
 商标分类
商标分类  商标转让
商标转让 
一种基于3D打印成型的旋流火炬点火器的制作方法
 2021-03-03 15:03:59|
2021-03-03 15:03:59| 345|
345| 起点商标网
起点商标网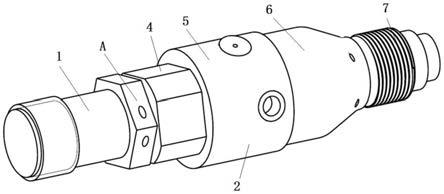
一种基于3d打印成型的旋流火炬点火器
技术领域
[0001]
本发明涉及一种火炬点火器,特别涉及一种基于3d打印成型的旋流火炬点火器,可应用于液氧甲烷发动机点火、高性能姿轨控推进动力或者其它需要小型化的燃烧室。
背景技术:
[0002]
液氧/甲烷发动机瞬变启动过程控制难度高,点火过程机理复杂,是液氧/甲烷发动机研制的技术难点之一。为快速适应液氧/甲烷发动机发展需求,国内外针对点火技术均作了较多的试验研究工作:美国以牵牛星月球着陆器和猎户座飞船服务舱动力发展为目标,主要围绕lox/lch4的电火花和电热塞两种点火方式进行研究,多型双低温推进剂液体火箭发动机均采用火炬点火器,如vinci、rd-0120、ssme等。
[0003]
国内针对液氧/甲烷发动机的点火技术研究较少,主要研究姿轨控发动机电火花和激光点火、百吨级内液氧/甲烷主发动机火药点火器点火。从国内外液氧甲烷和氢氧发动机点火技术研制经验来看,甲烷相比较其它低温推进剂点火较难,点火延迟时间长、点火能量要求高。
[0004]
火炬点火器具有可重复点火、结构简单、点火能量大、点火能量可调节等优点,可以作为可重复使用变推力调节液氧/甲烷发动机研制的点火方案之一。点火器的点火能量和温度决定了推力室能否正常可靠点火,保障点火可靠的同时需要兼顾降低热防护难度。
[0005]
目前国内外火炬点火器主要以单喷嘴燃烧室为主,该类点火器以中心喷嘴作为点火和主燃喷嘴,通过在喷注面边区或身部设置冷却气膜孔进行身部热防护,由于火花塞和单喷嘴布局限制,造成点火位置即主燃回流区,因此点火可靠性低、火花塞热防护困难,同时存在结构尺寸大的问题。
[0006]
另一类火炬点火器,以燃料和氧化剂的多个撞击对作为点火器的点火和主燃喷嘴,通过身部直流喷嘴掺入冷却燃料进行热防护,该类点火器对火花塞没有进行主动冷却,容易出现火花塞端头烧蚀,燃料喷前同步建压可能引起点火启动稳定性差、对变工况的适应性范围窄,并且点火器采用机加工和焊接的方式制作,会由于焊接变形导致产品质量可靠性差。
[0007]
另外,目前的火炬点火器和推力室通过点火导管连接,推力室上设置直通接头,点火导管上设置球形接头和外套螺母,结构连接复杂、不利于小型化设计。
[0008]
发明的内容
[0009]
为了克服现有火炬点火器存在的点火可靠性低、火花塞端头易烧蚀、变工况适应范围窄、热防护性能差、焊接变形严重以及难以实现小型化设计等问题,本发明提供了一种基于3d打印成型的旋流火炬点火器。
[0010]
本发明的技术解决方案是:
[0011]
本发明提供了一种基于3d打印成型的旋流火炬点火器,包括电火花塞杆以及火炬点火管;
[0012]
火炬点火管包括采用3d打印的方式一体成型的头部管段、身部管段、喉部喷管段
以及尾部管段;
[0013]
头部管段设有中心孔、氧化剂接口、氧化剂环形集气腔、氧化剂喷嘴、燃料接口、点火燃料环形集气腔、点火燃料喷嘴以及与身部管段前端连通的室压测量接口;头部管段顶端呈正方形结构;
[0014]
中心孔沿着头部管段轴向开设,中心孔的前部与电火花塞杆的螺纹段螺纹连接,中心孔的中部与电火花塞杆的圆柱段形成氧化剂环缝流道,中心孔的后部作为点火室;
[0015]
氧化剂接口沿着头部管段径向开设,氧化剂接口依次通过氧化剂环形集气腔以及多个氧化剂喷嘴与氧化剂环缝流道连通;多个氧化剂喷嘴沿周向均匀布置,且每个氧化剂喷嘴均与中心孔相切,使得氧化剂在氧化剂环缝流道中形成氧化剂旋流;
[0016]
燃料接口沿着头部管段径向开设,燃料接口依次通过点火燃料环形集气腔以及多个点火燃料喷嘴与点火室连通;多个点火燃料喷嘴沿周向均匀布置,且每个点火燃料喷嘴均与点火室垂直贯通,氧化剂旋流与点火燃料掺混后,在点火室内进行一次燃烧,实现点火;
[0017]
身部管段设有二次燃烧室、第一冷却燃料环形集气腔、第一冷却燃料喷嘴、第二冷却燃料环形集气腔、第二冷却燃料喷嘴以及多条再生冷却通道;
[0018]
二次燃烧室沿着身部管段的轴向开设,并与点火室同轴连通;
[0019]
第一冷却燃料环形集气腔和第二冷却燃料环形集气腔沿着轴向依次设置在身部管段的管壁内;
[0020]
第一冷却燃料环形集气腔通过恒定节流孔与所述燃料接口连通,通过多个第一冷却燃料喷嘴与所述二次燃烧室连通,且每个第一冷却燃料喷嘴均与二次燃烧室相切,形成与氧化剂旋流旋向相同的燃料旋流,第一冷却燃料喷嘴喷出的燃料在二次燃烧室进行第二次掺混燃烧;
[0021]
第二冷却燃料环形集气腔通过多条再生冷却通道与第一冷却燃料环形集气腔连通;多条再生冷却通道沿周向方向均匀布置在身部管段的管壁内,且每条再生冷却通道相互隔离;第二冷却燃料环形集气腔通过第二冷却燃料喷嘴与所述二次燃烧室连通,且每个第二冷却燃料喷嘴均与二次燃烧室相切,每个第二冷却燃料喷嘴的出口均朝向喉部喷管段的方向倾斜设置,第二冷却燃料喷嘴喷出的燃料在喉部喷管段形成与氧化剂旋流旋向相同的燃料旋流进行第三次掺混燃烧,产生高温燃气;
[0022]
高温燃气通过尾部管段进入推力室完成点火工作。
[0023]
进一步地,上述尾部管段包括依次设置的螺纹部以及台阶部;
[0024]
尾部管段的螺纹部与推力室的标准接头螺纹旋向相反,通过具有双旋向锁紧螺母连接,尾部管段的台阶部与推力室的标准接头配合形成凹凸台阶密封结构。
[0025]
进一步地,上述喉部喷管段设有铅封孔,对应的双旋向锁紧螺母上也设有铅封孔。
[0026]
进一步地,上述室压测量接口包括竖直段以及倾斜段;所述竖直段沿着头部管段径向开设,倾斜段一端与竖直段连通,另一端与身部管段前端连通。
[0027]
进一步地,上述点火室轴向深度为电火花塞杆直径1/2~4/5,二次燃烧室的直径为点火室直径的2~2.5倍,二次燃烧室的轴向深度为二次燃烧室直径的0.8~1.2倍,喉部喷管段的收敛角和扩散角均为70~90
°
。
[0028]
进一步地,上述氧化剂喷嘴为3~6个,点火燃料喷嘴为2~4个,第一冷却燃料喷嘴
为4~6个,第二冷却燃料喷嘴为4~6个,且向喉部喷管段倾斜的角度为15~40
°
。
[0029]
进一步地,上述氧化剂喷嘴、点火燃料喷嘴、第一冷却燃料喷嘴以及第二冷却燃料喷嘴的出口流速均为80~150m/s。
[0030]
进一步地,上述点火室采用富氧燃烧点火方式,点火室氧化剂和燃料混合比为20~30;若将氧化剂接口和燃料接口位置对调,则点火室氧化剂和燃料混合比为0.8~1.5。
[0031]
进一步地,上述火炬点火管与电火花塞杆之间采用紫铜密封垫片进行端面密封。
[0032]
进一步地,上述火炬点火管自头部管段至尾部管段依次进行打印成型。
[0033]
本发明与现有技术相比的有益效果是:
[0034]
1、本发明的旋流火炬点火器,基于分区燃烧和气体旋流冷却原理设计火炬点火管,燃料通过比例分流进入点火室和二次燃烧室,在点火室内和氧化剂进行点火,形成富氧一次主燃区,并且该区域为一个稳定的回流区,冷却燃料和一次主燃区富氧燃气在二次燃烧室进行二次掺混燃烧,在喉部喷管段进行三次掺混燃烧,从而使得点火启动过程平稳、燃烧过程充分,大大提升了点火器燃烧工作的可靠性。
[0035]
2、本发明的旋流火炬点火器,氧化剂通过切向设置的氧化剂喷嘴旋流进入点火室,在电火花塞塞表面形成气膜保护,冷却燃料通过身部管段的两排切向孔进入二次燃烧室,从而在身部管段和喉部喷管段形成有效气膜保护,解决了火炬点火设计的热防护难题,同时延长了气体停留时间,缩短了身部长度,有利于小型化设计。
[0036]
3、本发明的旋流火炬点火器,采用增材制作工艺一体化成型,从而生成的切向喷嘴可形成旋流,起到保护作用,再生冷却通道在身部管段的管壁内开设能够有效的提供热防护,旋流气流在燃烧室内流动时,由于离心力作用,会形成径向分布的压力梯度,从内至外依次增大,在身部径向测量室压会导致数值偏大,借助3d打印优势设计燃烧室测量通道,将测量通道布置火炬点火管的头部管段并与身部管段连通,有利于测量和集成化设计。
[0037]
由此可见,本发明采用3d打印技术在火炬点火器的小型化、复杂化方面的设计优势明显,零件高度集成,结构紧凑,实现了火炬点火器小型化设计,避免焊接变形影响,大大降低了工艺复杂性、成本,缩短了制作周期。
附图说明
[0038]
图1为实施例的立体结构示意图;
[0039]
图2为实施例的剖视图;
[0040]
图3为具有氧化剂旋流和旋流流场的剖视图;
[0041]
图4为具有室压测量接口的剖视图;
[0042]
图5为具有再生冷却通道的立体结构剖视图。
[0043]
附图标记如下:
[0044]
1-电火花塞杆、2-火炬点火管、3-紫铜密封垫片、4-头部管段、5-身部管段、6-喉部喷管段、7-尾部管段、8-中心孔、9-氧化剂接口、10-氧化剂环形集气腔、11-氧化剂喷嘴、12-燃料接口、13-点火燃料环形集气腔、14-点火燃料喷嘴、15-室压测量接口、16-氧化剂环缝流道、17-点火室、18-氧化剂旋流、19-二次燃烧室、20-第一冷却燃料环形集气腔、21-第一冷却燃料喷嘴、22-第二冷却燃料环形集气腔、23-第二冷却燃料喷嘴、24-再生冷却通道、25-恒定节流孔、26-旋流流场、27-螺纹部、28-台阶部、29-铅封孔、30-竖直段、31-倾斜段。
具体实施方式
[0045]
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在有没做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0046]
在本发明的描述中,需要说明的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0047]
在本发明的描述中,还需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0048]
实施例
[0049]
如图1、图2所示,本发明的基于3d打印成型的旋流火炬点火器的基本结构包括电火花塞杆1、火炬点火管2和紫铜密封垫片3;
[0050]
电火花塞杆1和火炬点火管2通过螺纹连接,依靠紫铜密封垫片3实现高压密封;
[0051]
火炬点火管2包括采用3d打印的方式一体成型的头部管段4、身部管段5、喉部喷管段6以及尾部管段7;
[0052]
如图2、3、4所示,头部管段4包括中心孔8、氧化剂接口9、氧化剂环形集气腔10、氧化剂喷嘴11、燃料接口12、点火燃料环形集气腔13、点火燃料喷嘴14以及与身部管段5前端连通的室压测量接口15;
[0053]
中心孔8沿着头部管段4轴向开设,中心孔8的前部与电火花塞杆1的螺纹段螺纹连接,中心孔8的中部与电火花塞杆1的圆柱段形成氧化剂环缝流道16,中心孔8的后部作为点火室17;
[0054]
氧化剂接口9沿着头部管段4径向开设,氧化剂接口9依次通过氧化剂环形集气腔10以及多个氧化剂喷嘴11与氧化剂环缝流道16连通;多个氧化剂喷嘴11沿周向均匀布置,且每个氧化剂喷嘴11均与中心孔8相切,使得氧化剂在氧化剂环缝流道16中形成氧化剂旋流18;
[0055]
燃料接口12沿着头部管段4径向开设,燃料接口12依次通过点火燃料环形集气腔13以及多个点火燃料喷嘴14与点火室17连通;多个点火燃料喷嘴14沿周向均匀布置,且每个点火燃料喷嘴14均与点火室17垂直贯通,氧化剂旋流18与点火燃料掺混后,在点火室17内进行一次燃烧,实现点火;
[0056]
如图2-5所示,身部管段5内设有二次燃烧室19、第一冷却燃料环形集气腔20、第一冷却燃料喷嘴21、第二冷却燃料环形集气腔22、第二冷却燃料喷嘴23以及多条再生冷却通道24;
[0057]
二次燃烧室19沿着身部管段5的轴向开设,并与点火室17同轴连通;
[0058]
第一冷却燃料环形集气腔20和第二冷却燃料环形集气腔22沿着轴向依次设置在身部管段5的管壁内;
[0059]
第一冷却燃料环形集气腔20通过恒定节流孔25与所述燃料接口12连通,通过多个第一冷却燃料喷嘴21与所述二次燃烧室19连通,且每个第一冷却燃料喷嘴21均与二次燃烧室19相切,形成与氧化剂旋流18旋向相同的旋流流场26,第一冷却燃料喷嘴21喷出的燃料
在二次燃烧室19进行第二次掺混燃烧;
[0060]
第二冷却燃料环形集气腔22通过多条再生冷却通道24与第一冷却燃料环形集气腔20连通;多条再生冷却通道24沿周向方向均匀布置在身部管段5的管壁内,且每条再生冷却通道24相互隔离;第二冷却燃料环形集气腔22通过第二冷却燃料喷嘴23与所述二次燃烧室19连通,且每个第二冷却燃料喷嘴23均与二次燃烧室19相切,每个第二冷却燃料喷嘴23的出口均朝向喉部喷管段6的方向并倾斜设置,第二冷却燃料喷嘴23喷出的燃料在喉部喷管段6形成与氧化剂旋流18旋向相同的旋流流场26进行第三次掺混燃烧,产生高温燃气;
[0061]
高温燃气通过尾部管段7进入推力室完成点火工作。
[0062]
点火器工作时,氧化剂的流动情况为:
[0063]
氧化剂介质从氧化剂接口9流入氧化剂环形集气腔10,形成均匀的喷前压力,通过氧化剂喷嘴11进入氧化剂环缝流16道,随后进入点火室17;
[0064]
点火器工作时,燃料的流动情况为:
[0065]
燃料介质从燃料接口12进入,并分成点火燃料路和冷却燃料路;点火燃料路和冷却燃料路的分流比例通过恒定节流孔25的流通面积实现控制;
[0066]
点火燃料路中点火燃料进入点火燃料环形集气腔13后,通过点火燃料喷嘴14进入点火室17,氧化剂和点火燃料在点火室17进行点火,形成火炬点火器的主燃烧区。
[0067]
冷却燃料路中点火燃料先通过恒定节流孔25进入第一冷却燃料环形集气腔20,通过第一冷却燃料喷嘴21进入二次燃烧室19进行第二次掺混燃烧,其余燃料流过再生冷却通道24,进入第二冷却燃料环形集气腔22,通过第二冷却燃料喷嘴23喷至喉部喷管段6进行第三次掺混燃烧。高温燃气通过尾部管段7进入推力室完成火炬点火工作,同时喷管超音速工作状态和推力室之间形成隔离。
[0068]
该点火器的具体点火、燃烧及冷却机理如图2、3、4所示:
[0069]
3d打印火炬点火器基于分区燃烧和气体旋流冷却原理设计,氧化剂通过切向设置的氧化剂喷嘴11进入氧化剂环缝流道16,形成氧化剂旋流18,电火花塞杆1依靠氧化剂环缝流道16中氧化剂形成的氧化剂旋流18进行冷却保护,和通过径向设置的点火燃料喷嘴14喷注的点火燃料在点火室17内进行掺混,在此处电火花塞杆1放电,进行点火燃烧,形成稳定的点火回流区。
[0070]
第一冷却燃料喷嘴21喷出的燃料和第二冷却燃料喷嘴23喷出的燃料进入燃烧室后,形成包围二次燃烧室19的旋流流场26,气体在二次燃烧室19自上而下流动,在身部管段5形成气膜保护,同时进行补燃。氧化剂形成的氧化剂旋流18和二次燃烧室19内的旋流流场26方向相同,内外圈形成稳定双旋流流场,如果内外圈方向相反则会破坏该稳定结构,边冷却边掺混,逐步转成富燃燃气。
[0071]
燃料按顺序进入点火室17、二次燃烧室19和喉部喷管段6,依次进行点火、二次掺混燃料补燃、三次掺混燃料补燃,燃烧室从富氧主燃区转为富燃燃烧火焰,小流量点火实现了点火过程的平稳过渡。
[0072]
本实施例的点火器结构还做出了以下优化设计:
[0073]
1、如图1所示,电火花塞杆1安装时,扳手位(图中a处)作为紧固工具出力位置,设置为多边形结构,使得操作便捷且有利于点火器结构整体减重。火炬点火管2和推力室连接时,尾部管段7包括依次设置的螺纹部27以及台阶部28;尾部管段7的螺纹部27与推力室的
标准接头螺纹旋向相反,通过具有双旋向锁紧螺母连接,尾部管段7的台阶部28与推力室的标准接头配合形成凹凸台阶密封结构,同时依靠双旋向锁紧螺母锁死;
[0074]
另外,采用喉部喷管段7和双旋向锁紧螺母上均设有铅封孔29,通过铁丝穿过两处铅封孔29进行固化防松。以上设计结合3d打印工艺,有效地简化了火炬点火器与推力室的连接方式。
[0075]
2、如图3所示,旋流气场26在二次燃烧室19内流动时,由于离心力作用,会形成径向分布的压力梯度,从内至外依次增大,若直接在身部管段5上测量二次燃烧室19室压会导致数值偏大,本实施例借助3d打印优势设计室压测量接口15整体位于头部管段4,具体结构包括竖直段30以及倾斜段31;竖直段30沿着头部管段4径向开设,倾斜段31相对于头部管段4的轴向倾斜一定角度,且一端与竖直段30连通,另一端与身部管段5前端连通,从而避免了上述问题,提供了精确的室压。
[0076]
3、点火室17的轴向深度为电火花塞杆1直径1/2~4/5,若深度过小,会引起回流区烧蚀火花塞端头,若深度过大,则不容易进行点火。二次燃烧室19的直径为点火室17直径的2~2.5倍,二次燃烧室19的轴向深度为二次燃烧室19直径的0.8~1.2倍,二次燃烧室19直径过大时,不易掺混二次燃烧,则燃料会集中到喉部喷管段7,直径过小时,氧化剂旋转气流18和旋流流场26构成的双旋流场相互干扰,且不利于身部管段5的冷却;喉部喷管段6的收敛角和扩散角均为70~90
°
,角度越小,不利于冷却,而角度越大时,则旋流气膜在端面滞止,动量过小,同样不利于冷却。氧化剂喷嘴11、点火燃料喷嘴14、第一冷却燃料喷嘴20以及第二冷却燃料喷嘴22的出口流速均为80~150m/s,若喷嘴速度过大,则喷注压降太高,且气体掺混、燃烧停留时间较短,不利于燃烧组织,喷嘴速度过小,则掺混燃烧过程较快,不利于热防护。
[0077]
4、氧化剂喷嘴11为3~6个,点火燃料喷嘴14为2~4个,点火燃料喷嘴14喷注的燃料和氧化剂喷嘴11形成的氧化剂旋流以90
°
夹角掺混有利于形成回流区。第一冷却燃料喷嘴20为4~6个,位于身部管段5的顶端附近,第二冷却燃料喷嘴23为4~6个,且向喉部喷管段6倾斜的角度为15~40
°
,旋流气体能够延长了气体在燃烧室内停留时间,有利于缩短身部长度,实现小型化设计,倾斜一定角度有利于在收扩段对喉部进行冷却。
[0078]
5、另外,本实施例的火炬点火器采用富氧燃烧点火方式,若按图2所示的方式布置氧化剂接口9和燃料接口12,则点火室的氧化剂和燃料混合比为20~30,若氧化剂接口9和燃料接口12位置对调,燃料气膜保护电火花塞杆1,需要将点火室的氧化剂和燃料混合比调整为0.8~1.5。
[0079]
6、本实施例中火炬点火器通过增材制作工艺一体化实现,自头部管段4至尾部管段7依次进行打印成型,充分考虑打印过程的局限性和优势,结构布置不仅适应打印工艺要求,零件高度集成,结构紧凑。
[0080]
试验验证
[0081]
将上述实施例的火炬点火器通过数值模拟,模拟结果是在火炬点火管内部形成了有效的气膜保护,实现了分区燃烧效果;
[0082]
之后通过10余次热态试验测试,火炬点火器工作正常、出口火焰稳定、热防护有效,火花塞未出现烧蚀,达到了设计预期效果,解决了现有火炬点火器存在缺陷。
[0083]
本实施方式的上述描述和附图代表了本发明的优选方案,本领域技术人员可以根
据不同的设计要求和设计参数在不偏离本发明权利要求所界定的范围内进行各种增补、改进和更换。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips