
 商标分类
商标分类  商标转让
商标转让 
一种基于PLC系统的循环流化床锅炉自动装渣装置的制作方法
 2021-03-03 01:03:57|
2021-03-03 01:03:57| 334|
334| 起点商标网
起点商标网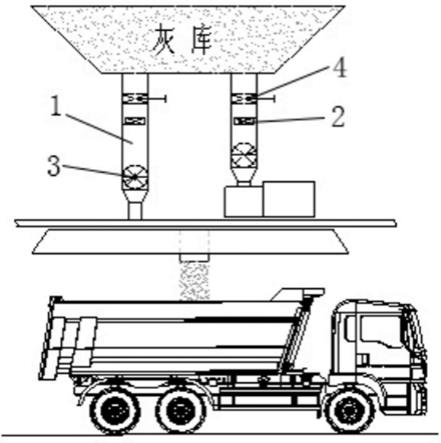
一种基于plc系统的循环流化床锅炉自动装渣装置
技术领域
[0001]
本实用新型涉及循环流化床锅炉炉渣自动装载技术领域,具体涉及一种基于plc系统的循环流化床锅炉自动装渣装置。
背景技术:
[0002]
循环流化床锅炉作为一种新型的火力发电机组,具有燃料种类丰富、燃烧充分、污染小等特点深受人们欢迎。然而,作为新型火电机组,其中的一些技术仍然不太成熟,其中就包括灰渣排放的问题。
[0003]
循环流化床锅炉的灰渣排放温度高,需要水冷实现,导致排放时灰渣蒸汽弥漫,影响视线,无法实现自动化装载,只能依靠人工装渣,导致装载过少或溢出,费时费力。
[0004]
因此,有必要解决上述问题。
技术实现要素:
[0005]
为了解决上述问题,本实用新型提供了一种基于plc系统的循环流化床锅炉自动装渣装置,能够实现自动判断车辆位置和自动装载炉渣的功能,实现锅炉自动装渣过程,本实用新型采用的技术方案如下:
[0006]
一种基于plc系统的循环流化床锅炉自动装渣装置,包括落灰管、流量传感器与叶轮给料机编码器,所述流量传感器安装在落灰管的顶部,所述叶轮给料机编码器安装于落灰管的出口处,所述落灰管上还安装有电动阀门,本装置还包括ic读卡器定位系统与plc控制系统,所述ic读卡器定位系统包括ic卡与ic读卡器,其中ic读卡器安装于车辆经过的过道旁边,ic卡固定在车辆的车窗上,可被ic读卡器识别,所述plc控制系统与流量传感器、叶轮给料机编码器、ic读卡器定位系统、电动阀门分别通过电气回路连接。
[0007]
本装置还包括人机交互显示器与语音系统,分别通过电气回路连接至plc控制系统。
[0008]
ic读卡器定位系统包括5个ic读卡,均匀排列在车辆装载过道旁边,每辆车的车窗上均固定一个ic卡。
[0009]
落灰管上焊接有一个基座,流量传感器通过螺纹拧到基座内固定。
[0010]
本装置中的流量传感器、叶轮给料机编码器、ic读卡器定位系统、电动阀门、人机交互显示器与语音系统设置至少两组,分别连接至plc控制系统。
[0011]
与现有技术相比,本实用新型所具有的有益效果为:
[0012]
1、本实用新型在在车辆的车窗上安装ic卡,通过和旁边的ic卡识别器相匹配,确定车辆的实时位置,从而精确测量车辆的位置,方便炉渣的自动装渣和提示车辆的移动,使车辆定位更加精确。
[0013]
2、本实用新型利用流量传感器和叶轮给料机编码器,共同测量炉渣的排放量,针对装载车型控制装载量,二者测量与修正,使装载量的测量更加精确。
[0014]
3、本实用新型利用plc系统控制炉渣的自动装载,流量传感器、ic读卡器定位系统
共同作用,使装载过程实现自动化,不需要人工参与,自动化程度更高。
[0015]
4、本实用新型不需要操作人员参与,排放量控制更加精确,保证炉渣不泄漏,配合语音系统,实现装渣过程安全可靠,使装载过程更加安全。
[0016]
综上,本实用新型设计巧妙,安装方便,能很好地满足循环流化床机组自动装渣的需求,适合广泛应用推广。
附图说明
[0017]
图1为本实用新型的出料口工艺图;
[0018]
图2为本实用新型的ic卡车辆定位系统;
[0019]
图3为本实用新型的炉渣自动装载工艺流程;
[0020]
图4为本实用新型的系统框图;
[0021]
图5为本实用新型的货车装料停车位示意图;
[0022]
图中:1为落灰管、2为流量传感器、3为叶轮给料机编码器、4为电动阀门、5为ic读卡器、6为人机交互显示器。
具体实施方式
[0023]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0024]
参见图1至图5,本实用新型提供了一种基于plc系统的循环流化床锅炉自动装渣装置,包括落灰管1、流量传感器2、叶轮给料机编码器3、电动阀门4、ic读卡器定位系统、人机交互显示器6、语音系统与plc控制系统。
[0025]
所述的plc控制系统,将监测到的车辆画面、流量传感器2实时信号、ic读卡器5信号进行分析,判定出装载车辆的型号以及装载量、车辆的位置、炉渣装载的量,根据该信号控制电动阀门4的启停,同时控制语音系统提醒司机的前进,同时将这些信号输送至人机交互显示器6,方便工作人员了解车辆装载状况,并对于突发状况做出判断。
[0026]
所述的流量传感器2安装于落灰管1的顶部,基于多普勒效应的物理原理,传感器在管道内产生微波场,微波被管道内流动的微粒反射。计算频率和幅度的变化可精确地测量出固体流量,非流动的微粒如粉尘沉积则不会被计算在内。通过焊接一个基座到管道上,固体流量测量仪传感器再通过螺纹拧到基座内。传感器通过电缆连接到din导轨安装的变送器上,变送器输出4-20ma测量结果信号,使用rs232、rs485 接口。
[0027]
所述的叶轮给料机编码器3安装于落灰管1的出料口,炉渣排放时,驱动叶轮给料机编码器3的叶轮旋转,从而确定排放管的实时排放量,综合流量传感器2,使炉渣排放量测量更加精确。
[0028]
所述ic读卡器定位系统包括ic卡与ic读卡器5,其中ic读卡器5安装于车辆经过的过道旁边,ic卡固定在车辆的车窗上,可被ic读卡器5识别配对,确定车辆的型号、装载车辆车牌号以及位置,多个顺序排列的排列的编码器可以根据车辆型号依次检测车辆的位置,配合上述的流量测量装置,实现车辆的自动装载过程,车辆的车票号用于统计车辆的装载
次数,方便统计。
[0029]
所述的人机交互显示器6能够显示车辆的实时位置以及装载量,同时将装载车辆的型号、装载量等信息实时显示,方便工作人员监视装载过程,同时工作人员可以在显示器上调整装载过程,以应对突发状况。
[0030]
所述的语音系统集成在人机交互显示器6上,能够提示车辆的前进过程,指挥司机控制车辆移动,并且在突发状况下语音提醒司机与操作人员。
[0031]
本实用新型利用车辆识别装置、ic卡车辆定位系统、流量测量仪以及plc等系统,判定车辆的位置和装载量,实现炉渣的自动装载,也可设置多组的流量传感器2、叶轮给料机编码器3、ic读卡器定位系统、电动阀门4、人机交互显示器6与语音系统,使用同一个plc控制系统,提高工作效率。
[0032]
本实用新型涉及的原理为:
[0033]
如图1所示,为出料口工艺图,本实用新型在原有的出渣管的基础上新增流量传感器2,起到装车量实时计量功能,达到按车型定量装车功能。
[0034]
如图2所示,为ic卡车辆定位系统,车辆装载过道旁边顺序排列5个ic读卡器5,与车窗上的ic卡进行配对,识别出车辆的型号、车牌号,方便plc根据车型控制放灰管排放炉渣的量,多个ic读卡器5可以判断车辆的位置,从而实现车辆的自动装渣。
[0035]
如图3所示,为炉渣自动装载工艺流程,当车辆到达指定装载位置时,ic卡读卡器5初次识别车辆位置,启动定量装车,流量计测量装载量与统计当前车辆装载灰渣量,达到指定装载量后,提示车辆继续前行,到达下一个ic读卡器5位置,提示司机停止,继续放渣,车辆未到达指定位置时,放渣系统停止放料,直到车辆装载量达到最大值时,停止定量装车,并通过声光系统提示司机完成装车,装载车辆可离开,完成一台车辆的自动装载。
[0036]
如图4所示,为系统框图,plc作为中央处理单元,接收ic读卡器5、流量传感器2、手动自动状态、人机界面信号,用于判断车辆的位置,车辆的每段装载量以及装载手动状态,得到的车位信号和装载量,将这些信号发送到显示器,同时控制放料阀的开关和语音提示司机将车辆向前移动。
[0037]
如图5所示,为货车装料停车位示意图,货车在当前位置装车达到指定量时,下一标线会提示司机向前走,实现定量装车不间断。
[0038]
当货车行驶到指定标线位置后,司机通过使用ic卡在标线位置的读卡器上刷卡完成。刷卡完成后,plc系统控制定量装车。所有装车车辆启动位置为1号刷卡位置,车辆在1号卡位装车完毕后,听到语音及显示屏提示去下一个刷卡位置,如果下一位置长时间没有刷卡确认,plc系统将停止装车,直到刷卡完成。在货车出口方向安装显示屏,显示货车所在单前位置及什么时候向下一位置前行。当需要货车前行时,会播出货车前行到第几标线位置。
[0039]
上面仅对本实用新型的较佳实施例作了详细说明,但是本实用新型并不限于上述实施例,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化,各种变化均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips