
 商标分类
商标分类  商标转让
商标转让 
碳钢烟道/烟囱内衬不锈钢板结构的制作方法
 2021-03-02 18:03:36|
2021-03-02 18:03:36| 423|
423| 起点商标网
起点商标网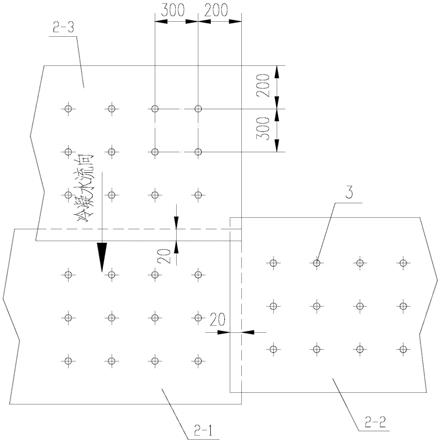
[0001]
本实用新型涉及化工行业防腐技术领域,特别是涉及一种碳钢烟道/烟囱内衬不锈钢板结构。
背景技术:
[0002]
化工行业所涉及的烟气经常为腐蚀性较强的烟气,以石灰石—石膏湿法脱硫工艺为例,脱硫后的烟气为偏酸性的饱和湿烟气,碳钢烟道及其后的碳钢烟囱必须经过防腐处理后才能投入使用。目前的常规防腐处理方法一般为碳钢衬玻璃鳞片或是碳钢衬胶这两种。这两种防腐处理方法的缺点基本一致,一是不能耐高温,温度超过100℃防腐即会损坏;二是容易破损,维修成本很高。
技术实现要素:
[0003]
本实用新型的目的在于提供一种碳钢烟道/烟囱内衬不锈钢板结构,采用该不锈钢板结构的衬里取代原来的碳钢衬玻璃鳞片或碳钢衬胶等常规防腐处理方式,使得烟道/烟囱强度高,耐温性能好,系统运行可靠,使用寿命长。
[0004]
本实用新型是这样实现的,一种碳钢烟道/烟囱内衬不锈钢板结构,所述碳钢烟道/烟囱的衬里为若干块不锈钢板沿碳钢烟道/烟囱的碳钢基板内壁周向和/或轴向,采用边沿搭接且焊接的方式连接而成;上层不锈钢板边沿采用盖面焊焊接在下层不锈钢板上,焊缝为连续角焊缝,焊缝高度和不锈钢板板厚一致;
[0005]
下层不锈钢板边沿采用过渡焊焊接在碳钢基板上;其中,被上层不锈钢板覆盖住部分的焊缝为间断角焊缝,焊缝高度和不锈钢板板厚一致;未被上层不锈钢板覆盖住部分的焊缝为连续角焊缝,焊缝高度和不锈钢板板厚一致;
[0006]
所述不锈钢板上均布若干个塞焊孔,所述不锈钢板在塞焊孔内依次采用环形过渡焊和盖面满焊焊接在碳钢基板上,所述环形过渡焊的焊缝高度为不锈钢板厚度的0.6~0.85倍,焊缝为连续角焊缝;所述盖面满焊的焊缝最高处不超过不锈钢板外部1.8mm。
[0007]
优选的,所述不锈钢板之间的搭接宽度为20mm。
[0008]
优选的,相邻两个塞焊孔间距为300mm,塞焊孔直径为φ8~16mm。
[0009]
优选的,所述碳钢烟道/烟囱的碳钢基板厚度h为6~20mm,不锈钢板的厚度δ为1.5~3mm。
[0010]
优选的,当碳钢烟道/烟囱内有冷凝水时,所述不锈钢板沿碳钢烟道/烟囱轴向的铺设顺序需考虑碳钢烟道/烟囱内冷凝水的流向,前一块不锈钢板沿冷凝水流向方向搭接在下一块不锈钢板上。
[0011]
优选的,所述不锈钢板的材质可以根据需要选用316l、2205、2507或c276等不锈钢板。
[0012]
本实用新型具有以下优点和有益效果:
[0013]
本实用新型的碳钢烟道/烟囱内衬不锈钢板结构,采用了全新的技术方案,取代了
原来的碳钢衬玻璃鳞片或是碳钢衬胶等常规防腐处理方式,塞焊和盖面满焊的结构形式使得碳钢烟道/烟囱内衬不锈钢板结构强度高,耐温性能好,系统运行可靠,使用寿命长。
附图说明
[0014]
图1是本实用新型的实施例提供的碳钢烟道/烟囱内衬不锈钢板铺设方式图;
[0015]
图2是本实用新型的实施例提供的不锈钢板塞焊示意图;
[0016]
图3是本实用新型的实施例提供的不锈钢板间的焊接示意图;
[0017]
图4是本实用新型的实施例提供的在碳钢基板上开通气孔的结构示意图;
[0018]
图5是本实用新型的实施例提供的不锈钢板焊接完毕后的气密性检测方法示意图。
[0019]
图中:1、碳钢基板;1-1、通气孔;2、不锈钢板;2-1、第一块不锈钢板;2-2、第二块不锈钢板;2-3、第三块不锈钢板;3、塞焊孔;4、环形过渡焊;5、盖面满焊;6、盖面焊;7、过渡焊;8、钢管一;9、球阀一;10、钢管二;11、pu管;12、球阀二;13、减压阀;14、空气过滤器。
具体实施方式
[0020]
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合实施例,并配合附图对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
[0021]
本实用新型的实施例提供一种碳钢烟道/烟囱内衬不锈钢板结构,所述碳钢烟道/烟囱的衬里为若干块不锈钢板2沿碳钢烟道/烟囱的碳钢基板1内壁周向和/或轴向,采用边沿搭接且焊接的方式连接而成;所述碳钢烟道/烟囱的碳钢基板1厚度h为6~20mm,不锈钢板2的厚度δ为1.5~3mm,通常优选为2mm或2.5mm,所述不锈钢板2的材质可以根据需要选用316l、2205、2507或c276等不锈钢板。不锈钢板2之间的搭接宽度为20mm;上层不锈钢板边沿采用盖面焊6焊接在下层不锈钢板上,焊缝为连续角焊缝,焊缝高度和不锈钢板板厚一致;
[0022]
下层不锈钢板边沿采用过渡焊7焊接在碳钢基板上;其中,被上层不锈钢板覆盖住部分的焊缝为间断角焊缝,焊缝高度和不锈钢板板厚一致;未被上层不锈钢板覆盖住部分的焊缝为连续角焊缝,焊缝高度和不锈钢板板厚一致;
[0023]
所述不锈钢板2上均布若干个塞焊孔3,相邻两个塞焊孔3间距为300mm,塞焊孔3直径为φ8~16mm;所述不锈钢板2在塞焊孔3内依次采用环形过渡焊4和盖面满焊5焊接在碳钢基板1上,所述环形过渡焊4的焊缝高度为不锈钢板厚度δ的0.6~0.85倍,焊缝为连续角焊缝;所述盖面满焊5的焊缝最高处不超过不锈钢板2外部1.8mm。
[0024]
优选的,当碳钢烟道/烟囱内有冷凝水时,所述不锈钢板沿碳钢烟道/烟囱轴向的铺设顺序需考虑碳钢烟道/烟囱内冷凝水的流向,前一块不锈钢板沿冷凝水流向方向搭接在下一块不锈钢板上。
[0025]
如图1所示,不锈钢板2打孔间距300x300mm,塞焊孔3直径为φ8~16mm,不锈钢2的材质可以根据实际需要采用316l、2205、2507、c276等,将加工好的不锈钢板2依次铺设并焊接到碳钢基板1上,不锈钢板2间的焊接焊条(盖面焊)及碳钢基板1与不锈钢板2间的焊接焊条需严格采用与不锈钢板2材质相对应的焊条。
[0026]
具体方案:先铺设第一块不锈钢板2-1,按照图2所示将第一块不锈钢板2-1塞焊到
碳钢烟道/烟囱的碳钢基板1上,具体先将塞焊孔3内部环形过渡焊4,焊缝高度为不锈钢板厚度的0.6~0.85倍,为连续角焊缝,之后再对塞焊孔进行盖面满焊5,焊缝最高处不超过不锈钢板外部1.8mm;第一块不锈钢板2-1铺设完毕后,之后再铺设第二块不锈钢板2-2,第二块不锈钢板2-2与碳钢基板1的塞焊和第一块不锈钢板2-1一样,第二块不锈钢板2-2盖面焊6焊到第一块不锈钢板2-1上,覆盖宽度为20mm(见图3),具体的,第一块不锈钢板2-1的边沿与碳钢基板1之间的焊缝,被第二块不锈钢板盖住的部分为过渡焊7,焊缝为间断角焊缝,焊缝高度和不锈钢板板厚一致;未被第二块不锈钢板盖住的部分则为连续角焊缝,焊缝高度和不锈钢板板厚一致。第二块不锈钢板2-2与第一块不锈钢板2-1之间的盖面焊6为连续角焊缝,焊缝高度和不锈钢板板厚一致。按此方式依次铺设第三块、第四块、第五块不锈钢板.......。如果碳钢烟道/烟囱内会产生冷凝水(如脱硫系统),铺设的顺序则需考虑碳钢烟道/烟囱内冷凝水的流向,以图1为例,第三块不锈钢板2-3是盖在第一块不锈钢板2-1上的,冷凝水的流向就应为从第三块不锈钢板2-3到第一块不锈钢板2-1的方向。
[0027]
碳钢烟道/烟囱内衬不锈钢板结构,取代了原来的碳钢衬玻璃鳞片或是碳钢衬胶等常规防腐处理方式,强度高,耐温性能好,系统运行可靠,使用寿命长。
[0028]
一种碳钢烟道/烟囱内衬不锈钢板的气密性检测方法,包括如下步骤:
[0029]
s1、所述碳钢烟道/烟囱在焊接不锈钢板2衬里前,如图4所示,需在碳钢烟道/烟囱靠两端端部的碳钢基板1上开2个m8通气孔1-1,所述通气孔1-1位置须避开塞焊孔3及不锈钢板过渡焊7位置设置;按照图1~3的焊接要求焊接不锈钢板,所述碳钢烟道/烟囱靠两端端部的不锈钢板2外端需和碳钢基板1连续焊;
[0030]
s2、所述碳钢烟道/烟囱不锈钢板衬里焊接完毕后,先对衬里进行外观检测,然后以压缩空气法进行衬里的气密性试验。
[0031]
以压缩空气法进行衬里的气密性试验的具体方法如下:
[0032]
(1)如图5所示,在所述碳钢基板一端的m8通气孔1-1上依次接φ8的钢管一8(带活接头)及φ8的球阀一9,构成出气端;另一端的m8通气孔1-1上依次接φ8的钢管二10(带活接头)、pu管11、球阀二12、减压阀13、空气过滤器14,最后接到压缩空气源上,构成进气端;
[0033]
(2)通过通气孔1-1在不锈钢板2和碳钢基板1的夹层间通入压缩空气,所述压缩空气的压力为0.01~0.07mpa,压力可根据实际情况调整,过高可能会将焊缝崩开,过低则有可能影响检测效果。
[0034]
(3)先将出气端球阀一9打开,确认有气体从出气端球阀一9喷出,则证明整个夹层是连通的,之后关闭出气端球阀一9,并在所有的塞焊点与盖面焊焊接焊缝上涂以肥皂水或是稀释后的洗衣液,看是否有气泡冒出,如有则需对不锈钢板进行补焊处理,直至检查无泄露为合格。
[0035]
碳钢烟道/烟囱内衬不锈钢板的气密性检测方法施工简单,显示直观,操作性强,可一次性检查所有焊缝,耗时短、检测费用低,可以有效保证碳钢烟道/烟囱在工作温度和压力下安全使用。
[0036]
以下将以示例方式来具体说明本实用新型的一种碳钢烟道/烟囱内衬不锈钢板结构及气密性检测方法的具体内容、特点和优点等,然而所有的描述仅是用来进行说明的,而不应将其理解为对本实用新型形成任何限制。此外,在本文所提及实施例中予以描述或隐含的任意单个技术特征,或者被显示或隐含在各附图中的任意单个技术特征,仍然可在这
些技术特征(或其等同物)之间继续进行任意组合或删减,从而获得可能未在本文中直接提及的本实用新型的更多其他实施例。另外,为了简化图面起见,相同或相类似的技术特征在同一附图中可能仅在一处进行标示。
[0037]
实施例:
[0038]
当处理烟气量为900000m3/h,温度为150℃的石灰石-石膏湿法脱硫系统的尾排烟囱,碳钢烟囱直径d=φ4000mm(内壁),总高度110m,壁厚12mm,分5段处理,每段长度l=22m,内衬2205不锈钢板,以其中任意一段烟囱为例:
[0039]
1、烟囱焊接衬里前,按照图4所示,在烟囱侧壁靠两端端部各500mm的碳钢基板1上预开2个m8通气孔1-1,通气孔1-1置须避开塞焊孔3及不锈钢板过渡焊7位置设置;
[0040]
2、单块2205不锈钢板2尺寸为2mm(厚度)x 1470mm(宽度)x12586mm(长度),需要15块,开塞焊孔3间距为300x300mm,打孔直径为φ12mm。开始铺设第一块不锈钢板,不锈钢板外端距碳钢基板1外端115mm,按照图2示意进行不锈钢板塞焊,焊条采用nicrofer s5923-fm59,先将塞焊孔3内部环形过渡焊4,焊缝高度为1.3mm,为连续角焊缝,之后再对塞焊孔进行盖面满焊5,焊缝最高处不超过不锈钢板外部1.8mm。烟囱直径4000mm,则展开长度为12566mm,一块不锈钢板刚好铺设一圈(不锈钢板长度12586mm,搭接20mm盖面焊);
[0041]
3、按照图3示意,依次铺设第二块不锈钢板、第三块不锈钢板
……
、第15块不锈钢板,第15块不锈钢板外端距碳钢基板外端115mm(15块不锈钢板的有效铺设长度为1470+1450x14=21770mm,烟囱长度22m,两端各余115mm空白,两段烟囱对接完毕后再补不锈钢板);
[0042]
4、按照图5所示方法进行内衬不锈钢板结构焊缝的气密性检测。此段烟囱靠两端端部的不锈钢板外端需要和碳钢基板连续焊,完毕后先进行外观检查,之后开始气密性检测。碳钢基板上一端的m8通气孔上接φ8的钢管(带活接头)及φ8的球阀;另一端的m8通气孔上接φ8的钢管(带活接头)、pu管、球阀、减压阀、空气过滤器,最后接到压缩空气源上。通过通气孔在不锈钢板衬里和碳钢基板的夹层间通入0.02mpa的压缩空气,先将出气端球阀打开,确认有气体从球阀喷出,则证明整个夹层是连通的,之后关闭出气端球阀,并在所有的塞焊点与盖面焊焊接接头上涂以肥皂水或是稀释后的洗衣液,看是否有气泡冒出,如有则需进行补焊处理,直至检查无泄露为合格。
[0043]
最后应说明的是:以上实施例仅用以说明本实用新型的技术方案,而非对其限制,例如碳钢烟道/烟囱的直径、长度和板厚,不锈钢板的材质、尺寸、开孔尺寸,压缩空气压力大小等可根据实际情况而调整变动;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换,而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型实施例技术方案的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips