
 商标分类
商标分类  商标转让
商标转让 
一种锡线定量的焊接装置的制作方法
 2021-01-29 12:01:21|
2021-01-29 12:01:21| 325|
325| 起点商标网
起点商标网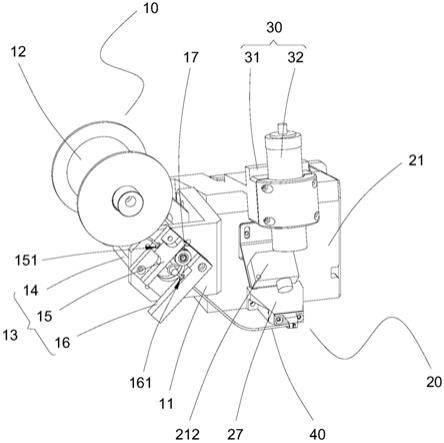
[0001]
本实用新型涉及焊接装置,具体公开了一种锡线定量的焊接装置。
背景技术:
[0002]
焊接,也称作熔接,是一种以加热、高温或者高压的方式使同性或异性两工件产生原子间结合的加工工艺和联接方式。电子产品组装连接中常使用钎焊原理进行焊接,即母材不熔化,靠填充材料加热熔化,填充材料对母材产生润湿力(表面张力)去填充间隙,并与母材发生反应而获得冶金结合的焊接接头,达到连接组组装目的。
[0003]
现有电子产品焊接技术中,通常采用连续供锡线的焊接装置,锡线本体在送锡器的驱动下被送向焊接工位,再通过位于焊接工位处的焊接组件对该处的锡线本体进行熔化实现焊接,焊接组件可以为电烙铁或连接有激光发生器的激光聚焦透镜。由于焊接组件是作用于连续的锡线本体上的,受各种因素影响,每次对锡线本体的实际熔化长度不一致,容易造成焊点大小不一致,焊接精度低,焊点质量差,影响加工所获电子产品的性能,特别是对于精度要求高的微电子产品。
技术实现要素:
[0004]
基于此,有必要针对现有技术问题,提供一种锡线定量的焊接装置,能够裁切获得定量的锡线并对其进行焊接加工,焊接精度高。
[0005]
为解决现有技术问题,本实用新型公开一种锡线定量的焊接装置,包括供锡组件、定量切锡组件和焊接组件,供锡组件包括第一支架,第一支架中设有供锡辊和送锡器;
[0006]
定量切锡组件包括第二支架,第二支架中设有裁断驱动机构,裁断驱动机构的输出端连接有平移板,平移板的底部固定有推板,推板的一端固定有推杆,推杆远离推板的一端固定有裁断切刀,裁断切刀内设有通气孔,推杆内设有透气通道,透气通道的一端连接通气孔,透气通道的另一端连接有两个连接头,两个连接头分别连接有真空发生器和惰性气体供应机,第二支架中固定有刀座,刀座中设有裁切通道,推杆滑动连接于裁切通道中,刀座远离平移板的一端固定有定量裁切模,定量裁切模中设有垂直相交的锡线通道和模切孔,模切孔与裁切通道连通,裁断切刀滑动连接于模切孔中;
[0007]
第二支架中还设有脱料驱动机构,脱料驱动机构的输出端固定有分离杆,裁断切刀上设有脱料让位槽,刀座中设有连接模切孔的脱料通道,分离杆滑动连接于脱料通道中;
[0008]
焊接组件包括第三支架,第三支架中设有激光聚焦透镜,激光聚焦透镜的焦点位于定量裁切模的远离刀座的一端。
[0009]
进一步的,送锡器包括送锡电机、进料限位板和出料限位板,进料限位板和出料限位板分别位于送锡电机输出轴的两侧,进料限位板和出料限位板之间设有限位轮,进料限位板中设有进料导孔,出料限位板中设有出料导孔,进料导孔和出料导孔之间的连线位于限位轮和送锡电机的输出轴之间。
[0010]
进一步的,第一支架中设有第一传感器,第一传感器的探测端正对平移板。
[0011]
进一步的,第一支架中设有第二传感器,第二传感器的探测端正对定量裁切模远离刀座的一端。
[0012]
进一步的,裁断驱动机构包括裁断电机,裁断电机的输出端固定有螺杆,螺杆外螺纹连接有内螺纹套,内螺纹套与平移板固定连接,平移板滑动连接于第二支架中。
[0013]
进一步的,平移板连接有至少三个直线轴承,每个直线轴承中均连接有一导杆,导杆固定于第二支架中。
[0014]
进一步的,推板与刀座之间连接有第一弹簧。
[0015]
进一步的,裁断切刀远离推杆的一端设有半圆形的定位槽。
[0016]
进一步的,分离杆外套设有第二弹簧,第二弹簧连接于刀座和脱料驱动机构的输出端之间。
[0017]
进一步的,脱料驱动机构为气缸或马达。
[0018]
本实用新型的有益效果为:本实用新型公开一种锡线定量的焊接装置,设置有特殊的定量切锡组件,能够对锡线本体裁切获得定量的锡线段,能够确保每次焊接所获的焊点大小一致,可显著降低焊接误差,且锡线段能够被稳定可靠的推离裁断切刀,避免因助焊剂的作用粘附在裁断切刀上而影响后续焊接加工的精度,焊接时确保锡线段被熔化后能够形成形状规则、大小均匀的焊点,焊接精度高,可有效满足现代微电子产品的加工需求。
附图说明
[0019]
图1为本实用新型的立体结构示意图。
[0020]
图2为本实用新型的仰视结构示意图。
[0021]
图3为本实用新型初始状态下沿图2中a-a
’
的剖面结构示意图。
[0022]
图4为本实用新型裁断脱料时沿图2中a-a
’
的剖面结构示意图。
[0023]
图5为本实用新型在图3中b的放大结构示意图。
[0024]
图6为本实用新型在图4中c的放大结构示意图。
[0025]
图7为本实用新型中定量切锡组件的分解结构示意图。
[0026]
图8为本实用新型中定量切锡组件另一视角的分解结构示意图。
[0027]
附图标记为:供锡组件10、第一支架11、供锡辊12、送锡器13、送锡电机14、进料限位板15、进料导孔151、出料限位板16、出料导孔161、限位轮17、定量切锡组件20、第二支架21、第一传感器211、第二传感器212、裁断驱动机构22、裁断电机221、螺杆222、内螺纹套223、平移板23、直线轴承231、导杆232、推板24、第一弹簧241、推杆25、透气通道251、连接头252、裁断切刀26、通气孔261、脱料让位孔262、定位槽263、刀座27、裁切通道271、脱料通道272、定量裁切模28、锡线通道281、模切孔282、脱料驱动机构29、分离杆291、第二弹簧292、焊接组件30、第三支架31、激光聚焦透镜32、锡线本体40、锡线段41。
具体实施方式
[0028]
为能进一步了解本实用新型的特征、技术手段以及所达到的具体目的、功能,下面结合附图与具体实施方式对本实用新型作进一步详细描述。
[0029]
参考图1至图8。
[0030]
本实用新型实施例公开一种锡线定量的焊接装置,包括供锡组件10、定量切锡组
件20和焊接组件30,供锡组件10包括第一支架11,第一支架11中设有供锡辊12和送锡器13,供锡辊12中存放有绕卷的锡线卷,锡线卷的锡线本体40经过送锡器13到达定量切锡组件20的加工工位;
[0031]
定量切锡组件20包括第二支架21,第二支架21中设有裁断驱动机构22,裁断驱动机构22的输出端连接有平移板23,平移板23的底部固定有推板24,推板24滑动连接于第二支架21中,推板24远离平移板23的一端固定有推杆25,推杆25远离推板24的一端固定有裁断切刀26,裁断切刀26内设有通气孔261,推杆25内设有透气通道251,透气通道251的一端连接通气孔261,透气通道251的另一端连接有两个连接头252,两个连接头252分别连接有真空发生器和惰性气体供应机,惰性气体供应机可以为惰性气体发生器或设有电磁阀的惰性气体罐,惰性气体可以为氮气,但不限于氮气,第二支架21中固定有刀座27,刀座27中设有裁切通道271,推杆25滑动连接于裁切通道271中,刀座27远离平移板23的一端固定有定量裁切模28,定量裁切模28位于送锡器13的一侧,定量裁切模28中设有垂直相交的锡线通道281和模切孔282,锡线本体40穿过锡线通道281设置,优选地,锡线通道281远离送锡器13的一侧连接有废料收容管,用于收容裁切后位于锡线段41远离供锡辊12一端的锡线废料,模切孔282与裁切通道271连通,裁断切刀26滑动连接于模切孔282中,裁断切刀26配合模切孔282形成的剪切力能够对锡线通道281中的锡线本体40进行裁断,获得长度与模切孔282宽度匹配的锡线段41,从而实现定量裁切;
[0032]
第二支架21中还设有脱料驱动机构29,脱料驱动机构29的输出端固定有分离杆291,裁断切刀26上设有为分离杆291让位的脱料让位槽262,脱料让位槽262的槽底与裁断切刀26成夹角,刀座27中设有连接模切孔282的脱料通道272,脱料通道272与脱料让位槽262的槽底平行,脱料驱动机构29的输出端运动轨迹与脱料通道272的中心轴共线,分离杆291滑动连接于脱料通道272中,分离杆291可滑动连接于脱料让位槽262中;
[0033]
焊接组件30包括第三支架31,第三支架31中设有连接有激光发生器的激光聚焦透镜32,激光聚焦透镜32的焦点位于定量裁切模28的远离刀座27的一端所裁切出来的定量的锡线段41上,优选地,激光聚焦透镜32位于定量裁切模28的上方。
[0034]
应用时,初始状态下,如图3、5所示,焊接工位设置于定量裁切模28远离刀座27的一端下方,即激光聚焦透镜32的焦点位于焊接工位上,供锡器将供锡辊12中的锡线本体40传送到锡线通道281中,裁断切刀26位于锡线通道281中锡线本体40的一侧,外界的真空发生器对透气通道251抽真空,通气孔261将锡线本体40吸紧。裁断脱料获得锡线段41时,如图4、6所示,裁断驱动机构22驱动平移板23靠近刀座27平移,推板24、推杆25以及裁断切刀26跟随实现平移运动,裁断切刀26平移穿出至模切孔282外,在裁断切刀26与模切孔282之间的剪切力作用下,锡线本体40被裁断获得长度与模切孔282宽度相等的锡线段41,该锡线段41位于定量裁切模28远离刀座27的一侧;真空发生器平衡透气通道251的气压,惰性气体供应机向透气通道251送入惰性气体,有助于脱料,通气孔261松开锡线段41,脱料驱动机构29驱动分离杆291前进,分离杆291经过脱料通道272以及脱料让位槽262前进,将裁断切刀26一端的锡线段41推离裁断切刀26并到达焊接工位,避免因助焊剂的作用而导致锡线段41附着在裁断切刀26上。激光发生器发出的激光通过激光聚焦透镜32聚焦后到达焊接工位的锡线段41,从而将定量的锡线段41焊接在目标区域,焊接过程中,惰性气体供应机还是不断通过透气通道251和通气孔261向锡线段41吹出惰性气体,能够有效防止焊接过程中锡线段41
发生氧化,能够有效保护焊点表面以及内部组织性能稳定,焊接完成后,惰性气体供应机停止供应惰性气体。
[0035]
在本实施例中,送锡器13包括送锡电机14、进料限位板15和出料限位板16,送锡电机14的机壳固定于第一支架11中,进料限位板15和出料限位板16分别位于送锡电机14输出轴的两侧,进料限位板15和出料限位板16之间设有转动连接于第一支架11的限位轮17,进料限位板15中设有进料导孔151,出料限位板16中设有出料导孔161,进料导孔151和出料导孔161之间的连线位于限位轮17和送锡电机14的输出轴之间,优选地,进料导孔151的中轴延长线位于限位轮17的传动面上,出料导孔161的中轴延长线垂直穿过送锡电机14的输出轴,供锡辊12中的线头锡线本体40穿过进料导孔151后,依次绕卷在限位轮17和送锡电机14的输出轴上,最后穿过出料导孔161进入锡线通道281,送锡电机14的输出轴驱动绕卷在其上的锡线本体40前进。
[0036]
在本实施例中,第一支架11中设有第一传感器211,优选地,第一传感器211为光电传感器,第一传感器211的探测端正对平移板23,通过第一传感器211能够探测平移板23的位置,从而监控裁切动作,能够有效提高裁切动作的可靠性。
[0037]
在本实施例中,第一支架11中设有第二传感器212,优选地,第二传感器212为光电传感器,第二传感器212的探测端正对定量裁切模28远离刀座27的一端,通过第二传感器212能够探测裁切完成所获的锡线段41是否到被推离定量裁切模28,从而监控是否完成裁切动作。
[0038]
在本实施例中,裁断驱动机构22包括裁断电机221,裁断电机221的输出端同轴固定有螺杆222,螺杆222外螺纹连接有内螺纹套223,内螺纹套223与平移板23固定连接,平移板23滑动连接于第二支架21中,平移板23只在第二支架21的限制下只能够平移滑动,因而内螺纹套223只能够实现平移运动,裁断电机221工作时,螺杆222旋转通过内螺纹套223驱动平移板23实现平移运动。裁断驱动机构22还可以是裁切气缸或马达,裁切气缸或马达的输出端与平移直接连接,从而驱动平移板23实现平移运动。
[0039]
基于上述实施例,平移板23连接有至少三个直线轴承231,每个直线轴承231中均连接有一导杆232,导杆232与平移板23的移动轨迹平行,导杆232固定于第二支架21中,能够进一步限制平移板23的运动轨迹,从而有效提高整体动作的可靠性。
[0040]
在本实施例中,推板24与刀座27之间连接有第一弹簧241,第一弹簧241沿平行于裁断切刀26的运动方向伸缩,能够有效提高裁断切刀26对锡线本体40所实现裁切动作的稳定性。
[0041]
在本实施例中,裁断切刀26远离推杆25的一端设有半圆形的定位槽263,脱料让位槽262穿过定位孔263,能够确保分离杆291能有效分离锡线段41与定位槽263,定位槽263与锡线本体40匹配,定位槽263的槽壁恰好能够紧贴于锡线本体40的侧面,能够有效确保通气孔261对锡线本体40的吸附定位效果。
[0042]
在本实施例中,分离杆291外套设有第二弹簧292,第二弹簧292连接于刀座27和脱料驱动机构29的输出端之间,第二弹簧292沿分离杆291的运动方向伸缩,能够有效提高对锡线段41所实现分离脱料动作的稳定性。
[0043]
在本实施例中,脱料驱动机构29为气缸或马达。
[0044]
以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,
但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips