
 商标分类
商标分类  商标转让
商标转让 
折弯系统及其随托装置的制作方法
 2021-01-29 12:01:26|
2021-01-29 12:01:26| 373|
373| 起点商标网
起点商标网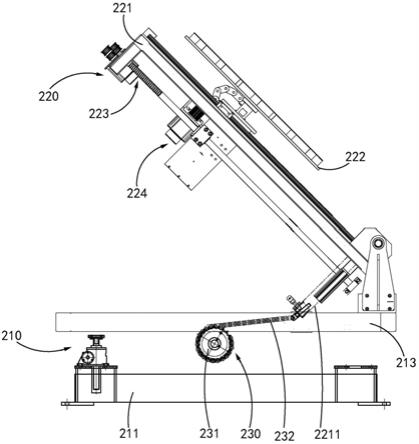
[0001]
本实用新型总体来说涉及折弯设备技术领域,具体而言,涉及一种随托装置及包括该随托装置的折弯系统。
背景技术:
[0002]
对尺寸较大的板材进行折弯时,例如翻边,由于仅在板材的边缘施加折弯力,导致板材的其他部分会出现上翘现象。当板材的其他部分上翘至一定角度后,由于自身的重量,该部分板材会下坠,而影响成品质量。
技术实现要素:
[0003]
本实用新型提供的折弯系统及其随托装置,在折弯时能够防止板材出现下坠。
[0004]
本实用新型实施例的随托装置,用于与一折弯机配合,以对一板材实现折弯,所述随托装置包括支座、随托机构和第一驱动机构,随托机构铰接于所述支座;第一驱动机构连接于所述随托机构,能够驱动所述随托机构在水平位置和倾斜位置间翻转;其中,当所述折弯机对所述板材折弯时,所述随托机构能够承托所述板材的未弯折部分,并随着弯折动作的进行由所述水平位置向所述倾斜位置翻转,以防止所述板材的未弯折部分下坠。
[0005]
在其中一个实施方式中,所述随托机构包括翻转支架和随托板,翻转支架铰接于所述支座,并能够被所述第一驱动机构驱动在所述水平位置和所述倾斜位置间翻转;随托板设于所述翻转支架上,能够承托所述板材。
[0006]
在其中一个实施方式中,所述随托板可移动地连接于所述翻转支架;所述随托机构还包括第二驱动机构,所述第二驱动机构能够驱动所述随托板移动;其中,当所述随托机构处于所述水平位置时,所述随托板能够承托所述板材向靠近所述折弯机的方向或远离所述折弯机的方向移动。
[0007]
在其中一个实施方式中,所述随托装置还包括定位机构,所述定位机构设于所述支座上;当所述随托板承托所述板材向靠近所述折弯机的方向移动时,所述定位机构能够抵挡所述板材的待折弯侧,以使所述待折弯侧与所述折弯机的距离为一设定距离。
[0008]
在其中一个实施方式中,所述定位机构包括伸缩杆和第三驱动机构,第三驱动机构能够驱动所述伸缩杆伸出或缩回;其中,当所述伸缩杆伸出时,能够抵挡所述板材的所述待折弯侧;当所述伸缩杆缩回后,所述随托板能够承托所述板材向靠近所述折弯机的方向移动,以使所述待折弯侧进入所述折弯机。
[0009]
在其中一个实施方式中,所述随托机构还包括第四驱动机构,所述第四驱动机构能够驱动所述随托板旋转,使得承托在所述随托板上的所述板材能够旋转,以使所述板材的不同部分能够被所述折弯机弯折。
[0010]
在其中一个实施方式中,所述随托机构还包括多个磁吸件,多个所述磁吸件设于所述随托板用于承托所述板材的一侧表面上,用于吸住所述板材。
[0011]
在其中一个实施方式中,所述磁吸件为电磁铁;
[0012]
当多个所述电磁铁通电时,多个所述电磁铁能够吸住所述板材。
[0013]
在其中一个实施方式中,所述支座包括底座、升降机构和升降座,升降机构设于所述底座上;升降座设于所述升降机构上,所述随托机构铰接于所述升降座,所述升降机构能够驱动所述升降座升降。
[0014]
本实用新型的另一方面,提供一种折弯系统,用于对一板材实现折弯,所述折弯系统包括折弯机和随托装置,随托装置邻设于所述折弯机,所述随托装置如上述任一项所述的随托装置。
[0015]
在其中一个实施方式中,所述折弯系统还包括:
[0016]
输送架,所述输送架包括备料区域、折弯区域和堆垛区域;
[0017]
第一抓取组件,可移动地设于所述输送架上,能够将所述板材从所述备料区域输送至所述折弯区域;以及
[0018]
第二抓取组件,可移动地设于所述输送架上,能够将所述板材从所述折弯区域输送至所述堆垛区域。
[0019]
在其中一个实施方式中,所述折弯系统还包括两个工作台,所述两个工作台邻设于所述折弯机,且分别位于所述随托装置的两侧,用于支撑所述板材。
[0020]
在其中一个实施方式中,所述折弯系统还包括输送机构,用于将所述板材从所述堆垛区域输送至一转运区域。
[0021]
在其中一个实施方式中,所述输送机构还包括计数单元,所述计数单元用于计算所述堆垛区域内的所述板材的数量,当所述板材的数量达到一设定数量时,所述输送机构将所述板材输送至所述转运区域。
[0022]
在其中一个实施方式中,所述折弯系统还包括控制单元,所述控制单元连接并控制所述折弯机、所述随托装置、所述第一抓取组件、所述第二抓取组件和所述输送机构。
[0023]
在其中一个实施方式中,所述控制单元还包括电流检测装置和电流保护装置,用以在所述折弯系统过载时自动停机并报警。
[0024]
上述实用新型中的一个实施例具有如下优点或有益效果:
[0025]
本实用新型实施例的随托装置,包括支座、随托机构和第一驱动机构,当折弯机对板材进行折弯时,随托机构能够承托板材的未弯折部分,并随着弯折动作的进行由所水平位置向倾斜位置翻转,从而实现在板材的折弯过程中,随托机构能够始终承托板材,避免了板材出现下坠现象。
附图说明
[0026]
通过参照附图详细描述其示例实施方式,本实用新型的上述和其它特征及优点将变得更加明显。
[0027]
图1示出的是本实用新型一实施例的折弯系统的主视图。
[0028]
图2示出的是本实用新型一实施例的折弯系统的俯视图。
[0029]
图3示出的是本实用新型一实施例的折弯系统的侧视图。
[0030]
图4示出的是本实用新型一实施例的随托装置的主视图。
[0031]
图5示出的是本实用新型一实施例的随托装置的后视图。
[0032]
图6示出的是本实用新型一实施例的随托装置的随托机构位于倾斜位置时的示意
图。
[0033]
图7示出的是本实用新型一实施例的随托装置的随托机构位于水平位置时的示意图。
[0034]
图8示出的是本实用新型一实施例的折弯系统的折弯工艺流程图。
[0035]
其中,附图标记说明如下:
[0036]
100、折弯机
[0037]
200、随托装置
[0038]
210、支座
[0039]
211、底座
[0040]
212、升降机构
[0041]
213、升降座
[0042]
220、随托机构
[0043]
221、翻转支架
[0044]
2211、摆杆
[0045]
222、随托板
[0046]
223、第二驱动机构
[0047]
2231、同步轮
[0048]
2232、螺杆
[0049]
2233、滑块
[0050]
2234、电机
[0051]
224、第四驱动机构
[0052]
2241、同步轮
[0053]
2242、电机
[0054]
225、电磁铁
[0055]
230、第一驱动机构
[0056]
231、链轮
[0057]
232、链条
[0058]
240、定位机构
[0059]
241、伸缩杆
[0060]
242、第三驱动机构
[0061]
300、输送辊道
[0062]
400、输送架
[0063]
410、第一抓取组件
[0064]
420、第二抓取组件
[0065]
500、工作台
[0066]
600、输送机构
[0067]
710、板材
[0068]
720、成品
[0069]
1000、备料区域
[0070]
2000、折弯区域
[0071]
3000、堆垛区域
[0072]
4000、转运区域
具体实施方式
[0073]
现在将参考附图更全面地描述示例实施方式。然而,示例实施方式能够以多种形式实施,且不应被理解为限于在此阐述的实施方式;相反,提供这些实施方式使得本实用新型将全面和完整,并将示例实施方式的构思全面地传达给本领域的技术人员。图中相同的附图标记表示相同或类似的结构,因而将省略它们的详细描述。
[0074]
如图1至图3所示,图1示出的是本实用新型一实施例的折弯系统的主视图,图2示出的是本实用新型一实施例的折弯系统的俯视图,图3示出的是本实用新型一实施例的折弯系统的侧视图。本实用新型实施例提出一种折弯系统,能够对一板材710实现折弯,例如对板材710进行翻边。如图1至图3所示,本实用新型实施例的折弯系统包括折弯机100、随托装置200、输送辊道300、输送架400、工作台500和输送机构600。
[0075]
折弯机可以采用现有技术中的折弯机,例如利用模具对板材710进行折弯,此处不再详细说明。
[0076]
随托装置200可以邻设于折弯机100,用于当折弯机100工作时,跟随折弯机100的折弯动作而承托待弯折的板材710,防止板材710下坠,随托装置200的详细结构和工作原理后续将详细说明。
[0077]
本实用新型实施例的折弯系统包括两个工作台500,两个工作台500邻设于折弯机100,且分别位于随托装置200的两侧,用于支撑板材710。
[0078]
输送架400包括备料区域1000、折弯区域2000和堆垛区域3000。输送辊道300设置在备料区域1000内,用于将待弯折的板材710输送至备料区域1000。折弯机100、随托装置200及工作台500设置在折弯区域2000,以对板材710进行折弯。输送机构600设置在堆垛区域3000,用于将折弯后的成品720输送至一转运区域4000,在转运区域4000内,弯折后的成品720可通过叉车运走。
[0079]
输送架400上设有第一抓取组件410和第二抓取组件420。第一抓取组件410可移动地设于输送架400上,能够将板材710从备料区域1000输送至折弯区域2000。第二抓取组件420可移动地设于输送架400上,能够将板材710从折弯区域2000输送至堆垛区域3000。
[0080]
第一抓取组件410可以包括吸盘和升降机,吸盘用于吸取待折弯的板材710,升降机用于升降吸盘,以带动板材710升降。同理,第二抓取组件420可以与第一抓取组件410相同,此处不再赘述。
[0081]
具体来说,如图1中的箭头所示,第一抓取组件410的吸盘先下降,将位于备料区域1000内的板材710吸住。之后,第一抓取组件410的吸盘上升,当上升至输送架400的下方时,第一抓取组件410整体沿着输送架400横向移动,以将板材710移动至工作台500和随托装置200的上方。接着,吸盘再次下降,以将板材710放置在工作台500的台面上,第一抓取组件410归位。
[0082]
当折弯动作完成后,第二抓取组件420可重复上述第一抓取组件410的动作,以将成品输送至堆垛区域3000进行堆垛。具体来说,第二抓取组件420的吸盘先下降,将折弯完
成后的成品720从工作台500上吸住。之后,第二抓取组件420的吸盘上升,当上升至输送架400的下方时,第二抓取组件420整体沿着输送架400横向移动,以将成品720从折弯区域2000移动至堆垛区域3000。接着,吸盘再次下降,将成品720放置在输送机构600上,第二抓取组件420归位。
[0083]
当然,折弯系统还包括控制单元,控制单元连接并控制折弯机100、随托装置200、第一抓取组件410、第二抓取组件420、输送辊道300和输送机构600,以实现全自动、无人化折弯操作,既提高了折弯效率,又节约了人力成本。
[0084]
同时,控制单元还包括电流检测装置和电流保护装置,用以在折弯系统过载时自动停机并报警。
[0085]
上述的备料区域1000可以设置红外感应开关,用于监测备料区域1000内是否存在板材710,如果备料区域1000内无板材710,输送辊道300可自动停机,以节约电能。
[0086]
另外,输送机构600还包括计数单元,计数单元用于计算堆垛区域3000内的成品720的数量,当成品720的数量达到一设定数量时,输送机构600将成品720输送至转运区域4000。
[0087]
另外,第一抓取组件410和第二抓取组件420均设有位置感应开关和压力感应开关,以确保能够正确抓取待弯折的板材710和成品720。
[0088]
下面结合图4至图7,对随托装置200的结构和工作原理详细说明。
[0089]
如图4至图6所示,图4示出的是本实用新型一实施例的随托装置200的主视图,图5示出的是本实用新型一实施例的随托装置200的后视图,图6示出的是本实用新型一实施例的随托装置200的随托机构220位于倾斜位置时的示意图。本实用新型实施例的随托装置200包括支座210、随托机构220、第一驱动机构230和定位机构240。随托机构220铰接于支座210,并能够在水平位置和倾斜位置件翻转。举例来说,当对板材710进行翻边工艺时,例如90度翻边,倾斜位置与水平位置之间的夹角可以为45度。当然,可以理解的是,还可以对板材710进行其他角度的折弯,相应地,倾斜位置与水平位置之间的夹角也随着板材710的折弯角度的变化而变化,例如10度、20度、30度、50度等,对此并不作特别限定。第一驱动机构230驱动连接于随托机构220,能够驱动随托机构220在水平位置和倾斜位置间翻转。
[0090]
针对尺寸较大的板材710(如宽度为860mm-1460mm,长度为1000mm-6000mm),例如对该板材710进行翻边时,由于板材710的未弯折部分会随着折弯机100的下压出现上翘现象。如果任由板材710上翘,当板材710上翘到一定高度时,由于板材710自身的重量,板材710的未弯折区域会出现下坠,导致板材710弯折,出现废品。
[0091]
本实用新型实施例的随托机构220能够随着弯折动作的进行由水平位置向倾斜位置翻转,从而承托板材710的未弯折部分,以防止板材710的未弯折部分下坠。
[0092]
如图4和图5所示,本实用新型实施例的支座210包括底座211、升降机构212和升降座213,升降机构212设于底座211上,升降座213设于升降机构212上,随托机构220铰接于升降座213。升降机构212例如可采用现有的产品,能够驱动升降座213实现升降,进而可驱动随托机构220实现升降。
[0093]
结合图1所示,第一抓取组件410将待弯折的板材710输送至折弯区域2000后,此时,随托装置200的随托机构220是位于两个工作台500的台面以下,故板材710可先放置在两个工作台500的台面上,而不与随托装置200接触。进行折弯作业时,随托装置200的升降
机构212动作,以提升随托机构220,使得随托机构220与板材710的底面接触。之后,折弯机100对板材710进行折弯,随托机构220随动,从水平位置翻转至倾斜位置,以承托板材710,防止板材710下坠。
[0094]
上述的随托机构220可以包括翻转支架221和随托板222,翻转支架221铰接于升降座213,并能够被第一驱动机构230驱动在水平位置和倾斜位置间翻转。随托板222设于翻转支架221上,能够承托板材710。
[0095]
如图6和图7所示,图7示出的是本实用新型一实施例的随托装置200的随托机构220位于水平位置时的示意图。本实用新型实施例的第一驱动机构230可以包括链轮231和链条232。链轮231可以被电机驱动实现旋转,链条232绕设于链轮231上,且链条232的一端铰接于一摆杆2211,摆杆2211连接于翻转支架221,链条232的另一端连接于链轮231上。
[0096]
如图6和图7所示,当链轮231沿着逆时针方向旋转时,链条232被链轮231拖拽,链条232的一端带动摆杆2211摆动,最终使得翻转支架221绕着铰接点实现翻转。当链轮231沿着顺时针方向旋转时,链条232逐渐释放,使得翻转支架221逐渐由倾斜位置转向水平位置。
[0097]
当然,可以理解的是,上述链轮231的转向仅用作示例来说明翻转支架221的翻转原理,并非用于限定链轮231的转向。例如,链轮231可以沿着顺时针方向旋转,以使翻转支架221从水平位置转至倾斜位置。
[0098]
当然,可以理解的是,上述第一驱动机构230并非限定于链轮231与链条232的驱动方式,例如还可以采用液压杆、气缸杆等,此处不再详细说明。
[0099]
随托板222可移动地连接于翻转支架221。随托机构220还包括第二驱动机构223,第二驱动机构223能够驱动随托板222移动。其中,当随托机构220处于水平位置时,随托板222能够承托板材710向靠近折弯机100的方向或远离折弯机100的方向移动。
[0100]
结合图2中的箭头所示,待弯折的板材710被随托机构220顶起后,随托板222承托板材710向靠近折弯机100的方向移动,直至板材710的待折弯侧进入折弯机100后,随托板222停止移动。之后折弯机100下压进行折弯动作,在折弯过程中,例如折弯机100的模具挤压板材710的待折弯侧,使得板材710的待折弯侧产生形变而形成翻边结构。此时,随着折弯机100的模具逐渐挤压板材710的待折弯侧,板材710的未折弯部分会出现上翘,,为了防止该未折弯部分由于自重下坠,随托机构220伴随着未折弯部分的上翘由水平位置向倾斜位置翻转,以承托板材710的未折弯部分,防止板材710的未折弯部分下坠。当板材710折弯后,随托机构220由倾斜位置向水平位置翻转,直至板材710呈水平状态。
[0101]
如图5所示,本实用新型实施例的第二驱动机构223可以包括电机2234、螺杆2232、滑块2233和同步轮2231,滑块2233设于螺杆2232上,当螺杆2232转动时,可带动滑块2233移动,从而滑块2233带动随托板222移动。电机2234可通过同步轮2231和同步带驱动连接于螺杆2232,为了清楚,图5中省略了同步带。
[0102]
当然,可以理解的是,本实用新型实施例的第二驱动机构223并非限定于螺杆2232和滑块2233的驱动方式,例如还可以为齿轮和齿条等。
[0103]
如图5和图7所示,本实用新型实施例的随托装置200还包括定位机构240,定位机构240设于支座210上。当随托板222承托板材710向靠近折弯机100的方向移动时,定位机构240能够抵挡板材710的待折弯侧,以使待折弯侧与折弯机100的距离为一设定距离。
[0104]
定位机构240可以包括伸缩杆241和第三驱动机构242,第三驱动机构242能够驱动
伸缩杆241伸出或缩回。其中,当伸缩杆241伸出时,伸缩杆241能够伸出随托板222的上表面,以能够抵挡板材710的待折弯侧。当伸缩杆241缩回后,伸缩杆241位于随托板222的上表面以下,随托板222能够承托板材710继续向靠近折弯机100的方向移动,以使待折弯侧进入折弯机100。
[0105]
结合图2和图7所示,不同的板材710被第一抓取组件410输送至工作台500后,不同板材710的待折弯侧与折弯机100之间的距离可能是不同的,如果随托板222承托板材710向靠近折弯机100方向移动的距离相同,则不同板材710可能出现被折弯的区域不同,就会出现不同折弯区域的成品720,不符合质量要求。
[0106]
本实用新型实施例提出的定位机构240的伸缩杆241,在随托机构220处于水平位置时,伸缩杆241是伸出的,能够止挡板材710的移动。当不同的板材710被随托板222承托后,可先由随托板222带动向靠近折弯机100的方向移动,直至接触伸出的伸缩杆241后,随托板222停止移动。之后,伸缩杆241缩回,以使随托板222和板材710能够继续向靠近折弯机100的方向移动一设定距离。
[0107]
通过这样的设计,不同的板材710被定位机构240定位后,不同的板材710的待折弯侧与折弯机100的距离均为相同的设定距离,之后,随托板222承托板材710再继续向靠近折弯机100的方向移动上述的设定距离,即可解决上述存在的不同板材710可能出现被折弯的区域不同的问题。
[0108]
如图4所示,本实用新型实施例的随托机构220还包括多个磁吸件,磁吸件设于随托板222用于承托板材710的一侧表面,用于吸住板材710。在一实施方式中,磁吸件可以为电磁铁225。当多个电磁铁225通电时,多个电磁铁225能够吸住板材710。
[0109]
当随托板222由水平位置向倾斜位置翻转以及由倾斜位置向水平位置翻转时,多个电磁铁225通电,可防止板材710从随托板222上滑落。
[0110]
如图5和图6所示,本实用新型实施例的随托机构220还包括第四驱动机构224,第四驱动机构224能够驱动随托板222旋转,使得承托在随托板222上的板材710能够旋转,以使板材710的不同部分能够被折弯机100弯折。
[0111]
举例来说,待折弯的板材710为一矩形形状,且板材710的四个边均需要翻边。当板材710的一个边翻边完成后,随托板222被第四驱动机构224驱动旋转90度,板材710也一同旋转90度,再进行一侧翻边操作。依此类推,直至板材710的四个边均完成翻边。
[0112]
当然,可以理解的是,板材710旋转90度后,也可通过定位机构240进行定位,定位方法与上述相同,此处不再详细说明。
[0113]
当然,可以理解的是,上述板材710旋转90度仅仅是举例说明,本实用新型实施例的随托板222并非限定仅能旋转90度,例如还可以旋转30度、60度、180度等。
[0114]
如图5所示,本实用新型实施例的第四驱动机构224可以包括电机2242、同步轮2241和同步带,其中,为了清楚,图5中并未示出同步带。电机2242的输出轴设有一同步轮2241,随托板222的一侧设有另一同步轮2241,两个同步轮2241之间通过同步带传动连接。
[0115]
当然,可以理解的是,第四驱动机构224还可以采用其他驱动方式,以实现随托板222的旋转,此处不再一一列举。
[0116]
下面结合图8详细说明本实用新型实施例的折弯系统的折弯过程。
[0117]
如图8所示,图8示出的是本实用新型一实施例的折弯系统的折弯工艺流程图。位
于备料区域1000内的板材710通过第一抓取组件410输送至折弯区域2000,并放置在工作台500的台面上。之后,随托机构220配合折弯机100的折弯动作而随动,由水平位置向倾斜位置翻转。折弯完成后,随托机构220再由倾斜位置向水平位置翻转,至此,板材710的一边完成了一道折弯。板材710的一边完成折弯后,板材710并没有完成折弯工序,随托装置承托板材710旋转,例如旋转90度,以使板材710的另一边朝向折弯机100。旋转动作完成后,接着进行定位动作,例如通过上述介绍的伸缩杆241伸出,以止挡板材710的另一边,使得板材710的另一边与折弯机100之间的距离为上述的设定距离。定位动作完成后,伸缩杆241缩回,以使随托板222承托板材710能够向折弯机100移动,最终由折弯机100对该板材710的另一边完成折弯。至此,板材710的两个边已经完成折弯,还有两个边未完成折弯,故循环上述旋转动作、定位动作以及移动动作,直至板材710的四个边均已完成折弯,停止循环上述旋转动作、定位动作以及移动动作。折弯完成后的成品720通过第二抓取组件420输送至堆垛区域3000进行堆垛。当成品720堆垛至一定数量后,由输送机构600将成品720输送至转运区域4000。
[0118]
本实用新型的另一方面,还提供一种随托装置,用于与一折弯机配合,以对一板材实现弯折,其中,本实用新型实施例的随托装置采用上述任一实施方式的随托装置。因此,本实用新型实施例的随托装置具有上述任一实施例的优点和有益效果,此处不再赘述。
[0119]
本实用新型的另一方面,还提供一种折弯方法,包括如下步骤:
[0120]
将一待弯折件放置在一随托装置上,其中,待弯折件包括待折弯部分和未折弯部分;
[0121]
控制随托装置将待弯折件的待折弯部分移动至一折弯机内,以进行弯折;
[0122]
在折弯机的折弯过程中,控制随托装置的随托组件由一水平位置向一倾斜位置翻转,以始终承托未折弯部分。
[0123]
在一个实施方式中,折弯方法还包括:
[0124]
在折弯机对待弯折件的一侧完成弯折后,控制随托装置的随托组件由倾斜位置向水平位置翻转,以将待弯折件恢复为水平状态。
[0125]
在一个实施方式中,在折弯机对待弯折件的一侧完成弯折,且将待弯折件恢复为水平状态之后,折弯方法还包括:
[0126]
控制随托组件旋转,并带动待弯折件一同旋转,以使待弯折件的另一待折弯部分朝向折弯机。
[0127]
在一个实施方式中,控制随托装置将待弯折件的待折弯部分移动至一折弯机内之前,折弯方法还包括如下步骤:
[0128]
控制随托装置的一定位机构工作,当待弯折件向折弯机移动的过程中,定位机构能够止挡待折弯部分的待折弯侧,以使待折弯侧与折弯机之间的距离为一设定距离;
[0129]
当待折弯侧与折弯机之间的距离为设定距离时,解除定位机构对待折弯侧的止挡,使得控制随托组件向折弯机移动设定距离后,待折弯侧刚好被随托组件移动至折弯机内。
[0130]
综上所述,本实用新型实施例的折弯系统及其随托装置的优点和有益效果在于:
[0131]
本实用新型实施例的随托装置,包括支座、随托机构和第一驱动机构,当折弯机对板材进行折弯时,随托机构能够承托板材的未弯折部分,并随着弯折动作的进行由所水平
位置向倾斜位置翻转,从而实现在板材的折弯过程中,随托机构能够始终承托板材,避免了板材出现下坠现象。
[0132]
另外,本实用新型实施例的折弯系统,在控制单元的控制下,折弯过程中无需人工参与,实现了自动化。并且,本实用新型实施例的折弯系统能够根据产品类型、规格要求输入参数后,适应多种规格产品,无需调整定位机构,可快速转产,实现流水线柔性化生产,满足多批量多品种的生产要求。
[0133]
在此应注意,附图中示出而且在本说明书中描述的折弯系统及其随托装置仅仅是采用本实用新型的原理的一个示例。本领域的普通技术人员应当清楚地理解,本实用新型的原理并非仅限于附图中示出或说明书中描述的装置的任何细节或任何部件。
[0134]
应可理解的是,本实用新型不将其应用限制到本说明书提出的部件的详细结构和布置方式。本实用新型能够具有其他实施方式,并且能够以多种方式实现并且执行。前述变形形式和修改形式落在本实用新型的范围内。应可理解的是,本说明书公开和限定的本实用新型延伸到文中和/或附图中提到或明显的两个或两个以上单独特征的所有可替代组合。所有这些不同的组合构成品实用新型的多个可替代方面。本说明书所述的实施方式说明了已知用于实现本实用新型的最佳方式,并且将使本领域技术人员能够利用本实用新型。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips