
 商标分类
商标分类  商标转让
商标转让 
换热组件及其制造方法与流程
 2021-03-09 14:03:21|
2021-03-09 14:03:21| 368|
368| 起点商标网
起点商标网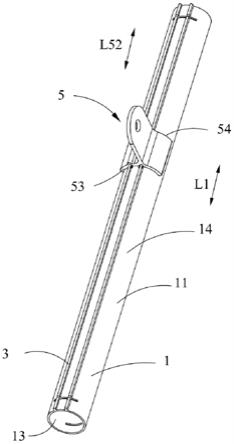
[0001]
本申请涉及换热领域,具体而言,涉及一种换热组件及其制造方法。
背景技术:
[0002]
相关技术中换热组件包括换热芯体与支架,换热芯体与支架通过钎焊固定。在钎焊之前需要将换热芯体与支架进行预定位。相关技术中,换热芯体包括集流管,集流管包括若干条凸棱,支架包括若干条沿集流管轴向设置的凹槽,支架与集流管贴合设置,若干条凹槽与若干条凸棱一一对应配合实现支架相对于集流管的预定位。但此种预定位方式存在定位不牢固的问题,支架容易从集流管上脱落。
技术实现要素:
[0003]
本申请的目的在于提供一种在钎焊前定位牢固的换热组件。
[0004]
一方面,本申请提供了一种换热组件,其包括:
[0005]
第一集流管,所述第一集流管具有沿第一集流管长度方向延伸的内腔,所述第一集流管包括位于内腔周围的第一管壁,所述第一管壁包括第一内表面与第一外表面,所述第一内表面相对于第一外表面更靠近内腔,所述第一集流管包括至少一个第一凸棱,所述第一凸棱位于所述第一外表面;
[0006]
第二集流管,所述第二集流管具有沿第二集流管长度方向延伸的内腔;
[0007]
若干换热管,所述换热管包括位于换热管长度方向相反两端的第一端部和第二端部,所述第一端部与第一集流管相连,所述第二端部与第二集流管相连,所述换热管的通孔连通第一集流管的内腔和第二集流管的内腔;
[0008]
至少一个第一件,所述第一件与所述第一集流管固定连接,所述第一件包括第一面,所述第一面贴合于所述第一外表面,所述第一件具有至少一个第一凹槽,所述第一凸棱至少部分位于对应的所述第一凹槽内,所述第一件包括第二面与第三面,所述第二面与第三面分别位于所述第一凹槽长度方向的相反两侧;
[0009]
其中,所述第一凸棱包括第一凸起结构与第二凸起结构,所述第一凸起结构与第二凸起结构分别位于所述第一凹槽长度方向的相反两侧,所述第一凸起结构包括第一端面,所述第二凸起结构包括第二端面,所述第一端面贴合于所述第二面,所述第二端面贴合于所述第三面。
[0010]
本申请提供的换热组件,所述第一凸起结构与第二凸起结构分别位于所述第一凹槽长度方向的相反两侧,第一凸起结构的第一端面贴合于所述第一件的第二面,第二凸起结构的第二端面贴合于所述第一件的第三面,使得换热组件在钎焊前定位牢固。
[0011]
另一方面,本申请提供了一种换热组件的制造方法,其特征在于,所述换热组件的制造方法包括如下步骤:
[0012]
提供第一集流管、第二集流管、至少一个第一件及若干换热管;所述换热管包括位于换热管长度方向相反两端的第一端部和第二端部,将所述换热管的第一端部与所述第一
集流管组装,将所述换热管的第二端部与所述第二集流管组装,所述第一集流管包括第一管壁与至少一个凸棱,所述第一管壁包括第一内表面与第一外表面,所述第一件包括至少一个第一凹槽与第一面,将所述第一凸棱与对应的所述第一凹槽配合,使第一凸棱至少部分位于对应的所述第一凹槽内,将第一面贴合于所述第一外表面,所述第一件包括第二面与第三面,所述第二面与第三面分别位于所述第一凹槽长度方向相反两端;
[0013]
提供铆压工具,将所述铆压工具在所述第一凹槽长度方向的一侧铆压第一凸棱,所述铆压工具的铆压方向与第二面平行,部分所述第一凸棱受到铆压工具的铆压形成第一凸起结构,使得所述第一凸起结构形成贴合于第二面的第一端面,将所述铆压工具在所述第一凹槽长度方向的另一侧铆压第一凸棱,所述铆压工具的铆压方向与第三面平行,部分所述第一凸棱受到铆压工具的铆压形成第二凸起结构,使得所述第二凸起结构形成贴合于第三面的第二端面;
[0014]
将组装好的第一集流管、第二集流管、若干换热管与第一件整体过炉钎焊,实现所述第一端部与第一集流管相连,所述第二端部与第二集流管相连,所述第一件与所述第一集流管固定连接。
[0015]
本申请提供的换热组件的制造方法,铆压工具在所述第一凹槽的长度方向的一侧铆压第一凸棱,部分所述第一凸棱受到铆压工具的铆压形成第一凸起结构,铆压工具在所述第一凹槽的长度方向的另一侧铆压第一凸棱,部分所述第一凸棱受到铆压工具的铆压形成第二凸起结构;且第一凸起结构形成贴合于第二面的第一端面,第二凸起结构形成贴合于第三面的第二端面;从而换热组件在钎焊前定位牢固。
附图说明
[0016]
图1是本申请实施例所提供的一种换热组件的立体示意图;
[0017]
图2是如图1所示的换热组件的分解示意图;
[0018]
图3是本申请实施例中第一集流管与一个第一件组装在一起的立体示意图;
[0019]
图4是如图3所示的第一集流管的侧视示意图;
[0020]
图5是如图3所示的第一件的立体示意图;
[0021]
图6是如图3所示第一集流管与第一件的分解示意图;
[0022]
图7是图6中圆圈a部分的放大示意图;
[0023]
图8是如图3所示的第一集流管一个与第一件组装在一起的俯视示意图;
[0024]
图9是图8中圆圈b部分的放大示意图;
[0025]
图10是沿图8中a-a线的剖视图;
[0026]
图11是本申请实施例铆压工具铆压第一集流管之前的第一集流管与一个第一件组装在一起的立体示意图;
[0027]
图12是图11中圆圈c部分的放大示意图;
[0028]
图13是本申请所提供的一种换热组件的制造方法的流程框图;
[0029]
附图中:
[0030]
1、第一集流管;11、第一管壁;13、第一内表面;14、第一外表面;
[0031]
2、第二集流管;21、第二管壁;
[0032]
3、第一凸棱;l3、第一凸棱长度方向;w3、第一凸棱宽度方向;31、第一凸起结构;
311、第一端面;32、第二凸起结构;321、第二端面;33、第一侧面;l33、第一侧面长度方向;h33、第一侧面高度方向;34、第二侧面;l34、第二侧面长度方向;h34、第二侧面高度方向;35、第一顶面;351、第三点;352、第四点;353、中间段;36、第三连线;
[0033]
4、换热管;41、第一端部;42、第二端部;
[0034]
5、第一件;52、第一凹槽、l52、第一凹槽长度方向;53、第二面;54、第三面;55、第一面;551、第一点、552、第二点、56、第一连线;57、第二连线;58、槽壁;
[0035]
6、第二件;
[0036]
7、翅片;8、边板;
[0037]
100、换热组件。
具体实施方式
[0038]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本申请相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本申请的一些方面相一致的装置和方法的例子。
[0039]
根据本申请的换热组件100的一个具体实施例,如图1和图2所示,其包括:第一集流管1、第二集流管2、若干换热管4、若干翅片7、边板8、至少一个第一件5以及至少一个第二件6。本申请的换热组件100可以应用于空调系统中。
[0040]
第一集流管1与第二集流管2间隔设置,若干换热管4连接第一集流管1与第二集流管2,至少一个第一件5安装于第一集流管1,至少一个第二件6安装于第二集流管2。第一集流管1的长度方向l1与第二集流管2的长度方向可以相互平行,若干换热管4的长度方向可以相互平行。若干换热管4相互间隔设置,相邻换热管4之间和换热管4与边板8之间夹设有翅片7,翅片7类型可以是波纹翅片、百叶窗翅片、矩形翅片、u形翅片等,翅片7的设置增加了换热管4与空气的换热面积,从而提高了换热组件100的换热效率。在可选的其它实施例中,由于制造或者实际使用情况下的不同设计等原因,第一集流管1的长度方向l1与第二集流管2的长度方向呈一定的夹角,而未相互平行,第一集流管1与第二集流管2的位置不以此为限。
[0041]
第一集流管1具有沿第一集流管1长度方向l1延伸的内腔和沿第一集流管1长度方向l1排列的多个换热管孔(图中未示出),第一集流管1包括位于第一集流管1内腔周围的第一管壁11,换热管孔贯穿第一管壁11。第二集流管2具有沿第二集流管2长度方向延伸的内腔和沿第二集流管2长度方向排列的多个换热管孔,第二集流管2包括第二集流管2内腔周围的第二管壁21,多个换热管孔贯穿第二管壁21。换热管4具有沿换热管4长度方向贯穿换热管4的一排通孔(图中未示出),换热管4的长度大于其宽度,换热管4的宽度大于其厚度。换热管4包括位于换热管4长度方向相反两端的第一端部41与第二端部42,换热管4的第一端部41插入第一集流管1的换热管孔,且第一端部41与第一集流管1在换热管孔处密封连接;换热管4的第二端部42插入第二集流管2的换热管孔,且第二端部42与第二集流管2在换热管孔处密封连接。换热管4的一排通孔连通第一集流管1的内腔与第二集流管2的内腔。
[0042]
第一件5可以是用于将换热组件100固定至外部物体的固定支架,第一件5也可以是用于连通外部管路和第一集流管1内腔的压板。如图1和2所示的本申请实施例中,两个为
固定支架的第一件5安装于第一集流管1上。压板与第一集流管1定位的结构和原理,和固定支架与第一集流管的1定位的结构和原理类似,本申请以第一件5为固定支架为例说明第一件5与第一集流管1的定位结构与原理。
[0043]
在本申请的实施例中,如图3和图4所示,第一集流管1包括位于第一集流管1内腔周围的第一管壁11,第一管壁11包括第一内表面13与第一外表面14,第一内表面13相对于第一外表面14更靠近第一集流管1的内腔。如图10所示,在垂直于第一集流管1的长度方向l1的截面上,第一外表面14呈圆形,第一内表面13呈圆形。在可选的其他实施例中,在垂直于第一集流管1的长度方向l1的截面上,第一外表面14呈半圆形、椭圆形、方形或其他形状,第一内表面13呈半圆形、椭圆形、方形或其他形状,本申请不以此为限。
[0044]
如图3和图4所示,第一集流管1包括两个第一凸棱3,第一凸棱3位于所述第一外表面14。如图5、图6和图7所示,第一件5与所述第一集流管1固定连接,第一件5包括第一面55,第一面55贴合于所述第一外表面14,第一件5具有两个第一凹槽52,两个第一凹槽52与两个第一凸棱3一一对应配合,对应的第一凸棱3至少部分位于对应的第一凹槽52内,第一件5包括第二面53与第三面54,第二面53与第三面54分别位于所述第一凹槽52长度方向l52的相反两侧,第一凹槽52贯穿第二面53与第三面54。如图6、图7和图9所示,其中,第一凸棱3包括第一凸起结构31与第二凸起结构32,第一凸起结构31与第二凸起结构32分别位于第一凹槽52长度方向l52的相反两侧,第一凸起结构31包括第一端面311,第二凸起结构32包括第二端面321,第一端面311贴合于第二面53,第二端面321贴合于第三面54。当第一凸棱3与第一凹槽52一一对应配合时,第一件5相对于第一集流管1除轴向自由度和径向自由度外其余自由度已约束固定。第一凸起结构31与第二凸起结构32位于第一凹槽52长度方向l52的相反两侧,即第一凸起结构31与第二凸起结构32沿第一集流管1的长度方向l1位于第一件5的相反两侧,实现了第一件5相对于第一集流管1的轴向自由度约束;第一凸起结构31的第一端面311贴合于第一件5的第二面53,第二凸起结构32的第二端面321贴合于第一件5的第三面54,通过第一端面311和第二面53之间的摩擦力,第二端面321与第三面54之间的摩擦力,实现了第一件5相对于第一集流管1的径向自由度约束,至此,第一件5相对于第一集流管1完全定位,从而实现了换热组件100在钎焊前的牢固定位。在本申请可选的其他实施例中,第一凸棱3的数量可以为一个或者多个,第一凹槽52的数量可以为一个或者多个。本申请实施例中,以第一凸棱3的数量为两个,第一凹槽52的数量为两个为例说明;当第一凸棱3的数量为两个,第一凹槽52的数量为两个时,是基于换热组件100的材料用量和定位牢固的双重考量下,较为合适的选择,但本申请不以此为限。
[0045]
如图8和10所示,第一凸棱3包括第一侧面33与第二侧面34,第一侧面33与第二侧面34分别位于第一凸棱3宽度方向w3的相反两侧,在垂直于第一集流管1长度方向l1的截面上,第一侧面33的长度的数值为a,第二侧面34的长度的数值为b,第一管壁11壁厚的数值为c,其中当b≥a时,a≥1.5c,或当a≥b时,b≥1.5c。当b≥a时,a≥1.5c,或当a≥b时,b≥1.5c,此种设置可保证对应配合的第一凸棱3与第一凹槽52的配合稳定性,从而使得换热组件100的在钎焊前的定位更加牢固。在本申请的实施例中,如图10所示,第一件5包括位于第一凹槽52周围的槽壁58,第一侧面33与第一凹槽52周围的槽壁58贴合连接,第二侧面34与第一凹槽52的周围的槽壁58贴合连接,此种设置进一步增强了对应配合的第一凸棱3与第一凹槽52的配合稳定性;当然,在可选的其他实施例中,第一侧面33与第一凹槽52周围的槽
壁58之间存在间隙,和/或,第二侧面34与第一凹槽52周围的槽壁58之间存在间隙,本申请第一侧面33与第一凹槽52周围的槽壁58之间的位置关系不以此为限。在可选的其它实施例中,由于生产与制造或其他原因,第一侧面33与第一外表面14连接处具有较小圆角,第二侧面34与第一外表面14连接处具有较小圆角,需要注意的是,在描述第一侧面33与第二侧面34时,第一侧面33与第二侧面34可以包括较小圆角,本申请不以此为限。
[0046]
如图4所示,在本申请实施例中,第一集流管1的每个第一凸棱3第一侧面33的高度方向h33与第二侧面34的高度方向h34可以相互平行,各第一凸棱3的第一侧面33的高度方向h33可以相互平行,各第一凸棱3的第二侧面34的高度方向h34可以相互平行。进一步的,如图8所示,在本申请实施例中,第一集流管1的每个第一凸棱3第一侧面33的长度方向l33与第二侧面34的长度方向l34可以相互平行,各第一凸棱3的第一侧面33的长度方向l33可以相互平行,各第一凸棱3的第二侧面34的长度方向l34可以相互平行。此种设置使得,第一件5在安装时,第一件5即可沿第一侧面33的高度方向h33和第二侧面34的高度方向h34与第一凸棱3组装,第一件5又可沿第一侧面33的长度方向l33和第二侧面34的长度方向l34与第一凸棱3组装,操作者可根据实际情况组装第一集流管1与第一件5,从而第一件5与第一集流管1的组装方便。
[0047]
在可选的其他实施例中,第一集流管1的每个第一凸棱3的第一侧面33的高度方向h33与第二侧面34的高度方向h34相互平行,各第一凸棱3的第一侧面33的高度方向h33相互平行,各第一凸棱3的第二侧面34的高度方向h34相互平行。此种设置使得第一件5可沿第一侧面33的高度方向h33和第二侧面34的高度方向h34与第一凸棱3组装,从而第一件5与第一集流管1组装方便。在可选的其他实施例中,第一集流管1的每个第一凸棱3第一侧面33的长度方向l33与第二侧面34的长度方向l34相互平行,各第一凸棱3的第一侧面33的长度方向l33相互平行,各第一凸棱3的第二侧面34的长度方向l34相互平行。此种设置使得第一件5可沿第一侧面33的长度方向l33和第二侧面的长度方向l34与第一凸棱3组装,从而第一件5与第一集流管1组装方便。在可选的其他实施例中,当第一集流管1的每个第一凸棱3第一侧面33的长度方向l33与第二侧面34的长度方向l34相互平行,各第一凸棱3的第一侧面33的长度方向l33相互平行,各第一凸棱3的第二侧面34的长度方向l34相互平行时,在第一凸棱3的高度方向上,第一凸棱3的远离第一管壁11的一端的宽度大于第一凸棱3的与第一管壁11连接一端的宽度,例如,第一凸棱3呈燕尾型。此种设置使得第一件5可沿第一侧面33的长度方向l33和第二侧面34的长度方向l34与第一凸棱3组装,同时此种设置有利于第一件5相对于第一集流管1的径向自由度上的约束,从而换热组件100组装方便且定位牢固。
[0048]
如图8和图10所示,在垂直于第一集流管1长度方向l1的截面上,第一外表面14呈圆形,第一件5包括贴合于第一外表面14的第一面55,第一面55呈圆弧形,第一面55包括位于第一面55周向两端的第一点551与第二点552,定义连接第一点551与第一外表面14圆心的直线为第一连线56,定义连接第二点552与第一外表面14圆心的直线为第二连线57,第一连线56与第二连线57形成第一夹角α,第一夹角的数值范围为α<180
°
。此种设置,一方面使得第一件5与第一集流管1在组装时,能够保证第一件5可沿第一侧面33的高度方向h33和第二侧面34的高度方向h34与第一凸棱3组装,从而第一件5与第一集流管1的组装方便;另一方面,有利于节省第一件5的材料用量。
[0049]
如图8和图10所示,在垂直于第一集流管1长度方向l1的截面上,第一连线56与第
二连线57形成第一夹角α,第一夹角的数值范围为0
°
<α≤120
°
,有利于节省第一件5的材料用量。可选的,第一夹角α的数值为120
°
,从而换热组件100兼具定位牢固和节省材料的效果。
[0050]
如图8和图10所示,第一凸棱3包括第一顶面35,第一顶面35的一端与第一侧面33连接,第一顶面35的另一端与第二侧面34连接,在垂直于第一集流管1长度方向l1的截面上,第一顶面35的包括第三点351、第四点352与中间段353,第三点351与第一侧面33连接,第四点352与第二侧面34连接,定义连接第三点351与第四点352的直线为第三连线36。中间段353向远离第一外表面14的方向凸出于第三连线36,在第一件5与第一集流管1组装时,可为第一件5提供导向,从而第一件5与第一集流管1的组装更加方便。
[0051]
如图8所示,第一集流管1的每个所述第一凸棱3的第一侧面33的长度方向l33与第一集流管1的长度方向l1可以平行,每个所述第一凸棱3的第二侧面34的长度方向l34与所述第一集流管1的长度方向l1可以平行。此种设置有利于第一集流管1制作的简单化。在可选的其他实施例中,第一集流管1的每个所述第一凸棱3的第一侧面33的长度方向l33与第一集流管1的长度方向l1不平行,每个所述第一凸棱3的第二侧面34的长度方向l34与所述第一集流管1的长度方向l1不平行,本申请中第一凸棱3的位置不以此为限。
[0052]
在本申请的实施例中,第一集流管1的第一管壁11与第一凸棱3一体成型,有利于节约第一集流管1的制造成本。第二集流管2包括第二管壁21与至少一个第二凸棱,第二集流管2的第二管壁21与第二凸棱一体成型,有利于节约第二集流管2的制造成本。在可选的其他实施例中,第一集流管1的第一凸棱3与第一管壁11通过焊接、粘接等连接方式固定,第二集流管2的第二凸棱与第二管壁21通过焊接、粘接等连接方式固定,本申请不以此为限。具体的,在本申请的实施例中,第一集流管1为挤压型材,第二集流管2为挤压型材。
[0053]
本申请中第二件6安装于第二集流管2上,第二件6可以是用于将换热组件100固定至外部物体的固定支架,第二件6也可以是用于连通外部管路和第二集流管2内腔的压板。如图1和2所示的本申请实施例中,两个为固定支架的第二件6和两个为压板的第二件6安装于第二集流管2上。第二件6与第二集流管2的定位结构与原理,和第一件5与第一集流管1的定位结构与原理类似,本申请在此不再赘述。
[0054]
如图13所示,根据本申请的换热组件100的制造方法的一个具体实施例,其包括如下步骤:
[0055]
s1:提供第一集流管1、第二集流管2、至少一个第一件5、至少一个第二件6及若干换热管4,组装第一集流管1、第二集流管2、至少一个第一件5、至少一个第二件6及若干换热管4。
[0056]
具体地,换热管4包括位于换热管4长度方向相反两端的第一端部41和第二端部42,将换热管4的第一端部41与第一集流管1组装,将换热管4的第二端部42与第二集流管2组装,第一集流管1包括第一管壁11与至少一个凸棱3,第一管壁11包括第一内表面13与第一外表面14,第一件5包括至少一个第一凹槽52与第一面55,将第一件5沿着第一侧面33的高度方向h33和第二侧面34的高度方向h34与第一凸棱3组装,使第一凸棱3与对应的第一凹槽52配合,使第一凸棱3至少部分位于对应的第一凹槽52内,且第一面55贴合于第一外表面14,第一件5包括第二面53与第三面54,第二面53与第三面54分别位于第一凹槽52长度方向l52的相反两端。
[0057]
s2:提供铆压工具,利用铆压工具使第一件5与第一集流管1定位固定,利用铆压工具使第二件6与第二集流管2定位固定。
[0058]
具体地,将铆压工具在第一凹槽52长度方向l52的一侧铆压第一凸棱3,铆压工具的铆压方向平行于第二面53,部分第一凸棱3受到铆压工具的铆压形成第一凸起结构31,使得第一凸起结构31形成贴合于第二面53的第一端面311,将铆压工具在第一凹槽52长度方向l52的另一侧铆压第一凸棱3,铆压工具的铆压方向平行于第三面54,部分第一凸棱3受到铆压工具的铆压形成第二凸起结构32,使得第二凸起结构32形成贴合于第三面54的第二端面321。
[0059]
s3:使第一集流管1、第二集流管2、至少一个第一件5、至少一个第二件6及若干换热管4钎焊连接。
[0060]
具体地,将组装好的第一集流管1、第二集流管2、至少一个第一件5、至少一个第二件6及若干换热管4整体过炉钎焊,使第一端部41与第一集流管1连接,第二端部42与第二集流管2连接,使第一件5的第一面55与第一集流管1的第一外表面14贴合连接。
[0061]
本申请提供的换热组件100的制造方法,铆压工具在所述第一凹槽52的长度方向l52的一侧铆压第一凸棱3,部分所述第一凸棱3受到铆压工具的铆压形成第一凸起结构31,铆压工具在所述第一凹槽52的长度方向l52的另一侧铆压第一凸棱3,部分所述第一凸棱3受到铆压工具的铆压形成第二凸起结构32,实现了第一件5相对于第一集流管1的轴向自由度的约束固定;且第一凸起结构31形成贴合于第二面53的第一端面311,第二凸起结构32形成贴合于第三面54的第二端面321,通过第一端面311和第二面53之间的摩擦力,第二端面321与第三面54之间的摩擦力实现了第一件5相对于第一集流管1的径向自由度的约束固定,从而换热组件100在钎焊前定位牢固。
[0062]
第一件5可以是用于将换热组件100固定至外部物体的固定支架,第一件5也可以是用于连通外部管路和第一集流管1内腔的压板。如图1和2所示的本申请实施例中,两个为固定支架的第一件5安装于第一集流管1上。压板与第一集流管1定位的结构和原理,和固定支架与第一集流管的1定位的结构和原理类似,本申请在此不再赘述。
[0063]
第二件6可以是用于将换热组件100固定至外部物体的固定支架,第二件6也可以是用于连通外部管路和第二集流管2内腔的压板。如图1和2所示的本申请实施例中,两个为固定支架的第二件6和两个为压板的第二件6安装于第二集流管2上。第二件6与第二集流管2的定位结构与原理,和第一件5与第一集流管1的定位结构与原理类似,本申请在此不再赘述。
[0064]
以上所述仅是本申请的较佳实施例而已,并非对本申请做任何形式上的限制,虽然本申请已以较佳实施例揭露如上,然而并非用以限定本申请,任何熟悉本专业的技术人员,在不脱离本申请技术方案的范围内,当可利用上述揭示的技术内容做出些许更动或修饰为等同变化的等效实施例,但凡是未脱离本申请技术方案的内容,依据本申请的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本申请技术方案的范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 第二面

 热门咨询
热门咨询




tips