
 商标分类
商标分类  商标转让
商标转让 
一种低氢焊条药皮含水量控制工艺的制作方法
 2021-03-09 14:03:01|
2021-03-09 14:03:01| 299|
299| 起点商标网
起点商标网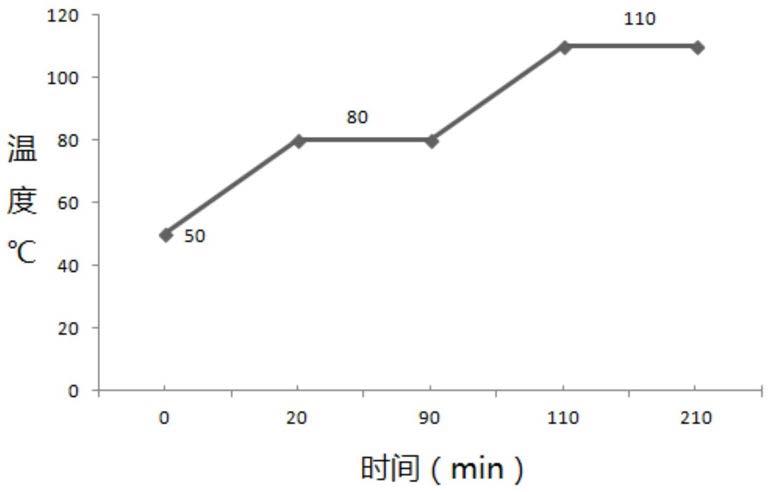
[0001]
本发明涉及焊接材料技术领域,具体涉及一种低氢焊条药皮含水量控制工艺。
背景技术:
[0002]
氢在熔敷金属焊缝中是最有害的元素之一,氢的有害性体现在以下两个方面:第一,焊缝中氢含量过高,在拉伸试验时会导致金属发生错位和堆积,影响其塑性,断后伸长率显著降低;第二,氢含量过高也会导致焊接冷却时,氢的溶解度发生变化,部分原子氢结合成分子氢进而形成气泡,当外溢速度小于熔池结晶速度时,就残留于焊缝中,形成了氢气孔。
[0003]
焊接时,氢主要来源于焊接材料的水分和有机物。在保证其先决条件下,焊条的生产工艺过程也会对焊条本身药皮含水量的多少起到重要作用。新版国标中已经取消焊条药皮含水量的测定,但美标中仍然保留了其试验要求。同时,由于近年来,内外环境的变化,核电产业需求量增大,高端关键设备用低合金焊钢焊条的技术要求也给国内焊接材料制造厂商提出了更高的要求,在含水量方面要求药皮含水量≤0.10%,这也超出了之前国标的要求,因此,基于现状,有必要对焊条的含水量进行控制,以满足更高端产品的需要。
技术实现要素:
[0004]
本发明所要解决的技术问题是:现有的焊条含水量偏高,不能满足更高端设备焊接的要求。
[0005]
本发明通过下述技术方案实现:
[0006]
一种低氢焊条药皮含水量控制工艺,按照以下干燥曲线对焊条进行处理:
[0007]
低温段:≤50℃入炉,升温到80℃,保温,升温到110℃,保温,
[0008]
高温段:≤50℃入炉,升温到380℃,保温。
[0009]
目前的高端设备在制造过程中,对焊条的性能提出了更高的要求,对于含水量的参数要求,现有的0.1%已经无法满足需要,但是在现有设备和工艺基础上要改进将含水量控制在0.1%以下非常困难。
[0010]
本发明从现有设备出发,在不改变设备的基础上,通过温度段和保温的控制,实现了含水量的降低。
[0011]
本发明优选一种低氢焊条药皮含水量控制工艺,在处理时,控制生产现场湿度,所述生产现场湿度范围为:40-90%。
[0012]
本发明考虑到现场湿度对焊条的影响,因此,控制生产现场湿度在合适范围,可与干燥过程协同作用进一步降低焊条的含水量。
[0013]
本发明优选一种低氢焊条药皮含水量控制工艺,所述干燥曲线为:
[0014]
低温段:≤50℃入炉,升温20min到80℃,保温40-80min后,升温20-50min到110℃,保温80-120min,
[0015]
高温段:≤50℃入炉,升温80-100min到380℃,保温80-100min。
[0016]
本发明优选一种低氢焊条药皮含水量控制工艺,所述干燥曲线为:
[0017]
低温段:≤50℃入炉,升温20min到80℃,保温70min后,升温20min到110℃,保温100min,
[0018]
高温段:≤50℃入炉,升温90min到380℃,保温90min。
[0019]
本发明优选一种低氢焊条药皮含水量控制工艺,所述生产现场湿度范围为:50-80%。
[0020]
本发明优选一种低氢焊条药皮含水量控制工艺,所述生产现场湿度范围为:50-60%。
[0021]
优选地,生产现场湿度控制在50-60%,干燥曲线为:
[0022]
低温段:≤50℃入炉,升温20min到80℃,保温70min后,升温20min到110℃,保温100min,
[0023]
高温段:≤50℃入炉,升温90min到380℃,保温90min。
[0024]
通过进一步控制湿度范围、升温时间、保温时间、保温温度配合,得到了含水量低于0.1%的焊条,且低温段时间控制在3.5h,高温段时间控制在3h,总时间仅仅6.5h,远远低于现有烘箱内热风烘干的干燥时间。
[0025]
本工艺适用于低合金钢焊条。
[0026]
本发明具有如下的优点和有益效果:
[0027]
1、本发明在不改变现有生产线的基础上通过优化焊条生产过程中的干燥工艺,并配合控制生产现场的湿度条件,得到了含水量为0.07%的焊条,对于本领域技术人员来说,取得了意料不到的技术效果。
[0028]
2、本发明还缩短了干燥时间,在生产效率提高的基础上还降低了含水量,效果优异且超出本领域的预期。
附图说明
[0029]
图1为本发明实施例3的低温段的干燥曲线图。
[0030]
图2为本发明实施例3的高温段的干燥曲线图。
具体实施方式
[0031]
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
[0032]
实施例1
[0033]
一种低氢焊条药皮含水量控制工艺,包括如下步骤:
[0034]
控制生产现场的湿度为70-80%,将焊芯与药皮粘接好的低合金钢焊条半成品按照如下曲线进行:
[0035]
低温段:≤50℃入炉,升温20min到80℃,保温50min后,升温40min到110℃,保温100min,高温段:≤50℃入炉,升温90min到380℃,保温90min,随炉冷却。
[0036]
实施例2
[0037]
控制生产现场湿度60-70%;将焊芯与药皮粘接好的低合金钢焊条半成品按照如
下曲线进行:
[0038]
低温段:≤50℃入炉,升温20min到80℃,保温60min后,升温30min到110℃,保温100min,高温段:≤50℃入炉,升温90min到380℃,保温90min,随炉冷却。
[0039]
实施例3
[0040]
控制生产现场湿度50-60%;将焊芯与药皮粘接好的低合金钢焊条半成品按照如下曲线进行:
[0041]
低温段:≤50℃入炉,升温20min到80℃,保温70min后,升温20min到110℃,保温100min。高温段:≤50℃入炉,升温90min到380℃,保温90min,随炉冷却。
[0042]
对以上实施例1-3进行含水量的检测,检测步骤如下:
[0043]
(1)将同一包中的三根焊条中部的药皮混合后,取约4g药皮作为试样,立即放入干燥并带盖的试样瓶内,可以采用弯曲焊条或清洁干燥的钳子取样。
[0044]
(2)炉温控制在980
±
15℃,氧气流量为200-250ml/min,把镍舟或瓷舟放在加热管中干燥,并接上水分吸收系统。30min后,取下u型吸收管,并放到干燥皿中,待20min后称量u型吸收管,取出镍舟或瓷舟放到装有无水高氯酸镁干燥剂的干燥皿内。
[0045]
空白值的测定应遵循实际测定水分的程序和时间,唯一不同的是镍舟或瓷舟中不放试样,测得u型吸收管的增重即为空白值。
[0046]
测完空白值后,立即将药皮试样放到天平上称重,并尽快放人舟内,打开加热管,将盛有试样的舟放入加热管,同时接上u型吸收管,然后封闭加热管加热30min后取下u型吸收管并将其放入干燥器皿中,待20min后称量u型吸收管的增重。如果还要测定另一个试样,在取下u型吸收管的同时,也将舟从加热管中取出,清除加热过的试样,放入干燥皿中。接着可用同一个镍舟或瓷舟测定另一个试样,不必重新测定空白值。
[0047]
焊条药皮含水量按以下公式计算
[0048][0049]
式中a为实际试验时u型吸收管的增重,b为空白值。
[0050]
通过上述检测方法测得实施例1-3的焊条药皮含水量为:
[0051]
实施例1:0.15%;
[0052]
实施例2:0.12%;
[0053]
实施例3:0.07%。
[0054]
从上述检测结果可以看出,在低温段总时间相同的情况下,在对生产现场的湿度控制在50-60%,并且低温段保温时间80℃保温段时间更长,80℃升温至110℃的时间更短的情况下,得到了含水量更小的焊条药皮。
[0055]
本发明的生产现场是指烘箱。
[0056]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 焊条

 热门咨询
热门咨询




tips