
 商标分类
商标分类  商标转让
商标转让 
一种新型润滑剂母粒生产装置的制作方法
 2021-02-24 06:02:52|
2021-02-24 06:02:52| 481|
481| 起点商标网
起点商标网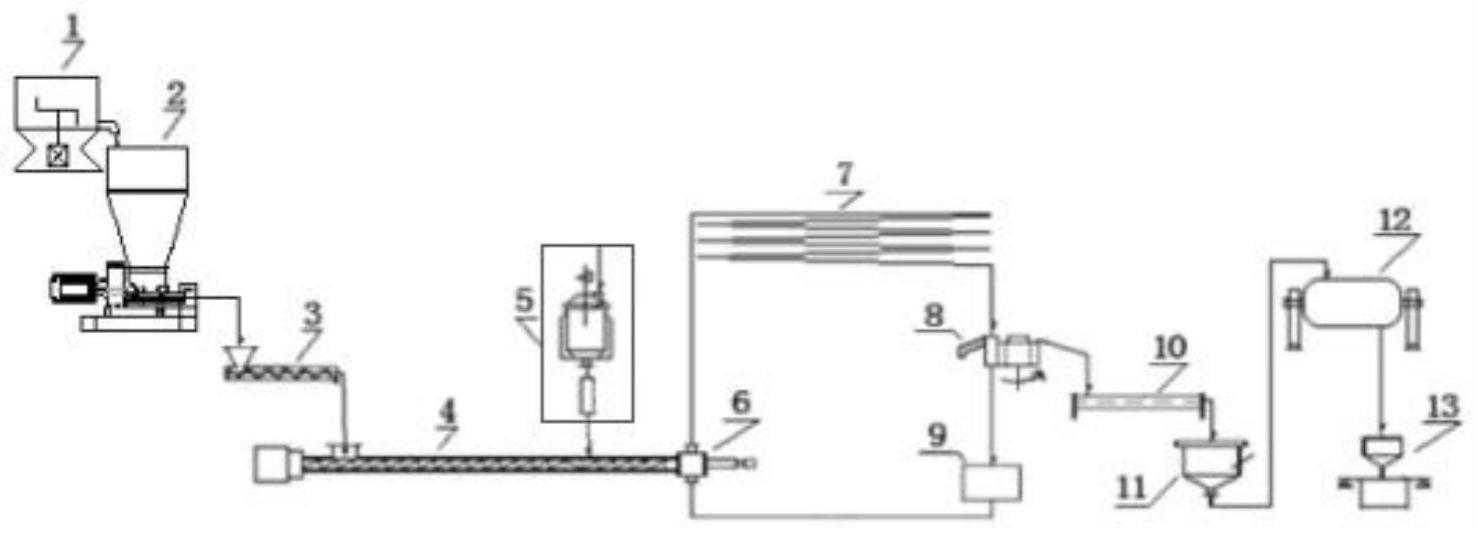
[0001]
本实用新型属于化工材料设备技术领域,具体涉及一种新型润滑剂母粒生产装置。
背景技术:
[0002]
润滑剂是tpu薄膜生产中重要的助剂,一般制成润滑母粒使用。润滑剂母粒的生产设备一般采用双螺杆挤出机,配套混料系统、加料计量系统、切粒系统、干燥设备,组成生产线。但在生产的时候,将全部物料预先混合后,经失重计量给料机加到双螺杆挤出机中,挤出、切粒、脱水、干燥,制得润滑剂母粒。由于润滑剂熔点相对较低,在生产的过程中,时间长了,下料口处的物料中的润滑剂容易熔融,使物料粘在一起不能流动,堵塞下料口,影响生产的正常进行。
[0003]
除此而外,现有化料釜一般采用摆线式搅拌减速机,设备高度过高,普通标准厂房因高度较低安装困难;保温效果不好,受热不均等。本实用新型新型润滑剂母粒生产装置应用了一种新型的、带计量装置的加热化料釜,可以克服以上不足。
技术实现要素:
[0004]
为了解决上述存在的问题,本实用新型的目的在于提供一种新型润滑剂母粒生产装置。本实用新型将润滑剂与其它物料分开,采用带精密计量泵的化料釜,单独化料、计量;并在失重秤料斗里装了一个垂直的搅拌器,以防止物料架桥。新型润滑剂母粒生产装置应用的加热化料釜在釜的底部的加热夹套内设置若干电加热棒,所述电加热棒成60度(或90度、120度)角设置,提高加热功率。
[0005]
本实用新型技术方案:
[0006]
一种新型润滑剂母粒生产装置,其包括混料机1,所述混料机1依次连接失重秤2、双螺杆给料机3、挤出机4、水下切粒机6;在所述挤出机4上部连接带计量泵的润滑剂化料釜5,所述水下切粒机6上部连接冷却盘管7,冷却盘管7连接撩水分离机8,所述水下切粒机6下部连接贮水槽9,撩水分离机8分别连接贮水槽9和分级筛10,分级筛10后面依次连接贮料筒11、干燥机12、自动包装机13;其特征在于:
[0007]
失重秤2的得料斗中设置垂直的搅拌器;
[0008]
带计量泵的润滑剂化料釜包括釜体,釜盖和保温夹套,所述保温夹套设置在釜体的外侧,在釜体的底部和保温夹套之间水平设置若干电加热棒,所述电加热棒水平方向成角度设置;在釜体底部分别设置温度传感器和放料阀,在所述釜盖上设置搅拌器减速机,所述搅拌器减速机连接中间轴,所述中间轴通过釜盖中心伸入到釜体内,在所述中心轴上设置若干个搅拌桨;在所述釜体侧上方设置导热油加料斗。
[0009]
进一步,所述电加热棒的数量为3、4或6个;所述电加热棒在水平方向数量3个时成60度设置;数量4个时成90度设置;数量6个时成120度设置
[0010]
进一步,带计量泵的润滑剂化料釜5在放料阀后直接连接带保温的不锈钢计量泵,
该计量泵的计量精度为≤0.5%。
[0011]
进一步,所述搅拌器为与搅拌轴连为一体的螺旋式搅拌器,搅拌器下端头伸至接近料斗的放料口处,以防止物料在失重秤2中因架桥而不下料。
[0012]
进一步,所述双螺杆给料机3是与失重秤2采用程控电脑联动控制的,可防止给料机空转运行,其给料准确度为≤0.5%。
[0013]
进一步,混料机1为自带防潮加热系统的,防潮加热系统为热风加热系统,由风机、电加热器构成,热风从混料机底部进风口进入,从上部出风口排出;所述混料机可以是现有的双螺旋锥形混料机、混色机、双轴叶片混料机、逆流混料机,首选双螺旋锥形混料机。
[0014]
进一步,生产主双螺杆挤出机4为可为同向平行啮合型双螺杆挤出机、异向平行啮合型双螺杆挤出机、异向啮合锥形双螺杆挤出机;该双螺杆挤出机的长径比l/d≧36。
[0015]
进一步,干燥机12可为双锥回转式真空干燥机、真空耙式干燥机、立式螺旋搅拌干燥机等。
[0016]
根据本实用新型所述一种新型润滑剂母粒生产装置,失重秤2的技术指标为:系统计量准确度≤0.5%、系统配料准确度≤0.5%、配料计量控制范围0.01-300t/h。
[0017]
根据本实用新型所述一种新型润滑剂母粒生产装置,水下切粒机6、冷却盘管7、料水分离机8、贮水槽9可整合为成套的水下切粒及系统,该水下切粒机系统已为成熟技术。
[0018]
进一步,带计量泵的润滑剂化料釜的搅拌桨为2-3个。
[0019]
进一步,所述带计量泵的润滑剂化料釜的保温夹套为聚氨酯聚脲硬泡保温材料整体浇铸保温层,降低厚度且保温效果好。
[0020]
进一步,所述带计量泵的润滑剂化料釜的搅拌器减速机采用蜗轮蜗杆减速机,为了降低高度,其输出转速1.1kw。
[0021]
进一步,所述带计量泵的润滑剂化料釜的放料阀选自下展阀或球阀,优选ф50球阀。
[0022]
进一步,带计量泵的润滑剂化料釜的釜体内胆为304不锈钢内胆,釜盖也为304不锈钢。
[0023]
进一步,所述化料釜的放料阀后直接连接带保温的不锈钢计量泵。
[0024]
在本实用新型中带计量泵的润滑剂化料釜的加热夹套中加注导热油,电加热棒在釜体的底部和保温夹套之间水平方向成上述度角设置,电加热棒加热,接控温仪控制,提高加热功率。
[0025]
本实用新型的有益效果是:
[0026]
本实用新型提供的一种新型润滑剂母粒生产装置,解决了下料口处的物料料粘在一起不能流动,堵塞下料口的问题。
[0027]
本实用新型中应用的适应低熔点物料的加热化料釜解决大量低熔点物料溶解问题。该化料釜经底部加热,电加热棒在釜体的底部和保温夹套之间水平方向成60度(或90度、120度)角设置使釜内物料受热均匀,保温夹套的整体浇注降低厚度,保温效果好,本实用新型主要适于熔点低于200度的物料化料,特别适于润滑剂。
附图说明
[0028]
图1为本实用新型新型润滑剂母粒生产装置的结构示意图;
[0029]
图2本实用新型加热化料釜结构示意图;
[0030]
图3为本实用新型加热化料釜底部电加热棒示意图。
[0031]
图中:1—自带防潮加热混料机,2—失重秤,3—双螺杆给料机,4—生产主双螺杆挤出机,5—带计量泵的润滑剂化料釜,6—水下切粒机,7—冷却盘管,8—料水分离机9—贮水槽,10—分级筛,11—贮料桶,12—干燥机,13—自动包装机;
[0032]
51—釜体,52—釜盖,53—保温夹层,54—电加热棒,55—搅拌器接减速机,56—导热油加料斗,57—中间轴,58—搅拌桨,59—温度传感器,510—放料阀;511—带保温的计量泵。
具体实施方式
[0033]
为了更好地理解本实用新型,下面结合附图进一步阐明本实用新型的内容,但本实用新型的内容不仅仅局限于附图。
[0034]
如图1所示:一种新型润滑剂母粒生产装置,其包括混料机1,所述混料机1依次连接失重秤2、双螺杆给料机3、挤出机4、水下切粒机6;在所述挤出机4上部连接带计量泵的润滑剂化料釜5,所述水下切粒机6上部连接冷却盘管7、冷却盘管7连接撩水分离机8,所述水下切粒机6下部连接贮水槽9,撩水分离机8分别连接贮水槽9和分级筛10,分级筛10后面依次连接贮料筒11、干燥机12、自动包装机13;失重秤2的得料斗中设置垂直的搅拌器;如图2所示,带计量泵的润滑剂化料釜包括釜体,釜盖和保温夹套,保温夹套设置在釜体的外侧,在釜体的底部和保温夹套之间水平设置3个电加热棒,电加热棒水平方向成60度角度设置,见图3所示;在釜体底部分别设置温度传感器和放料阀,在釜盖上设置搅拌器接减速机,所述搅拌器减速机连接中间轴,中间轴通过釜盖中心伸入到釜体内,在中心轴上设置3个搅拌桨;在所述釜体侧上方设置导热油加料斗;
[0035]
在本实用新型中加热夹套中加注导热油,电加热棒在釜体的底部和保温夹套之间水平方向成60度角设置,电加热棒加热,接控温仪控制,提高加热功率。
[0036]
保温夹套为聚氨酯整体浇铸保温层,降低厚度且保温效果好。搅拌器接的减速机采用蜗轮蜗杆减速机,为了降低高度,其输出转速1.1kw;所述放料阀选自下展阀或球阀,优选ф50球阀;釜体内胆为304不锈钢内胆,釜盖也为304不锈钢。
[0037]
本实用新型所述化料釜的放料阀后直接连接带保温的不锈钢计量泵,该计量泵的计量精度为≤0.5%。
[0038]
失重秤2中搅拌器为与搅拌轴连为一体的螺旋式搅拌器,搅拌器下端头伸至接近料斗的放料口处,以防止物料在失重秤2中因架桥而不下料。双螺杆给料机3是与失重秤2采用程控电脑联动控制的,可防止给料机空转运行,其给料准确度为≤0.5%。混料机1为自带防潮加热系统的,防潮加热系统为热风加热系统,由风机、电加热器构成,热风从混料机底部进风口进入,从上部出风口排出;所述混料机为双螺旋锥形混料机。生产主双螺杆挤出机4为同向平行啮合型双螺杆挤出机,该双螺杆挤出机的长径比l/d≧36。干燥机12为双锥回转式真空干燥机。
[0039]
失重秤2的技术指标为:系统计量准确度≤0.5%、系统配料准确度≤0.5%、配料计量控制范围0.01-300t/h。
[0040]
实例1:热塑性聚氨酯弹性体(tpu)润滑母粒的生产
[0041]
配方:tpu:620kg;芥酸酰胺:50kg;ebs:30kg;滑石粉300kg
[0042]
1)将干燥好的tpu、滑石粉分别按配方计量后,加入混料机中,充分混合均匀,然后加入失重加料机料斗中备用;
[0043]
2)将芥酸酰胺、ebs按配方比例通过手孔加到该反应釜中,开启加热熔融。待有液体产生后,开启搅拌,使物料混合均匀。当温度加热到150度时停止加热,保温备用。
[0044]
3)开启切粒机循环水系统,测试水温,将水温调至要求温度备用。
[0045]
4)开启生产主双螺杆挤出机,然后开启失重秤、双螺杆给料机,将混合好的tpu+滑石粉用双螺杆给料机加入到生产主双螺杆挤出机进料口中,物料在主双螺杆挤出机中熔融、挤压向前输送。
[0046]
5)在tpu+滑石粉被加入主双螺杆挤出机进料口后,打开加料机暨化料釜放料阀、计量泵,将保温备用的芥酸酰胺+ebs用计量泵打入主双螺杆挤出机的侧喂料口中。
[0047]
6)待主双螺杆挤出机中的物料从切粒机开车阀流出后,观察物料是否均匀、颜色是否正常。待物料均匀、颜色正常后,关闭切粒机开车阀,开启切粒机切粒系统切粒。
[0048]
7)切好的物料粒子被水输送,经过冷却盘管后,进入切粒机料水分离器脱水。水进入贮水槽循环使用。
[0049]
8)脱水后的物料粒子经分级筛筛去超大与超小的粒子,进入贮料桶中,然后加入干燥机干燥。干燥合格厚的物料粒子经自动包装机包装,即为产品。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips