
 商标分类
商标分类  商标转让
商标转让 
用于差速器壳体上安装齿圈的压装工装的制作方法
 2021-01-29 13:01:33|
2021-01-29 13:01:33| 283|
283| 起点商标网
起点商标网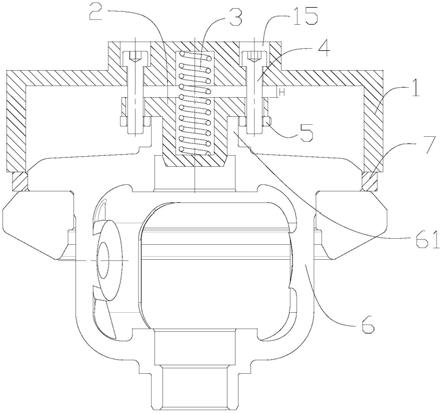
[0001]
本实用新型涉及汽车加工技术领域,尤其涉及一种用于差速器壳体上安装齿圈的压装工装。
背景技术:
[0002]
如图1所示,差速器总成包括差速器壳体6,差速器壳体6的上方设置有圆柱形的差壳上轴颈61,差速器壳体6的下方设置有圆柱形的差壳下轴颈62,差壳上轴颈61中间设置有轴颈内孔63。目前,有些汽车的差速器总成需要在差速器壳体6盘部边缘压入齿圈7,而齿圈7通过人工采用锤子之类工具慢慢压入装配,这种压装方式人工劳动强度大,压装效率低下,不利于大规模进行压装。
技术实现要素:
[0003]
本实用新型解决的技术问题是提供一种人工劳动强度低、压装效率高的差速器壳体上安装齿圈的压装工装。
[0004]
本实用新型解决其技术问题所采用的技术方案是:用于差速器壳体上安装齿圈的压装工装,包括上压盘、下定位座、弹性件,上压盘包括顶盘以及设置在顶盘四周的压盘部,压盘部连接设置在顶盘的下方,下定位座包括定位柱,弹性件的上端与顶盘相连接,弹性件的下端与定位柱相连接,在弹性件的作用下,顶盘设置在定位柱的上方,且顶盘与定位柱在上下方向存在一定距离h。
[0005]
进一步的是,顶盘的截面形状为圆形,压盘部为中空的圆柱形结构。
[0006]
进一步的是,定位柱的形状为圆柱形。
[0007]
进一步的是,顶盘上设置有向上凸起的按压台,按压台位于顶盘的正中间。
[0008]
进一步的是,顶盘中设置有第一限位凹槽,第一限位凹槽位于顶盘的正中间,定位柱中设置有第二限位凹槽,第二限位凹槽位于定位柱的正中间,弹性件的上端与第一限位凹槽的顶面相连接,弹性件的下端与第二限位凹槽的底面相连接。
[0009]
进一步的是,弹性件为弹簧。
[0010]
进一步的是,还包括调整限位螺钉、紧固螺帽,定位柱四周的设置有连接板,连接板上设置有第二过孔,顶盘上设置有第一过孔,第一过孔包括上方的螺帽部和下方的螺杆部,螺帽部的内径大于螺杆部的内径,螺杆部的内径大于调整限位螺钉的外径,调整限位螺钉的螺帽的外径大于其螺杆的外径,紧固螺帽与调整限位螺钉相连接将上压盘与连接板连接在一起,且调整限位螺钉的螺帽位于螺帽部中,调整限位螺钉的螺杆依次穿过第一过孔、第二过孔设置。
[0011]
进一步的是,第二过孔为螺纹孔,第二过孔与调整限位螺钉相匹配连接在一起。
[0012]
本实用新型的有益效果是:本实用新型用于差速器壳体上安装齿圈的压装工装,包括上压盘、下定位座、弹性件,采用该压装工装将齿圈安装在差速器壳体上时,首先将差速器壳体的差壳下轴颈放置在油压机工作台的底座上,使差速器壳体处于直立状态;然后
再将齿圈放置在差速器壳体盘部边缘处;再然后将压装工装的定位柱放置在差壳上轴颈的轴颈内孔中,并使顶盘位于油压机压头的正下方,压盘部位于齿圈的正上方,轴颈内孔起支撑、定位作用;最后油压机工作,油压机压头向下移动作用于顶盘,使顶盘带动压盘部向下移动,压盘部作用于齿圈表面并给齿圈一个向下作用下,使齿圈向下移动距离h即表示齿圈安装到位,再控制油压机压头向上移动回位,上压盘在弹性件的作用下也向上移动回位,只需将差速器壳体取下就能完成差速器壳体上安装齿圈的工作。可见,采用该压装工装能够降低人工的劳动强度,并且压装效率得到显著提高,安装精度也得到一定提高,利于大规模进行使用。
附图说明
[0013]
图1是差速器总成的结构示意图;
[0014]
图2是本实用新型压装工装处于压装状态下的示意图;
[0015]
图3是上压盘的结构示意图;
[0016]
图4是下定位座的结构示意图;
[0017]
标记为:上压盘1、顶盘11、压盘部12、按压台13、第一限位凹槽14、第一过孔15、螺帽部16、螺杆部17、下定位座2、定位柱21、第二限位凹槽22、连接板23、第二过孔24、弹性件3、调整限位螺钉4、紧固螺帽5、差速器壳体6、差壳上轴颈61、差壳下轴颈62、轴颈内孔63、齿圈7。
具体实施方式
[0018]
下面结合附图和具体实施方式对本实用新型进一步说明。
[0019]
如图1、图2、图3、图4所示,本实用新型用于差速器壳体上安装齿圈的压装工装,包括上压盘1、下定位座2、弹性件3,上压盘1包括顶盘11以及设置在顶盘11四周的压盘部12,压盘部12连接设置在顶盘11的下方,下定位座2包括定位柱21,弹性件3的上端与顶盘11相连接,弹性件3的下端与定位柱21相连接,在弹性件3的作用下,顶盘11设置在定位柱21的上方,且顶盘11与定位柱21在上下方向存在一定距离h。
[0020]
采用该压装工装将齿圈7安装在差速器壳体6上时,首先将差速器壳体6的差壳下轴颈61放置在油压机工作台的底座上,使差速器壳体6处于直立状态;然后再将齿圈7放置在差速器壳体6盘部边缘处;再然后将压装工装的定位柱21放置在差壳上轴颈62的轴颈内孔63中,并使顶盘11位于油压机压头的正下方,压盘部12位于齿圈7的正上方,轴颈内孔63起支撑、定位作用;最后油压机工作,油压机压头向下移动作用于顶盘11,使顶盘11带动压盘部12向下移动,压盘部12作用于齿圈7表面并给齿圈7一个向下作用下,使齿圈7向下移动距离h即表示齿圈7安装到位,再控制油压机压头向上移动回位,上压盘1在弹性件3的作用下也向上移动回位,只需将差速器壳体6取下就能完成差速器壳体6上安装齿圈7的工作。可见,采用该压装工装能够降低人工的劳动强度,并且压装效率得到显著提高,安装精度也得到一定提高,利于大规模进行使用。
[0021]
具体的,由于齿圈7为圆柱形形状,所以压盘部12优选为中空的圆柱形结构,并且压盘部12截面圆直径与齿圈7截面圆直径相等,压盘部12作用于齿圈7表面时,保证齿圈7受力均匀性。同理,顶盘11的截面形状也优选为圆形。由于轴颈内孔63的形状也为圆柱形,为
了保证轴颈内孔63的支撑、定位效果,定位柱21的形状优选为圆柱形,定位柱21的外径略小于轴颈内孔63的内径。
[0022]
为了便于油压机压头向下移动作用于顶盘11,降低对顶盘11的磨损,顶盘11上设置有向上凸起的按压台13,按压台13位于顶盘11的正中间,使用时,油压机压头向下移动作用于按压台13。
[0023]
弹性件3其支撑、回位的作用,弹性件3优选为弹簧。在弹性件3的作用下,顶盘11设置在定位柱21的上方,且顶盘11与定位柱21在上下方向存在一定距离h,距离h最好与压装前齿圈7放置在差速器壳体6盘部边缘处的位置与压装后齿圈7放置在差速器壳体6盘部边缘处之间的距离相等,这样设置当顶盘11与定位柱21相接触时即表示齿圈7压装到位,油压机压头不再向下移动,方便操作人员进行操作。为了降低弹性件3在使用过程中出现偏移的可能性,在顶盘11中设置有第一限位凹槽14,第一限位凹槽14位于顶盘11的正中间,定位柱21中设置有第二限位凹槽22,第二限位凹槽22位于定位柱21的正中间,弹性件3的上端与第一限位凹槽14的顶面相连接,弹性件3的下端与第二限位凹槽22的底面相连接。第一限位凹槽14、第二限位凹槽22对弹性件3进行限位。
[0024]
为了降低在压装过程中上压盘1出现摆动的可能性,再如图2、图3、图4所示,本实用新型还设置有调整限位螺钉4、紧固螺帽5,定位柱21四周的设置有连接板23,连接板23上设置有第二过孔24,顶盘11上设置有第一过孔15,第一过孔15包括上方的螺帽部16和下方的螺杆部17,螺帽部16的内径大于螺杆部17的内径,螺杆部17的内径略大于调整限位螺钉4的外径,最好大6-8mm,调整限位螺钉4的螺帽的外径大于其螺杆的外径,紧固螺帽5与调整限位螺钉4相连接将上压盘1与连接板23连接在一起,且调整限位螺钉4的螺帽位于螺帽部16中,调整限位螺钉4的螺杆依次穿过第一过孔15、第二过孔24设置。调整限位螺钉4一是起连接作用,二是与第二过孔24、第一过孔15一起对上压盘1限位作用,降低上压盘1出现摆动的可能性,三是与紧固螺帽5一起实现对顶盘11与定位柱21在上下方向距离的调整,更加便于使用。为了更进一步提高调整限位螺钉4与下定位座2的连接牢固性,第二过孔24为螺纹孔,第二过孔24与调整限位螺钉4相匹配连接在一起。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips