
 商标分类
商标分类  商标转让
商标转让 
一种汽车扰流板柔性焊接台的制作方法
 2021-01-29 13:01:53|
2021-01-29 13:01:53| 185|
185| 起点商标网
起点商标网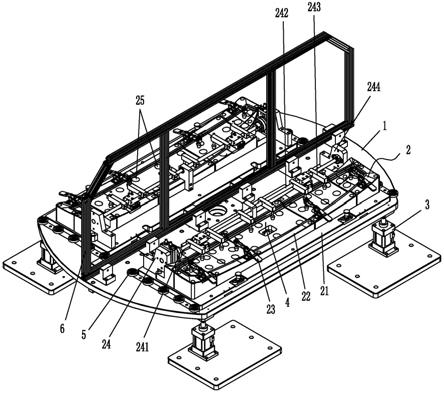
[0001]
本实用新型涉及一种焊接工作台,特别涉及一种汽车扰流板柔性焊接台。
背景技术:
[0002]
汽车扰流板的作用主要有两个,一是使轿车外形增添了动感;二是有效地减少了车辆在高速行驶时产生的空气阻力,既节省了燃料,同时也提高了车辆行驶的稳定性。汽车扰流板的制作过程需要将内板和外板焊接在一起,焊接时外板放置在与其外形相应的仿形胎模上,再将内板放置到外板上固定好后进行焊接工作。
[0003]
现有的汽车扰流板焊接工作一般是采用焊接一体机完成,即在工作台上固定有胎模,胎模上方设置有多个固定式焊枪,这种焊接一体机存在以下不足之处:1、一个工作台只有一个工作区,即工作台上仅安装有一个胎模,焊接完成后需要将工件取下后,工人才能将下一个焊接件装上进行下一轮焊接工作,焊接工作不能连续进行,工作效率较低;2、胎模是固定在工作台上,不能更换,一种胎模仅是对应一种型号的产品,即一个焊接一体机仅能焊接一种规格的产品,通用性低,故需要配置多个焊接一体机来生产不同规格的产品,设备成本高。
技术实现要素:
[0004]
本实用新型要解决的技术问题是:提供一种汽车扰流板柔性焊接台,采用该焊接台能够在焊接操作进行时同时完成工件的放置和取出操作,节约了操作时间,有效地提高了生产效率;还能够更换胎膜组件,通用性强,生产成本少;克服了上述现有技术中存在的不足之处。
[0005]
解决上述技术问题的技术方案是:一种汽车扰流板柔性焊接台,包括底板、旋转电机、支撑电机和胎模组件,所述底板上设置为左工作区和右工作区,左工作区和右工作区上分别安装有胎模组件,所述胎模组件包括底座和安装在底座上的仿形胎模,所述仿形胎模一侧边缘间隔设置有多个手动夹,仿形胎模另一侧的底座上设置有电动夹组件,所述电动夹组件包括翻转电机、与电机连接的转轴和间隔安装在转轴上的多个定位夹,所述翻转电机安装在底座上,转轴通过支撑块支撑在底座上,胎模组件的底座通过可拆卸方式安装在底板上,底座的两端还设置有定位滑轮组,所述底板与胎模组件的底座之间还设置有胎模顶升机构,所述旋转电机位于底板下方并与底板中部连接,所述支撑电机至少设置有四个,分别位于底板的边缘下方,支撑电机未伸长时与底板不接触,所述的胎模组件至少设置有两组,每组有两个相同的胎模组件,不同组胎模组件的仿形胎模形状或/和尺寸不同。
[0006]
所述胎模顶升机构包括顶升电机、安装板、连接杆、连接板和安装在连接板上的多个滚轮,所述顶升电机安装在安装板上,安装板通过连接杆安装在底板下方,连接板位于安装板与底板之间并与电机连接,底板上开有安装孔,顶升电机未顶升时,滚轮位于底板的安装孔内,安装孔上方的胎模组件的底座底面连接有便于滑动的光滑钢板。
[0007]
底板的左工作区和右工作区之间设置有隔离网,所述隔离网包括外框和连接在外
框内的网面构成。
[0008]
所述胎模组件的仿形胎模上的焊接位置处设置有散热铜片。
[0009]
所述胎模组件的仿形胎模是由多块分离的仿形块构成。
[0010]
由于采用上述技术方案,本实用新型具有以下有益效果:
[0011]
1、本实用新型设置有两种工作区,一个工作区在进行焊接工作时,另一个工作区可以进行拆装焊接件的工作,即能够在焊接操作进行时同时完成工件的放置和取出操作,当一个工作区的焊接工作完成时,通过旋转底板就可以将另一个已经安装好焊接件的工作区旋转到焊接设备处继续进行焊接工作,节约了操作时间,有效地提高了生产效率。
[0012]
2、本实用新型可以配套多种规格不同的胎模组件,可以根据生产的汽车扰流板规格更换胎模组件,对于不同的产品,在尺寸符合要求的情况下,只需要配置新的两个胎模组件即可,通用性强,能够降低生产成本。且本实用新型结构设计合理,胎模组件更换容易。
[0013]
下面,结合附图和实施例对本实用新型之一种汽车扰流板柔性焊接台的技术特征作进一步的说明。
附图说明
[0014]
图1:本实用新型之一种汽车扰流板柔性焊接台立体图之一(省略隔离网的网面)。
[0015]
图2:本实用新型之一种汽车扰流板柔性焊接台立体图之二(省略隔离网的网面)。
[0016]
图3:图2的a部放大图。
[0017]
图4:本实用新型之一种汽车扰流板柔性焊接台俯视图。
[0018]
图5:本实用新型之一种汽车扰流板柔性焊接台仰视图。
[0019]
图6:本实用新型之一种汽车扰流板柔性焊接台主视图(省略隔离网的网面)。
具体实施方式
[0020]
实施例1:一种汽车扰流板柔性焊接台,如图1-图6所示,包括底板1、旋转电机8、支撑电机3和胎模组件2,所述底板1上设置为左工作区和右工作区,左工作区和右工作区上分别安装有胎模组件2,所述胎模组件2包括底座21和安装在底座上的仿形胎模22,所述仿形胎模一侧边缘间隔设置有多个手动夹23,仿形胎模另一侧的底座上设置有电动夹组件24,所述电动夹组件24包括翻转电机241、与电机连接的转轴242和间隔安装在转轴上的多个定位夹243,所述翻转电机241安装在底座21上,转轴通过支撑块244支撑在底座上,所述胎模组件的仿形胎模上的焊接位置处设置有散热铜片25,胎模组件的底座21通过可拆卸方式(例如螺栓)安装在底板1上,底座的两端还设置有定位滑轮组5,在更换胎模组件时,用于对胎模组件的底座进行定位。所述底板与胎模组件的底座之间还设置有胎模顶升机构7,所述旋转电机8位于底板下方并与底板中部连接,所述支撑电机3至少设置有四个,分别位于底板的边缘下方,支撑电机的伸缩轴顶端连接有支撑垫9,支撑电机未伸长时支撑垫9与底板1不接触(在旋转电机运转前和设备停机两个时间段,控制支撑垫9不与底板接触),所述的胎模组件至少设置有两组,每组有两个相同的胎模组件,不同组胎模组件的仿形胎模形状或/和尺寸不同(例如生产甲产品,需要a1、b1两个相同的胎模组件,两个胎模形状尺寸一致;生产乙产品,需要a2、b2两个相同的胎模,两个胎模形状尺寸一致;a1/b1胎模组件和a2/b2胎模组件形状或/和尺寸不同)。根据需要焊接的汽车扰流板的规格型号,选择合适的胎模组
件安装在底板上。配套胎模组件的数量根据生产需要确定。
[0021]
本实施例中,每个胎膜组件下方设置有2个胎模顶升机构7,所述胎模顶升机构7包括顶升电机71、安装板72、连接杆73、连接板74和安装在连接板上的多个滚轮75,所述顶升电机71安装在安装板72上,安装板通过连接杆73安装在底板1下方,连接板位于安装板与底板之间并与电机连接,底板上开有安装孔,顶升电机未顶升时,滚轮75位于底板的安装孔内,安装孔上方的胎模组件的底座底面连接有便于滑动的光滑钢板10,设置光滑钢板的目的,一方面是为了增加光滑度便于胎模组件的更换,另一方面是为了增加胎模组件的耐磨性。当需要更换胎模组件时,先将连接底板与胎模组件底座的螺栓松开,然后启动顶升电机伸长,使连接板带动滚轮向上升并顶起胎模组件,这样就可以轻松的将胎模组件滑出底板,再将需要更换的另一种胎模组件安装到底板上即可。作为一种变换,所述胎模顶升机构还可以采用其他合适的结构形式。
[0022]
本实施例中,底板的左工作区和右工作区之间设置有隔离网6,所述隔离网包括外框和连接在外框内的网面构成。作为一种变换,可以不设置隔离网,或是采用其他等同的部件替代隔离网。
[0023]
本实施例中,所述胎模组件的仿形胎模是由多块分离的仿形块构成。作为一种变换,所述仿形胎模还可以一体成型。
[0024]
本实施例中,所述胎模组件的仿形胎模中部还开有凹槽,凹槽内放置有用于检测是否有工件放入仿形胎模的传感器4。当传感器检测到有工件时,可将信号发送到控制系统,启动电动夹组件夹紧工件。传感器的设备是一种安全措施,避免在无工件的状态下,设备仍然启动并进行焊接,造成焊接设备和胎模组件损坏。作为一种变换,也可以不设置传感器,人工控制电动夹组件。
[0025]
工作过程:本实用新型与焊接机器人配合工作。先启动支撑电机伸长,使支撑垫9与底板接触支撑底板,从而保持底板的水平,保证焊点的深度和位置的统一性;然后将汽车扰流板的外板放置到仿形胎模中,再将汽车扰流板的内板放置至外板上,手动将手动夹压下压紧内板,然后启动电动夹组件的翻转电机,翻转电机转动,通过转轴带动定位夹翻转,使定位夹压紧内板,最后启动焊接机器人进行焊接工作。在焊接工作进行时,另一个工作区上可以进行安装工件并夹紧的操作。当焊接完成时,支撑电机收回使支撑垫与底板不接触,启动旋转电机带动底板旋转180
°
,将已经安装好工件的工作区旋转至焊接机器人处进行焊接工作,另一工作区同时进行拆件和装件的工作,如此循环。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips