侧,该支板用于安装第二竖直气缸10,第二竖直气缸下方执行端连接第二平推气缸11,第一平推气缸与第二平推气缸的运动方向相同。
[0022]
横架的前方连接另一支板,该支板连接有第三竖直气缸9,第三竖直气缸的下方执行端连接侧推气缸7,侧推气缸的运动方向与平推气缸的运动方向垂直设置。
[0023]
横架上均匀安装三个抓料气缸,每个抓料气缸的下部执行端均连接一个吸盘。
[0024]
其中竖直气缸均为mgpm25
×
175三轴气缸,侧推气缸和平推气缸均为tda25
×
100双轴气缸。
[0025]
本实用新型能实现不同尺寸板材的推料功能,以标准4-8尺板材(1220mm
×
2440mm)为例说明本结构对不同尺寸板材的推料过程。
[0026]
1、抓料气缸驱动吸盘将板材托至工作台台面的相应位置;
[0027]
2、横梁后移至第一平推气缸5和第二平推气缸11的顶板位于板材后侧50mm左右;
[0028]
3、第一竖直气缸6和第二竖直气缸10推出,横梁前移,推动板材至板材前端与前定位气缸13约80mm处;
[0029]
4、第一平推气缸5和第二平推气缸11推出,推动板材,板材前端与前定位气缸13接触,第一平推气缸5和第二平推气缸11收回,第一竖直气缸6和第二竖直气缸10收回;
[0030]
5、床身侧面立柱上安装的侧定位14气缸推出,将板材向工作台中间位置推动,侧定位14气缸收回,床身左侧定位铝型材升起,对板材进行侧向限位;
[0031]
6、横梁前移至侧推气缸7位于板材中间位置;
[0032]
7、第三竖直气缸9推出,侧推气缸7推出,将板材推到与铝型材接触的位置,侧推气
缸7收回,第三竖直气缸9收回;
[0033]
8、床身左侧定位铝型材降落,完成推料过程。
[0034]
对所公开的实施例的上述说明,使本领域专业技术人员能够实现或使用本申请。对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本申请的精神或范围的情况下,在其它实施例中实现。因此,本申请将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 气缸

 热门咨询
热门咨询




tips