
 商标分类
商标分类  商标转让
商标转让 
一种高精度无隙碟形盘定位工装的制作方法
 2021-01-29 12:01:55|
2021-01-29 12:01:55| 248|
248| 起点商标网
起点商标网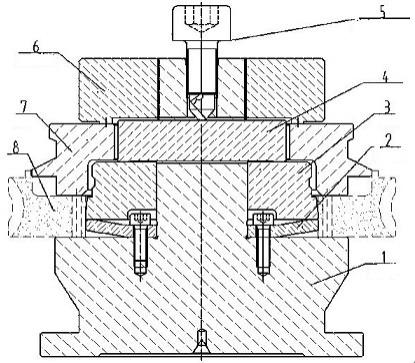
[0001]
本实用新型涉及一种便于装卸、定心及重复定心精度可达到0.002mm且寿命长、成本低、特别适合用于蜗轮、齿轮类工件的滚齿工装的高精度无隙碟形盘定位工装,属盘类工件定位工装制造领域。
背景技术:
[0002]
目前此类工装采用的热配、间隙配合或弹性套夹紧等技术方案。其不足之处:一是不便于装卸采用热配装卸工件需要加热工件膨胀,操作费时)、工件定心精度低,即采用间隙配合工件定心精度一般在0.02左右,特别是重复定位精度低,一般弹性套的重复定位精度0.01左右,高精度弹性套重复定位精度0.005左右、寿命短、且成本高。
技术实现要素:
[0003]
设计目的:避免背景技术中的不足之处,设计一种便于装卸、定心及重复定心精度可达到0.002mm且寿命长、成本低、特别适合用于蜗轮、齿轮类工件的滚齿工装的高精度无隙碟形盘定位工装。
[0004]
设计方案:为了实现上述设计目的。本实用新型在盘类工件定位工装设计上,采用蝶形盘定位+液压螺母组合来进行定位压紧的技术方案,相比于现有蝶形盘定位的热配、间隙配合或弹性套夹紧等技术方案而言,更具有便于装卸、工件定心精度高的特点,特别是定心及重复定心精度可达到0.002,而且寿命长,本设计方案寿命比目前的热配和间隙配合寿命长2倍以上、成本低,与本设计方案同等精度的高精度弹性套大多需进口,进口一套5~10万,国产3~5万,而本设计方案成本1万左右。
[0005]
本实用新型在设计中:蝶形盘内外圆上均不开槽,形成的是一个整体,完全利用淬火钢板材料本身整体的弹性,不仅制作工艺简单,而且定心精度不受切槽后形变不均匀的影响。
[0006]
本实用新型在设计中:蝶形盘是由球头压紧螺钉通过平衡压板进行压紧,保证蝶形盘受力均衡,确保蝶形盘不会压偏而影响定心精度,球头压紧螺钉的球头接触摩擦力小,使球头压紧螺钉可以轻松的旋紧所需的力,操作轻便,大大降低劳动强度。
[0007]
本实用新型在设计中:蝶形盘把工件精确定心后,工件上端面采用液压螺母,避免压偏影响碟形盘定心精度。
[0008]
技术方案:一种高精度无隙碟形盘定位工装,蝶形盘紧固在夹具体中且夹具体固定在机床工作台上,压盘位于蝶形盘上,压环套在压盘上且压环中间环孔内置有平衡压板,液压螺母位于压环上,球头压紧螺钉位于液压螺母的中间螺杆丝孔内。
[0009]
本实用新型与背景技术相比,一是工件定心及重复定心精度可达到0.002;二是工装使用寿命长;三是工装本身制造成本低。
附图说明
[0010]
图1是高精度无隙碟形盘定位工装的结构示意图。
具体实施方式
[0011]
实施例1:参照附图1。一种高精度无隙碟形盘定位工装,蝶形盘2紧固在夹具体中且夹具体1固定在机床工作台上,压盘3位于蝶形盘2上,压环7套在压盘3上且压环7中间环孔内置有平衡压板4,液压螺母6位于压环7上,球头压紧螺钉5位于液压螺母的中间螺杆丝孔内。
[0012]
蝶形盘2本身是现有技术,但本实用新型的蝶形盘2与现有技术本质上的不同是内外圆上均不开槽,是一个整体,完全利用淬火钢板材料本身整体的弹性,制作工艺简单,定心精度不受切槽后形变不均匀的影响。
[0013]
蝶形盘2是由球头压紧螺钉5通过平衡压板4进行压紧,保证蝶形盘2受力均衡,确保蝶形盘2不会压偏而影响定心精度,球头压紧螺钉5的球头接触摩擦力小,使球头压紧螺钉5可以轻松的旋紧所需的力,操作轻便,大大降低劳动强度。
[0014]
蝶形盘2位于工件8上且将工件精确定心,即蝶形盘2把工件8精确定心后,工件8上端面采用液压螺母,避免压偏影响碟形盘定心精度。
[0015]
高精度无隙碟形盘定位方法,夹具体1固定在机床工作台上,蝶形盘2紧固在夹具体中,球头压紧螺钉5通过平衡压板4和压盘3压紧蝶形盘2,迫使碟形盘2产生弹性变形,使碟形盘2外径胀大,对工件8进行精确定心,工件8定心后,再由液压螺母6通过压环7压紧工件8的上端面,保证工件精确定心且可靠的压紧。
[0016]
需要理解到是:上述实施例虽然对本实用新型设计思路的作了详细的文字描述,但是这些文字的描述,只是对本实用新型设计思路的简单文字描述,而不是对本实用新型设计思路的限制,任何不超出本实用新型设计思路的组合、增加或修改,均落入本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 定位精度

 热门咨询
热门咨询




tips