
 商标分类
商标分类  商标转让
商标转让 
涡轮机燃烧室底部的制作方法
 2021-03-03 04:03:53|
2021-03-03 04:03:53| 351|
351| 起点商标网
起点商标网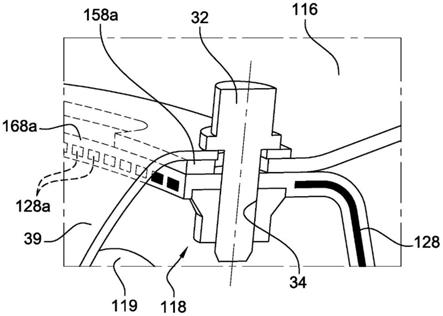
涡轮机燃烧室底部
背景技术:
[0001]
本发明涉及飞行器的涡轮机燃烧室的领域。
[0002]
在此领域中,已知此类燃烧室,具有:
[0003]-相应的两个内壁和外壁(也称为内套管和外套管,或纵向壁),以及
[0004]-腔室底部,其在所述内壁与外壁之间延伸并且包含用于燃料空气喷射装置(具体来说)的第一安装开口,以通过所述开口喷射此氧化剂。
[0005]
此外,导流板通常布置在底壁的下游,以相对于发生燃烧的燃烧室的炉床对其进行热保护,所述导流板具有用于安装所述氧化剂喷射装置(即,配置用于此目的)的第二开口,第一开口和第二开口随后先验地同轴。在此提醒,燃烧室的炉床由所述纵向壁和腔室的底部界定。
[0006]
在ep1785671中也是如此。
[0007]
通常,导流板的两个主要功能是热保护通常更具结构性的腔室底部,并且形成“杯形”膜以借助于来自穿透的腔室底部的冲击流而在上游冷却内壁和外壁(的面向腔室内侧的表面)。然而,事实证明,在炉子的主要区域(上游部分)中的这种流动会扰乱燃烧的稳定性,并且内壁和/或外壁的过早冷却会加剧关键区域的热梯度,所述关键区域围绕穿过其的孔,这些孔通常称为主燃孔和/或掺混孔
[0008]
为了在炉床中燃烧,用于通过至少所述第一开口喷射燃料的燃料喷射装置还设置在这些燃烧室上。
[0009]
在本申请中:
[0010]-轴线具有以下含义:(基本上)平行于燃烧空气供应(或喷射)系统和燃料喷射器头的主轴延伸,所述主轴也是所述第一上述安装开口的主轴;
[0011]-关于以下项的(基本上)径向内部和径向外部的内部构件和外部构件:
[0012]
--
用于腔室的所述纵向壁的纵向轴线x,燃烧室围绕所述纵向轴线延伸,或
[0013]
--
用于在此文本中提及的其它元件的上述主轴(下文为轴线122a);
[0014]-术语“上游”和“下游”将视为参考燃烧室中的气流的主方向,有关的空气从上游(从压缩机)到达并通过腔室底部进入燃烧室,其中燃料、燃烧产生的气体离开下游,随后进入涡轮。
[0015]
fr2,998,038公开了此种燃烧室,其中存在一种双壁腔室底部:其间具有空间(或壳体)的上游和下游,后者充当导流板,经由多个穿孔向此空间供应空气,以确保直接暴露于火焰辐射的下游壁的冲击冷却。随后,通过狭槽或孔朝向内壁和外壁(的朝向腔室内部定向的表面)喷射空气以引起空气膜,随后通过这些壁中的多个穿孔转送所述空气膜。
[0016]
在本专利中,具体来说涉及此类燃烧室的腔室底部。
[0017]
此处解决的技术问题涉及腔室底部的服务条件的降级。实际上,已在腔室底部观察到燃烧。也观察到溪流。
[0018]
考虑到实施的分析,这些各种部分所暴露的热能级似乎是观察到损坏的原因。实际上,有关区域很大且具有较高热惯性。然而,当前技术使其难以冷却。
[0019]
此外,在ep1785671中,通气孔在导流板中,而不在(结构性)腔室底壁中。这些通气孔基本上在所述腔室底壁与导流板之间穿过。修改此种结构以刺穿所述腔室底壁而不是导流板将非常复杂,因为所述腔室壁具有与导流板相反的机械构造燃烧室的作用。
技术实现要素:
[0020]
本文允许提供解决至少部分上述困难的解决方案,提出所述解决方案以升级飞行器燃气涡轮机燃烧室,所述飞行器燃气涡轮机燃烧室包括:
[0021]-平行于轴线(下文为122a)延伸的纵向壁,
[0022]-发生燃烧的炉床,
[0023]-至少一个底壁,其连接到所述纵向壁并且横向于所述纵向壁延伸,所述底壁包括:
[0024]
--
至少一个轴向开口,
[0025]
--
穿过其的孔,用于使冷却空气在所述孔的至少一个入口与至少一个出口之间穿过,所述孔在底壁内侧沿着底壁延伸,所述出口比入口更靠近所述至少一个开口定位,以及
[0026]
--
在外周边处,形成边沿(或凸缘)的弯曲部分,以及
[0027]-至少一个燃烧空气供应系统,其包括安装在所述至少一个开口中或与所述至少一个底壁成一体的碗形件,
[0028]
重要特征是在所述边沿的位置处,底壁与纵向壁固定在一起。
[0029]
通过利用此边沿将腔室底壁(具有沿着其的通气孔)和纵向壁(上述内壁和外壁)固定在一起,预期对这些纵向壁进行间接热冲击。固定可以借助于螺钉实施。
[0030]“沿着腔室底壁”指示在内部所述孔横向于腔室底壁的厚度延伸(至少沿着其大部分长度)。考虑到此底壁的基本上平坦的区域,所述孔在此壁内侧基本上在此壁的平面中延伸,因此不横向于此平面。当腔室底部在所述内壁与外壁之间延伸(整体)时,所述内孔将基本上横向于燃烧室的上述纵轴延伸(至少在其大部分长度上)
[0031]
另外,这些孔将有利地限定(空气)管道。“管道”预期指示所述孔将关于其截面,通常关于其直径有利地非常长,因此即使所述截面变化,此比率也大于5,或优选地10。随后考虑最大截面。
[0032]
因此,这些孔中的每一个将能够确保通过可获得的最高压差给料的冷却空气循环。所获得的空气流速将允许通过将热量泵送到腔室底部来回收热量。另外,可以限制导流板的使用(参见下文)。
[0033]
优选地,所讨论的孔的入口应朝向腔室的底壁的外周边定位。
[0034]
因此,可以有利于更容易实现(通过此外周访问)并得益于具有可能最长长度的孔或管道,因此具有最佳热效应。
[0035]
优选地,燃烧室:
[0036]-适合于空气通过所述燃烧室从上游(am)流向下游(av;图2中的箭头111),连续地穿过:
[0037]
--
所述至少一个轴向开口和底壁中的所述孔,随后,
[0038]
--
炉床,
[0039]-将使得所述边沿朝向上游,所述至少一个入口孔优选地朝向边沿的自由端定位
(因此可能与边沿的自由端相距一定距离)。
[0040]
除了上述优点之外,此边沿随后可以用于固定上述壁并以优化方式(通过延长孔的长度)管理上述热问题。
[0041]
如果边沿面向上游,则也将更容易让空气进入,这样会更冷。
[0042]
优选地,所述孔将在入口和/或出口开口的位置处在腔室底壁的边缘上打开。
[0043]
在这种情况下,更容易执行和更长的孔长度分别都是更优选的。另外,在腔室底壁的(径向内部)边缘上,或至少在燃烧空气供应系统的所述(每个)安装开口的直接环境中打开孔的出口开口将允许通过在腔室底部抽吸获得的热量已回收的空气流通向腔室(炉床入口),以供应燃烧。应注意,此种加热空气将有益于燃烧的稳定性,因为管道(孔)由可获得的最高压差给料。
[0044]
所述孔中的至少一些可以在其长度的至少一部分上单独地限定弯曲线。
[0045]
因此,可以旨在尽可能精确地制造孔/导管,使得腔室的底壁确保结构功能和有效冷却。因此,弯曲形状可以保持恒定的材料厚度(至少足够)并且最大化交换表面,以免产生机械弱点或可能有利于热点的区域。这将有助于考虑腔室底部的热均质化问题及其寿命。
[0046]
这也适用于飞行器燃气涡轮机本身的燃烧室,其包括:
[0047]-所述纵向壁,
[0048]-发生燃烧的炉床,
[0049]-至少一个所述腔室底壁,其中所有或一些以上特征连接这些纵向壁,以及
[0050]-至少一个所述燃烧空气供应系统,其包括安装在所述至少一个开口中的碗形件,或与随其设置的腔室的所述至少一个底壁成一体。
[0051]
优选地,燃烧空气供应系统还将包括朝向碗形件的外周边的至少一个供应通路,和/或至少一个扭曲部,分别提供所述转弯以供应有:燃烧空气,将所述燃烧空气供应到碗形件的内侧以与已穿过所述第二孔的空气混合。
[0052]
因此,具体而言在腔室底壁的(径向内部)边缘上,或至少在燃烧空气供应系统的所述安装开口的直接环境中打开上述空气孔的出口开口的情况下,除了通过将热量泵送到腔室底部来回收热量之外,还可以向燃烧供应此加热空气,因此这有利于燃烧的稳定性。
[0053]
关于上述内容,提出上述碗形件(通常在展开部分的位置)与第二孔和/或第三孔相交,以使流体(先验地仅空气)通过。这些第二孔和/或第三孔将通向燃烧室的炉床,并且靠近所述第二孔和/或第三孔,在腔室底壁中制造的所述孔(中的至少一些)的至少一些出口开口将能够在此处打开,使得已穿过这些孔的(加热)空气也可以穿过所述第二孔和/或第三孔,从而流向所述炉床。
[0054]
结合上述方面,关于固定所述腔室底壁以及在此固定的环境中的热管理的综合效应,提出在由弯曲部分在壁的外周边形成的所述边沿的位置处,所述至少一个腔室底壁通过螺钉与纵向壁固定,所述螺钉将绕过腔室底壁的一些所述孔/导管。
[0055]
在具有全部或部分上述特征的燃烧室的情况下,因此可以具有直接面向腔室的内部炉床的腔室底壁,而无需在所述底壁的略微下游插入隐含地相对布置的导流板,就像它横向于所述内壁和外壁一样。
[0056]
实际上,在腔室底壁上没有用于冷却空气的横向(即,基本上轴向)孔(孔在上文称为“多孔”)的情况下,可以将这种壁和导流板制成一体式。然后可以除去薄膜杯功能,并且
可以通过一体式腔室底部提供热功能和结构功能。与单独零件相比,重量的减轻将取决于冷却要求和机械强度。
[0057]
因此,进一步提出所述腔室底壁的制造通过增材制造来执行,以使得在此壁中制造所述孔,其中截面小于在此截面的任一侧上的所述底壁的其余厚度。
[0058]
然后将可能在相当小的空间内集成形成管道的孔的网络,并具有预期的质量增长以及对关键区域的高效和优化冷却。增材制造应允许尽可能准确地构造所述孔/导管,以确保腔室底部的结构功能和冷却功能两者。因此,例如上述形状的可能弯曲形状可以保持恒定的材料厚度并且最大化交换表面,以免产生机械弱点或可能有利于热点的区域。
[0059]
当阅读以下参考附图的非限制性示例给出的描述时,将更好地理解本发明,并且将呈现本发明的其它细节、特征和优点。
附图说明
[0060]-图1是根据先前技术的燃气涡轮机燃烧室的图式;
[0061]-图2是根据本发明的在具有底壁的燃气涡轮机燃烧室的上游部分的图3的方向ii-ii上的截面;
[0062]-图3是与所述腔室的所述内壁和外壁固定的此底壁的分区的图式;
[0063]-图4是底壁的此区域的放大图;
[0064]-图5示出固定螺钉的旁路;
[0065]-图6、7示出通过腔室底壁的所谓孔或导气管的形状,图7还示出局部放大;
[0066]-图8是此类孔或导气管的弯曲形状图式;以及
[0067]-图9、10及11是图2的实施例的变体。
具体实施方式
[0068]
图1示出根据现有技术的飞行器燃气涡轮机1的燃烧室10。在相对于涡轮机的总体气流方向(箭头11)的上游(am),涡轮机1具有未示出的压缩机,其中空气在通过扩散环形导管注入到腔室外壳5中,随后进入安装在此外壳5中的燃烧室10中之前,压缩所述空气。压缩空气被馈送到燃烧室10中并与燃料混合,然后从喷射器12出来。将燃烧产生的气体引导到未示出的高压涡轮,所述高压涡轮位于腔室10的出口下游(av)。具有环形形状的燃烧室10包括径向内部环形壁14和径向外部环形壁16(也称为纵向壁),其上游端通过基本上径向延伸的底壁18连接。底壁18具有多个轴向开口19,用于安装也称为燃烧空气供应系统的燃烧空气注射装置20。另外,燃料喷射器头12接合在开口19前方。用于稀释和/或冷却空气的循环的孔140和160可以分别穿过内壁14和/或外壁16。
[0069]
纵向壁14和16可以基本上彼此同轴并且平行于轴线22a,此轴线属于图1、图2和图9到图11的截面平面,因此是对准每个燃烧空气喷射装置和每个相关联的燃料喷射器头12的主轴。另一方面,燃烧室10围绕x轴环形地形成,所述x轴是压缩机和涡轮的旋转元件围绕其旋转的涡轮机1的主轴。在实例中,在x轴与22a轴之间存在锐角。这两个轴线可以是平行的。燃烧室10的底部18还具有导流板24,所述导流板安装在底壁18的下游以保护其免受在燃烧室10中限定在壁14、16之间的炉床15中形成的火焰的影响。导流板24围绕x轴布置在连续的分区中,在其侧边缘彼此相邻,以形成导流板的孔环。
[0070]
底壁18具有多个穿孔28,用于使空气从压缩机进入底壁18与导流板24之间的环形空间30。底壁18的通风在其整个圆周上可能不均匀。
[0071]
在分别以一件或多件说明本发明的若干实施例的图2到图11中,所述零件具有不同穿孔、相同部分和/或相同起作用并且与关于图1展示的那些零件相比具有增加100的相同标记。
[0072]
因此,可以看到,在下文详述的所有结构模式中,如在图2到图11中,存在通过紧固件(例如,螺钉32)连接在一起的环形燃烧室底壁118,纵向壁114、116基本上横向于所述燃烧室底壁。后壁118具有:
[0073]-开口119,用于安装燃烧空气供应系统120,
[0074]-以及通孔128,用于使冷却空气在其至少一个入口孔128a与至少一个出口端128b之间穿过。
[0075]
此外,为了克服上述问题和缺点中的至少一些,在所提出的发明中,如已说明,通过底壁118的冷却空气通道孔128在内部沿着此底壁在至少一个所述入口孔128a与至少一个所述出口端128b之间延伸。
[0076]
如图4中所示,相对于最靠近所述冷却空气通道孔的开口119,出口端128b比入口孔128a更靠近开口119定位。
[0077]
因此,这些冷却空气孔128的至少部分将穿过(在内部沿着)底壁118的总厚度e。
[0078]
为此,实际上将(每个)入口孔128a朝向所述底壁118的外周边178a(在轴线122a的外部)定位肯定是有利的。
[0079]
底壁118不是遍及360
°
的单一件,而是优选地包括围绕轴线122a的一系列周向壁分区148a,每个壁分区148a设置有开口119;特别参见图3。
[0080]
为了固定,底壁118在其外周边处具有环形边沿138a,用于紧固到腔室的外壁116的上游端,并且在其内周边处具有环形边沿138b,用于紧固到腔室的内壁114的上游端。
[0081]
先验地,优选的是环形边沿138a在外部且138b在内部面上游。所述环形边沿可以是基本上圆柱形的。
[0082]
在优选实例中,固定本身借助于螺母型构件32进行,所述螺母型构件径向穿过边沿138a、138b中的孔34到达轴线122a;参见图5。
[0083]
为了组合固定和冷却质量,提出在底壁旁路螺钉32(以及其孔34)中的一些所述孔128;参见图5。
[0084]
具体来说,将朝向这些安装边沿138a、138b的相应上游自由端158a、158b定位上述冷却空气通道孔128的入口孔128a;参见图5、图6。
[0085]
因此,冷却空气可以远离热区域和固定区域,远离这些固定边沿138a、138b的自由边缘168a和/或168b在壁118中循环。
[0086]
在引导空气之后,孔128也可以朝向出口通向后壁的内边缘168c;参看图3、图9。
[0087]
如果底壁118以这种方式形成,则这将允许逐分区地尽可能彻底地冷却底壁118。
[0088]
在底壁118的厚度中,孔128的截面可以恒定或可变。例如,所述截面可以是矩形(图6)或圆形(图7)。
[0089]
在这一点上,从图2的大部分以及随后的图可以看出,孔128相对于其截面(无论是单个的还是可变的)优选地非常长,此比率大于5,或者甚至优选地大于10,即使所述截面变
化。随后考虑最大截面。例如,如图5中所示,术语“导管”预期标记此比率长度(l)/截面(s)>5。
[0090]
输入128a的数目和输出128b的数目将根据需要来定义。输入将未必对应于单个输出,且反之亦然。例如,可能存在单个长槽形入口128a,在腔室底部处的内部连接36(图7),或在不同位置处的出口;例如,在空气注入系统(碗形件孔和边沿)处的出口以及沿着壁118的出口。
[0091]
值得注意的是,通过增材制造(一种制造工艺,大多数时候是计算机辅助的,其目的是通过添加材料,通过堆叠连续的层来成形零件),有可能制造/构造孔/导管128以尽可能精确地确保腔室底部118的结构功能和冷却功能两者。因此,如图8所示,这些孔或导管中的至少一些可以在其长度的至少一部分上单独地限定弯曲线,从而可以保持恒定的材料厚度并最大化交换表面,以免产生机械弱点或可能有利于热点的区域。
[0092]
通过增材制造,特别有可能制造壁118的孔/导管128,其中在此截面的任一侧上,截面e1(例如直径)小于所述底壁的其余厚度(e2a+e2b);即e1<e2a+e2b;参见图7。这将允许:
[0093]-将腔室底部和导流板组装成一片,以及孔/导管128通过可获得的最大压差给料,以及
[0094]-在工件上的几厘米距离上制造直径非常小的孔/导管128并可能形成非直线轨迹。
[0095]
小于毫米的孔/导管128的直径e1必须使得可以在腔室的底部维持较低的厚度(e2a+e2b)并确保结构作用。因此将保留最小厚度的材料。这些直径将有利地在腔室底部的总厚度(e1+e2a+e2b)的四分之一到三分之一的范围内。
[0096]
图2以及图9到图11示意性地详述腔室底壁118的环境。例如,燃烧室101由与空气混合的液体燃料来提供燃料。在每个燃料喷射器头112穿过在外围固定到壁114、116的环形整流罩39的轴向开口37之后,通过沿每个轴线122a与开口119相对(恰好在上游)接合的燃料喷射器头112将液体燃料供应到燃烧室。在喷射器处开始,在来自上述压缩机的压缩空气的作用下,燃料蒸发在文丘里管38和大体上环形的,通常为截头圆锥形的预蒸发碗40处继续进行。为了穿过相关开口119,加压空气穿过对应系统120的一个或多个径向扭曲部42,以确保由与相关系统120同轴的燃料喷射器头112喷洒的燃料被设置为旋转。每个径向自旋可以由上游42a自旋和相邻的下游42b自旋组成。每个碗形件40可以在下游端处具有形成外边沿的边沿44,所述外边沿可以是径向的。扭曲部还可以是轴向的。
[0097]
图2、图10到图11通过单箭头示出到炉床115的不同空气供应路径,并且图2通过双箭头示出到炉床115的燃料供应路径,所述燃料供应路径从腔室底壁118在纵向壁114、116之间轴向地延伸。
[0098]
燃烧空气供应系统120的每个碗形件40安装在(或以一体式结构围绕;参看下文)腔室底壁118的一个分区的开口119中。
[0099]
空气和燃料流过碗形件40以在炉床115中点燃。
[0100]
从上游压缩空气(箭头11),循环通过孔/导管128的冷却压缩空气可以通过以下离开:
[0101]-第二孔46,其在轴线22a的方向上倾斜地穿过碗形件40,和/或
[0102]-第三孔48,其正好与边沿44相对也穿过碗形件40以通过冲击冷却碗形件。
[0103]
第三孔48基本上平行于轴线122a。
[0104]
在穿过第二孔46和第三孔48之前,循环通过孔/导管128的空气应优选地以128b(参见图2、图9到图11)表示的壁118的边缘排出,以便供应围绕轴线122a环形的中间空气分配室50。分配室50由倾斜壁52在上游关闭,所述倾斜壁52朝向其内边缘连接至两个壁118并且连接至碗形件40。
[0105]
弯管壁52可以被分配室50中的至少一个供应通道54横穿,以用于来自流111的尚未通过孔/导管128的空气。
[0106]
因此,每个燃烧空气供应系统120可以包括朝向碗形件的外周边的至少一个所述供应通道54,和/或至少一个扭曲部42,所述扭曲部分别设置成向碗形件40的内部供应燃烧空气,所述燃烧空气与来自腔室的底壁118的空气混合,从而穿过第二孔46以将空气直接供应到所讨论的开口119的位置。
[0107]
碗状件40的相关外周边和第二孔46将有利地位于其下游展开部分40a中,以便在炉床115中分配空气/燃料混合物。
[0108]
如果由于来自腔室118的底部的冲击流,还需要形成“杯”膜以用于内壁114和外壁116(所谓的面向腔室的表面)的上游冷却,因此例如图11上的那些出口128b1、128b2的一些出口128b将能够因此跨越此厚度穿过壁118的其余厚度。连接到孔/导管128的这些出口128b1、128b2将靠近边沿138a,138b,同时被指向下游,分别紧邻内壁114和外壁116。
[0109]
在所有上述实例中(参见图2、图9到图11),与图1中的解决方案不同,后壁118直接面对内炉床115的前面,而没有插入导流板。
[0110]
除了可能允许的增材制造(参见上文)之外,这种特异性当然也与孔/导管128有关。
[0111]
对于后壁118与燃烧空气供应系统120之间的连接,提供了以下几种情况:
[0112]-首先,后壁118和系统120可以焊接在一起(例如,钎焊);参见图2,
[0113]-或者,后壁118和系统120可以制造成一体式(尤其在增材制造的情况下);参看图9、图10到图11。
[0114]
在这两种情况下,壁118连接到碗形件40的展开部分40a的外表面,并且朝向开口119的圆周连接到倾斜壁52的下游端。为了形成环形腔室50,碗形件40和倾斜壁52的上游端也接合在一起。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips