
 商标分类
商标分类  商标转让
商标转让 
一种用于注塑模具的圆顶针的制作方法
 2021-02-24 06:02:03|
2021-02-24 06:02:03| 385|
385| 起点商标网
起点商标网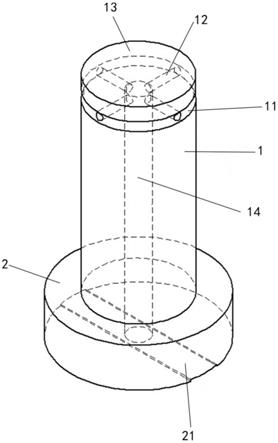
[0001]
本实用新型涉及注塑摸具领域,尤其是涉及一种用于注塑模具的圆顶针。
背景技术:
[0002]
注塑模具在注塑以及合模过程中,须及时将模具中的气体排出,模具内的气体不仅包括型腔里的空气,还包括流道里的空气和塑料熔体产生的分解气体。如果模具上出现排气不足的现象,会引起产品表面有结合线、气泡、气痕、缺料和轮廓不清等瑕疵;工艺上会出现填充困难,或局部有飞边,严重时在表面产生焦痕,并同步降低充模速度,延长成型周期,甚至停机等,大大增加生产成本。
[0003]
目前,通常采用具有排气结构的圆顶针进行生产过程中的排气。圆顶针原本作用是把成品从模腔中推出,在圆顶针上设置排气结构能实现型腔排气的功能。如图5所示,最常见的圆顶针排气结构是将圆顶针的侧边进行一定程度的切边(a处)形成排气槽,注塑是产生的气体能够缓冲储存在排气槽中。但是该结构对于气体的容纳程度有限,对于排气量大的注塑摸具需要切边程度较大,影响了圆顶针本身的装配稳定性,容易与摸仁发生咬伤和磨损。
[0004]
如公开号为cn202571239u的中国实用新型公开了一种摸具排气顶针结构,通过在顶针的顶面设置排气条纹孔,杆身下方设置透气通孔,并且通过排气空腔连接排气条纹孔和通气通孔实现排气。但是,该结构容易使得注塑材料的废料直接堵塞排气条纹孔,影响使用寿命。而且,杆身上设置的透气通孔需要配合特定模具使用,适用性较差。
技术实现要素:
[0005]
本实用新型的目的就是为了克服上述现有技术存在的缺陷而提供一种用于注塑模具的圆顶针,用于优化注塑模具的排气,提高模具成形质量,并且提高圆顶针本身的使用寿命。
[0006]
本实用新型的目的可以通过以下技术方案来实现:
[0007]
一种用于注塑模具的圆顶针,包括由杆身和底座组成的顶针本体,杆身顶端设有排气环槽和多个排气通孔,所述的排气环槽环绕杆身的周向设置,将杆身的顶端分割形成一个顶面块,该顶面块的直径小于杆身的直径,所述的顶针本体内部中央具有竖直设置的排气通道,所述多个排气通孔分布在杆身内,每个排气通孔的出口端连接排气通道,进口端连接排气环槽的内侧面,所述的底座底面设有排气槽,所述排气通道的底端贯通连接排气槽。
[0008]
进一步地,所述的多个排气通孔沿着杆身周向均匀分布在排气环槽内。
[0009]
进一步地,杆身内具有四个排气通孔,并且成十字形分布。
[0010]
进一步地,所述的多个排气通孔水平分布在杆身内。
[0011]
进一步地,所述排气通孔倾斜设置,其出口端高于进口端。
[0012]
进一步地,排气通孔和水平面形成的倾斜夹角为5~40度。
[0013]
进一步地,所述的排气槽贯穿底座的底面。
[0014]
进一步地,所述的顶针本体采用高速工具钢材质。
[0015]
进一步地,所述顶面块的侧面低于杆身侧面的距离为0.01~0.03mm。
[0016]
进一步地,所述的排气通道为圆柱形或立方形。
[0017]
与现有技术相比,本实用新型具有以下优点:
[0018]
1、本实用新型通过顶面块和排气环槽的设计,实现了顶面块周向的整圈排气,气体排出速度快,效果好;排气环槽对排气通孔起到了阻塞防护的作用;在底座的底面设置排气槽,巧妙利用了底座开放式结构,使得本实用新型能够适配各种类型的模具。
[0019]
2、排气通孔沿着杆身周向均匀分布,使得排气时圆顶针受力均匀,磨损程度均匀,显著提高使用寿命。
[0020]
3、多个排气通孔倾斜设置进一步地防止废料进入排气通道引起堵塞,提高使用稳定性。
附图说明
[0021]
图1为实施例一的结构示意图。
[0022]
图2为实施例一的内部结构示意图。
[0023]
图3为实施例一的剖视示意图。
[0024]
图4为实施例二的剖视示意图。
[0025]
图5为现有圆顶针的俯视和剖视示意图。
[0026]
附图标记:1、杆身,11、排气环槽,12、排气通孔,13、顶面块,14、排气通道,2、底座,21、排气槽。
具体实施方式
[0027]
下面结合附图和具体实施例对本实用新型进行详细说明。本实施例以本实用新型技术方案为前提进行实施,给出了详细的实施方式和具体的操作过程,但本实用新型的保护范围不限于下述的实施例。
[0028]
如图1~3所示,本实施例提供了一种用于注塑模具的圆顶针,包括由杆身1和底座2组成的顶针本体。杆身1顶端设有排气环槽11和多个排气通孔12。排气环槽11环绕杆身1的周向设置,将杆身1的顶端分割形成一个顶面块13。该顶面块13的直径小于杆身1的直径。具体地说,顶面块13的侧面低于杆身1侧面的距离为0.01~0.03mm,本实施例中采用0.02mm。顶针本体内部中央具有竖直设置的排气通道14,多个排气通孔12分布在杆身1内。每个排气通孔12的出口端连接排气通道14,进口端连接排气环槽11的内侧面。底座2底面设有排气槽21,排气通道14的底端贯通连接排气槽21,排气槽21贯穿底座2的底面。
[0029]
本实施例中,具体采用四个排气通孔12,成十字形均匀分布在杆身1内。并且排气通孔12呈水平分布。排气通孔12沿着杆身1周向均匀分布,使得排气时圆顶针受力均匀,磨损程度均匀,显著提高了使用寿命。排气通道14可为圆柱形、立方体等形状。顶针本体使用的材质为skh51高速工具钢材质(中国gb:w6mo5cr4v2)。
[0030]
本实施例在使用时,通过顶面块13的侧面和杆身1侧面高低差形成的间隙,把注塑产生的气体引入排气环槽11中,排气环槽11中的气体再通过排气通孔12和排气通道14进入
底部的排气槽21,最后引到模具外界,快速完成注塑的动作。本实施例通过顶面块13和排气环槽11的设计,实现了顶面块13周向的整圈排气,气体排出速度快,效果好;排气环槽11对排气通孔12起到了阻塞防护的作用;在底座2的底面设置排气槽21,巧妙利用了底座2开放式结构,使得圆顶针能够适配各种类型的模具。
[0031]
如图4所示,在另一实施例中,排气通孔12的出口端高于进口端使得排气通孔12倾斜设置。一般情况下排气通孔12和水平面形成的倾斜夹角为5~40度,本实施例中采用20度。倾斜设置的排气通孔12能够进一步地防止废料进入排气通道14引起堵塞,提高使用稳定性。
[0032]
以上详细描述了本实用新型的较佳具体实施例。应当理解,本领域的普通技术人员无需创造性劳动就可以根据本实用新型的构思作出诸多修改和变化。因此,凡本技术领域中技术人员依本实用新型的构思在现有技术的基础上通过逻辑分析、推理或者有限的实验可以得到的技术方案,皆应在由权利要求书所确定的保护范围内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 注塑模具

 热门咨询
热门咨询




tips