
 商标分类
商标分类  商标转让
商标转让 
高精度螺母盖旋转铆接装置的制作方法
 2021-01-29 12:01:14|
2021-01-29 12:01:14| 289|
289| 起点商标网
起点商标网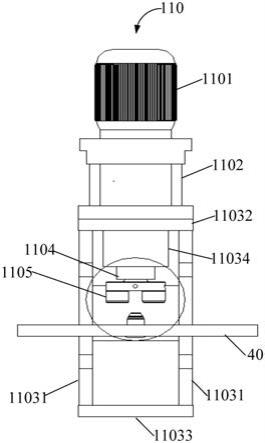
[0001]
本实用新型涉及一种旋转铆接装置,具体涉及到一种高精度全自动多工位多功能轮胎轮毂不锈钢外表涂漆的锁紧螺母的螺母盖旋转铆接装置。
背景技术:
[0002]
螺母是一种能够将机械设备紧密连接起来的零件,它通常与螺栓配合使用来达到紧固零部件的目的,即通过将螺栓穿入零部件上设有的孔,在螺栓的另一端连接螺母来对零部件进行紧固,汽车上用的螺母,通常包括螺母本体和与螺母为一整体的环形护帽,目前,轮胎、轮毂锁紧螺母铆压或六角螺母与六角螺母盖帽的铆压工序中,已经大部份使用自动化设备执行,例如本公司专利申请号201910194085.4高精度多工位螺母铆压机就是其中一种,但是在六角螺母与六角螺母盖的缩口工序中,还是以压机上下铆压缩口操作为主,属于硬性铆合缩口方式,会有铆合偏移的情况发生。
[0003]
因此,现有技术的全自动多工位螺母铆压缩口还有提升改善的地方。
技术实现要素:
[0004]
针对上述缺陷,本实用新型实现了轮胎螺母的螺母盖旋转铆接,提高了生产效率,避免了铆合偏移的情况发生,铆接更高效,零件尺寸更稳定,零件外观更美观,解决了现有技术的问题。
[0005]
为实现上述目的,本实用新型采用了以下的技术方案:
[0006]
一种高精度螺母盖旋转铆接装置,用于多工位螺母铆压机中的螺母与螺母盖旋铆装配,所述旋转铆接装置包括一旋转电机、一旋铆升降气缸、一旋铆固定座、一连接轴和一旋铆组合头;所述旋转电机设置在所述旋铆升降气缸上,所述旋转电机连接所述连接轴,所述连接轴贯穿所述旋铆升降气缸;所述旋铆升降气缸设置在所述旋铆固定座上,所述旋铆组合头连接所述连接轴;所述旋铆组合头包括两个铆接头和一固定盘,两所述铆接头通过轴承及固定轴与所述固定盘连接,所述固定盘连接所述连接轴;所述铆接头朝向所述螺母盖的一端的外沿为一斜面。
[0007]
依照本申请较佳实施例所述的高精度螺母盖旋转铆接装置,所述旋铆固定座包括两旋铆固定支撑片、一旋铆上固定板、一旋铆下固定板和一旋铆轴承座,两所述旋铆固定支撑片对应设置,所述旋铆上固定板设置在两所述旋铆固定支撑片的上端,所述旋铆下固定板设置在两所述旋铆固定支撑片的下端,所述旋铆升降气缸设置在所述旋铆上固定板的上面,所述旋铆轴承座设置在所述旋铆上固定板的下面,所述连接轴贯穿所述旋铆轴承座。
[0008]
依照本申请较佳实施例所述的高精度螺母盖旋转铆接装置,所述多工位螺母铆压机还包括:—机架,所述机架用于支撑;—六角螺母盖上料装置,所述六角螺母盖上料装置安装在所述机架上;—多工位六角螺母盖分度定位装置,所述多工位六角螺母盖分度定位装置与所述六角螺母盖上料装置连接,用于承接六角螺母盖上料装置传过来的六角螺母盖;其中,所述六角螺母盖上料装置包括:
[0009]
一六角螺母盖振动给料盘,所述六角螺母盖振动给料盘为一容器,所述六角螺母盖振动给料盘设有一开口;
[0010]
一导料槽,所述导料槽为一滑槽,所述导料槽的一端与所述六角螺母盖振动给料盘的开口连接,所述导料槽的另外一端连接定位及检测挡板;
[0011]
一上料支架板,所述上料支架板位于四根上料支架立柱上端,所述上料支架立柱与所述机架连接;
[0012]
一摆动气缸,所述摆动气缸与所述上料支架板连接,所述摆动气缸为一180度往复摆动气缸;
[0013]
一摆动臂连接板,所述摆动臂连接板与所述摆动气缸连接;
[0014]
一摆动臂,所述摆动臂为一倒凹字型体,所述摆动臂的水平一字型部连接所述摆动臂连接板,所述摆动臂随所述摆动气缸做180度的往复摆动;
[0015]
二直线导轨,所述直线导轨为直线型体,所述直线导轨连接所述摆动臂平行的两垂直部的外侧;
[0016]
二直线导轨滑台,所述直线导轨滑台与所述直线导轨连接,所述直线导轨滑台在所述直线导轨上滑动;
[0017]
二平行气爪安装板,所述平行气爪安装板为一片体,所述平行气爪安装板连接所述直线导轨滑台;
[0018]
二平行气爪,所述平行气爪安装在所述平行气爪安装板上;
[0019]
二收缩扩张指,所述收缩扩张指连接所述平行气爪;
[0020]
一移动横梁,所述移动横梁的两端与二个所述平行气爪安装板连接;
[0021]
一薄型气缸,所述薄型气缸的缸体连接所述移动横梁,所述薄型气缸的活塞杆连接所述摆动臂的水平一字型部。
[0022]
依照本申请较佳实施例所述的高精度螺母盖旋转铆接装置,所述多工位螺母铆压机还包括:
[0023]
—螺母盖内底面喷漆装置,所述螺母盖内底面喷漆装置下侧与所述多工位六角螺母盖分度定位装置连接,用于螺母盖内底面喷漆;
[0024]
—六角螺母上料定位装置,所述六角螺母上料定位装置用于传送六角螺母;
[0025]
—压铆及压铆力检测装置,用于压铆六角螺母并同时压检测铆力,所述压铆及压铆力检测装置上侧与所述六角螺母上料定位装置连接,所述压铆及压铆力检测装置下侧与所述多工位六角螺母盖分度定位装置连接;
[0026]
—螺母牙纹回牙检测装置,所述螺母牙纹回牙检测装置下侧与所述多工位六角螺母盖分度定位装置连接,用于螺母牙纹的检测;
[0027]
—不合格品剔除装置,所述不合格品剔除装置与所述多工位六角螺母盖分度定位装置连接,用于剔除不合格品;
[0028]
—合格品卸料装置,所述合格品卸料装置与所述多工位六角螺母盖分度定位装置连接,用于将合格品卸下;以及
[0029]
—触摸屏控制系统。
[0030]
由于采用了以上的技术方案,使得本实用新型相比于现有技术,具有如下的优点和积极效果:
[0031]
第一、本申请的自动化生产,减少了不同工序间的周转时间和周转费用,两个铆接头同时工作提高了生产效率,降低了成本;
[0032]
第二、本申请实现了轮胎螺母的螺母盖旋转铆接,避免了铆合偏移的情况发生,铆接更高效,零件尺寸更稳定,零件外观更美观,提高了产品出厂合格率,争强了企业的竞争力。
[0033]
当然,实施本实用新型的任何一个具体实施例,并不一定同时具有以上全部的技术效果。
附图说明
[0034]
图1是本申请旋转铆接装置示意图;
[0035]
图2是六角螺母与六角螺母盖部分剖开示意图;
[0036]
图3是图1中圈示部旋铆组合头旋铆示意图;
[0037]
图4是多工位螺母螺母铆压机的结构示意图;
[0038]
图5是六角螺母盖上料装置的结构示意图;
[0039]
图6是六角螺母盖上料装置的运动方式示意图;
[0040]
图7是六角螺母上料定位装置结构示意图;
[0041]
图8是图7的部分放大示意图;
[0042]
图9是六角螺母上料定位装置立体示意图;
[0043]
图10是90度转向料道板示意图;
[0044]
图11是压铆及压铆力检测装置结构示意图。
具体实施方式
[0045]
以下结合附图,具体说明本实用新型;
[0046]
请参考图1、图2和图3,本申请的一种高精度螺母盖旋转铆接装置,用于多工位螺母铆压机中的六角螺母11与六角螺母盖12旋铆装配,旋铆处为图2中标示的a处,替换以压机上下铆压缩口的操作,所述旋转铆接装置110包括一旋转电机1101、一旋铆升降气缸1102、一旋铆固定座、一连接轴1104和一旋铆组合头1105;所述旋转电机1101设置在所述旋铆升降气缸1102上,所述旋转电机1101连接所述连接轴1104,所述连接轴1104贯穿所述旋铆升降气缸1102;所述旋铆升降气缸1102设置在所述旋铆固定座上,所述旋铆组合头1105连接所述连接轴1104,在所述旋转电机1101旋转时,带动所述连接轴1104跟着旋转,所述连接轴1104则会带动所述旋铆组合头1105旋转在碰到螺母盖时进行旋转铆接。
[0047]
如图所示,所述旋铆组合头1105包括两个铆接头11051和一固定盘11052,两所述铆接头11051通过轴承(图未示)及固定轴(图未示)与所述固定盘11052连接,所述固定盘11052连接所述连接轴1104;本申请所述铆接头11051为一圆筒体,所述轴承及固定轴设置在其中,所述铆接头11051朝向所述螺母盖的一端的外沿为一斜面,这个斜面的角度就是螺母盖缩口面折弯的角度的。
[0048]
如图所示,所述旋转铆接装置110下侧与所述多工位六角螺母盖分度定位装置40连接,用于完成螺母盖与螺母压铆后的缩口,而且采用的是旋转铆接的方式。
[0049]
此外,请参考图1,所述旋铆固定座包括两旋铆固定支撑片11031、一旋铆上固定板
11032、一旋铆下固定板11033和一旋铆轴承座11034,两所述旋铆固定支撑片11031对应设置形成支架状,所述旋铆上固定板11032设置在两所述旋铆固定支撑片11031的上端,所述旋铆下固定板11033设置在两所述旋铆固定支撑片11031的下端,所述旋铆升降气缸1102设置在所述旋铆上固定板11032的上面,所述旋铆轴承座11034设置在所述旋铆上固定板11032的下面,所述连接轴1104贯穿所述旋铆轴承座11034,在工作时,所述连接轴1104旋转的同时做着上下运动,由于所述旋铆轴承座11034的限位,所以所述连接轴1104可以进行稳定的旋转和上下运动。
[0050]
接着说明一下本申请旋转铆接装置的工作原理,请参考图2和图3:
[0051]
1、旋转铆接前,多工位六角螺母盖分度定位装置40中的零件运转至旋转铆接工位中;
[0052]
2、旋转电机1101带动旋铆组合头1105高速转动;
[0053]
3、旋铆升降气缸1102带动旋铆组合头1105向下运动并到达设定行程位置,旋铆升降气缸1102向下运动时,旋铆组合头1105缓慢与零件铆接部位接触并开始旋转铆接;
[0054]
4、旋铆升降气缸1102运动到设定行程后,开始向上运动(返回);
[0055]
5、旋铆升降气缸1102向上运动到设定行程后,多工位六角螺母盖分度定位装置40承载着旋转铆接后的零件运转至下一工位中。
[0056]
且承载着另一个多工位六角螺母盖分度定位装置40中的零件运转至旋转铆接工位中,重复1~5的工作步骤继续螺母盖旋转铆接。
[0057]
请参考图4,一种高精度多工位螺母铆压机,如上所述,本申请的高精度螺母盖旋转铆接装置,是在本公司已公开的多工位螺母铆压机专利中替换以压机上下铆压缩口的操作,以下针对所述多工位螺母铆压机做简单介绍。
[0058]
所述多工位螺母铆压机包括:—机架20,所述机架20用于支撑;—六角螺母盖上料装置30,所述六角螺母盖上料装置30安装在所述机架20上;—多工位六角螺母盖分度定位装置40,所述多工位六角螺母盖分度定位装置40与所述六角螺母盖上料装置30连接,用于承接六角螺母盖上料装置30传过来的六角螺母盖12;—螺母盖内底面喷漆装置90,所述螺母盖内底面喷漆装置90下侧与所述多工位六角螺母盖分度定位装置40连接,用于螺母盖内底面喷漆;—六角螺母上料定位装置50,所述六角螺母上料定位装置50用于传送六角螺母;—压铆及压铆力检测装置60,用于压铆六角螺母并同时压检测铆力,所述压铆及压铆力检测装置60上侧与所述六角螺母上料定位装置50连接,所述压铆及压铆力检测装置60下侧与所述多工位六角螺母盖分度定位装置40连接;—螺母牙纹回牙检测装置100,所述螺母牙纹回牙检测装置100下侧与所述多工位六角螺母盖分度定位装置40连接,用于螺母牙纹的检测;—不合格品剔除装置70,所述不合格品剔除装置70与所述多工位六角螺母盖分度定位装置40连接,用于剔除不合格品;—合格品卸料装置120,所述合格品卸料装置120与所述多工位六角螺母盖分度定位装置40连接,用于将合格品卸下;—触摸屏控制系统80;以及如上所述的旋转铆接装置110,用于完成螺母盖与螺母压铆后的缩口,采用的是旋转铆接的方式。
[0059]
由图4中可知,机架20为六角螺母盖上料装置30、多工位六角螺母盖分度定位装置40、螺母盖内底面喷漆装置90、六角螺母上料定位装置50、压铆及压铆力检测装置60、螺母牙纹回牙检测装置100、旋转铆接装置110、不合格品剔除装置70、合格品卸料装置120以及
触摸屏控制系统80提供了一个安装固定的平台和装配基准。
[0060]
其中,请参考图5和图6,所述六角螺母盖上料装置30包括:一六角螺母盖振动给料盘301,所述六角螺母盖振动给料盘301为一容器,所述六角螺母盖振动给料盘301设有一开口;一导料槽302,所述导料槽302为一滑槽,所述导料槽302的一端与所述六角螺母盖振动给料盘301的开口连接,所述导料槽302的另外一端连接定位及检测挡板303;一螺母盖感应检测开关(图未示),所述螺母盖感应检测开关设置在所述导料槽302上;一上料支架板304,所述上料支架板304位于四根上料支架立柱上端,所述上料支架立柱与所述机架20连接;一摆动气缸307,所述摆动气缸307与所述上料支架板304连接,所述摆动气缸307为一180度往复摆动气缸;—摆动臂连接板306,所述摆动臂连接板306与所述摆动气缸307连接;一摆动臂313,所述摆动臂313为一倒凹字型体,所述摆动臂313的水平一字型部连接所述摆动臂连接板306,所述摆动臂313随所述摆动气缸307做180度的往复摆动;二直线导轨314,所述直线导轨314为直线型体,所述直线导轨314连接所述摆动臂313平行的两垂直部的外侧;二直线导轨滑台308,所述直线导轨滑台308与所述直线导轨314连接,所述直线导轨滑台308在所述直线导轨314上滑动;二平行气爪安装板309,所述平行气爪安装板309为一片体,所述平行气爪安装板309连接所述直线导轨滑台308;二平行气爪310,所述平行气爪310安装在所述平行气爪安装板309上;二收缩扩张指312,所述收缩扩张指312连接所述平行气爪310;一移动横梁311,所述移动横梁311的两端与二个所述平行气爪安装板309连接;一薄型气缸305,所述薄型气缸305的缸体连接所述移动横梁311,所述薄型气缸305的活塞杆连接所述摆动臂313的水平一字型部。
[0061]
装配后,所述薄型气缸305的活塞杆伸缩运动可以带动所述移动横梁311上下移动,而且,所述摆动臂313左右两端的二个所述直线导轨滑台308及二个所述平行气爪310,在所述直线导轨314上随移动横梁311上下滑动。
[0062]
工作时,薄型气缸305的活塞杆伸出,薄型气缸305的缸体向下,带动移动横梁311向下,同时也使得收缩扩张指312向下,向下到达定位时,靠近导料槽302一侧的收缩扩张指312张开靠张力夹住六角螺母盖,而另外一侧的收缩扩张指312则是向内收缩放开六角螺母盖,接下来薄型气缸305的活塞杆缩入,薄型气缸305的缸体向上,带动移动横梁311向上,同时也使得收缩扩张指312向上,向上到达定位时,摆动气缸307做180度摆动,抓有六角螺母盖的一端收缩扩张指312与另一端空着并且收缩的收缩扩张指312的位置互换,将六角螺母盖做180度的移转。
[0063]
如图所示,摆动气缸307在六角螺母盖上料装置30的最上面,这样的好处是:摆动气缸307通过摆动臂连接板306与摆动臂313连接刚性好,上下运动的薄型气缸305不再承受摆动臂313旋转时产生的冲击力,薄型气缸305不再需要采用带导杆类型的气缸;摆动气缸307带动摆动臂313摆动时更平稳,定位更加准确可靠,薄型气缸305的负载也减轻(减去了摆动气缸307与摆动臂313的重量);薄型气缸305气缸使用寿命更长,因而选用薄型气缸305的直径也相应的减小。
[0064]
接着,请参考图7、图8、图9和图10,所述六角螺母上料定位装置50包括:一六角螺母振动给料盘501、一直线振动送料器502、一直线送料器机架503、一螺母光纤传感器感检测开关518、一螺母上升限位块517、一螺母限位升降定位器508、二挡料器升降导杆521、二定位器升降弹簧519、二弹簧压力调节杆520、一推料气缸504、一推料杆524、一推料气缸安
装板505,一推料升降气缸506、一推料升降气缸安装板507、一90度转向料道板509、一平行螺母气爪510、一气爪固定板511、一定位夹爪512、一升降板513、一连接架514、四个直线轴515、用于垂直定向升降的四个直线轴承516、四根夹爪张开保持弹簧523和四弹簧盖板522;其装配关系为:所述推料气缸504与所述推料气缸安装板505连接后再与所述推料升降气缸506连接;所述平行螺母气爪510与所述定位夹爪512连接;所述平行螺母气爪510与所述气爪固定板511连接;所述气爪固定板511、所述连接架514和所述直线轴515固定在所述升降板513上;所述直线轴承516固定在所述90度转向料道板509上;所述螺母上升限位块517位于所述90度转向料道板509的正上方,并与90度转向料道板509连接,所述螺母限位升降定位器508与所述挡料器升降导杆521连接再与所述推料气缸504连接,所述定位器升降弹簧519与所述弹簧压力调节杆520及所述螺母限位升降定位器508连接后再与90度转向料道板509连接,所述螺母限位升降定位器508在所述螺母上升限位块517上方;在所述推料气缸504前端装有所述推料杆524,弹簧盖板522用螺钉固定在直线轴515顶端。
[0065]
请参考图10,使用90度转向料道板509的好处是:螺母料道的无动力行程段大大缩短,因而料道阻力减小,有利于螺母上料、有利于其他零部件安装布局,并为安装直线振动送料器502及螺母限位升降定位器508、二挡料器升降导杆521、二定位器升降弹簧519、二弹簧压力调节杆520提供了空间。螺母定位更准确更可靠。
[0066]
另外,如图所示的六角螺母上料定位装置50,实现了六角螺母的自动送料定位功能;从而提高了效率避免了手工操作的安全事故。如图所示,六角螺母上料定位装置50的六角螺母振动给料盘501固定安装机架20上,推料升降气缸安装板507装在压铆及压铆力检测装置60的压铆承载板605上。平行螺母气爪510与定位夹爪512连接;平行螺母气爪510与气爪固定板511连接;气爪固定板511、连接架514、直线轴515固定在升降板513上。直线轴承516固定在90度转向料道板509上。推料升降气缸506固定在推料升降气缸安装板507上,推料气缸504与推料气缸安装板505连接后再与推料升降气缸506连接在一起。螺母限位块517固定在螺母限位升降定位器508上。作为优选方案六角螺母上料定位装置50位于压铆及压铆力检测装置60的正下方与压铆及压铆力检测装置60同属一个工位。平行螺母气爪510只接一根气管,该气管一直通有压缩气,使定位夹爪512一直处于夹紧状态,在夹持螺母时其夹持力保持恒定,不会因气爪的张合而改变夹持力的大小。在推料气缸504前端装有推料杆524,推料杆524前端有一推料定位销,推料定位销顶端为锥形。在螺母光纤传感器感检测开关518检测到90度转向料道板509的导向槽内有螺母时,推料升降气缸506上升并带动推料气缸504上升,推料定位销从螺母的底部插入螺纹孔内,推料气缸504将螺母延着导向槽推入定位夹爪512内,螺母被定位夹爪512夹持并定位,推料升降气缸506下降,并带动推料气缸504下降,推料升降气缸506下降到位后,推料气缸504缩回;在连续压铆工作时,螺母光纤传感器感检测开关518检测到有料的情况下周而复始的重复上述动作;当缺料时暂停动作直到有料时继续上述动作。
[0067]
请参考图11,六角螺母上料定位装置50,位于压铆及压铆力检测装置60正下方,即螺母上料位置与压铆的位置一致。图中的压铆及压铆力检测装置60固定安装在机架20上,如图所示所述压铆及压铆力检测装置60包括:—压铆气缸601、—压杆602、—夹紧放松滑块603、—压铆承载板605、—气压传感测量仪表609、—压铆位置感应开关(图未示)和—电磁阀(图未示);所述压铆气缸601安装在所述机架20上,所述机架20包括:—左侧立板606、—
右侧立板607、—底板608、—压铆气压缸安装板604;所述压杆602与所述压铆气缸601的活塞杆相连接,压杆602的另一端与所述夹紧放松滑块603链接,所述夹紧放松滑块603的前端为锥形,具有导向定位作用;所述推料升降气缸安装板507与所述压铆承载板605连接;所述压铆承载板605两边与所述左侧立板606及所述右侧立板607连接;所述夹紧放松滑块603与所述压杆602连接;所述气压传感测量仪表609与所述触摸屏控制系统80电性连接,所述气压传感测量仪表609传送电信号给所述触摸屏控制系统80。下压过程中,压杆602、夹紧放松滑块603与六角螺母上料定位装置50同时下降,升降板513接触到模芯上盖升降板静止不动,六角螺母与六角螺母盖保持对齐;压杆602继续下压;六角螺母压入3-5mm六角螺母盖后,夹紧放松滑块603与定位夹爪512接触将定位夹爪512推开,定位夹爪512松开六角螺母直至六角螺母完全压入六角螺母盖内。压入完成后,压杆602复位过程中带动六角螺母上料定位装置50复位。采用压入一定的深度再松开定位夹爪512的好处再于保证了压铆位置正确,避免了螺母下压接触六角螺母盖前位置发生改变而产生的废品,从而提高了产品合格率。
[0068]
在整体协调控制方面,本申请的触摸屏控制系统80是一种plc变频器触摸屏自动化控制系统,所述触摸屏控制系统80分别与所述六角螺母盖上料装置30、所述多工位六角螺母盖分度定位装置40、螺母盖内底面喷漆装置90、所述六角螺母上料定位装置50、所述压铆及压铆力检测装置60、所述螺母牙纹回牙检测装置100、旋转铆接装置110、不合格品剔除装置70及所述合格品卸料装置120电气信号连接。
[0069]
综上所述,由于采用了以上的技术特征,使得本实用新型相比于现有技术具有如下的优点和积极效果:
[0070]
第一、本申请的自动化生产,减少了不同工序间的周转时间和周转费用,两个铆接头同时工作提高了生产效率,降低了成本;
[0071]
第二、本申请实现了轮胎螺母的螺母盖旋转铆接,避免了铆合偏移的情况发生,铆接更高效,零件尺寸更稳定,零件外观更美观,提高了产品出厂合格率,争强了企业的竞争力。
[0072]
实用新型优选实施例只是用于帮助阐述本实用新型。优选实施例并没有详尽叙述所有的细节,也不限制该实用新型仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本实用新型的原理和实际应用,从而使所属技术领域技术人员能很好地利用本实用新型。本实用新型仅受权利要求书及其全部范围和等效物的限制。以上公开的仅仅是本实用新型的较佳实施例,但并非用来限制其本身,任何熟习本领域的技术人员在不违背本实用新型精神内涵的情况下,所做的均等变化和更动,均应落在本实用新型的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips