
 商标分类
商标分类  商标转让
商标转让 
一种模具入子式排气结构的制作方法
 2021-02-24 03:02:05|
2021-02-24 03:02:05| 309|
309| 起点商标网
起点商标网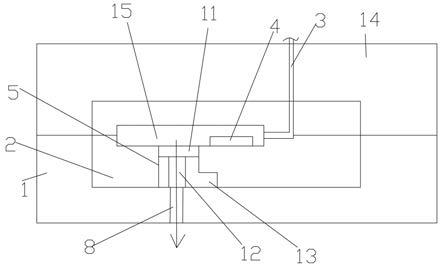
[0001]
本实用新型涉及用于模具烧伤开排气结构的领域,特别涉及一种模具入子式排气结构,特别针对烧伤位置无法开排气的结构。
背景技术:
[0002]
当今世界,塑料材料及其制品的应用已涉及到各行各业、方方面面、以至每一个家庭,越来越多的企业人士参与到塑料制品的生产与销售中来。
[0003]
目前在生产许多塑料制品时,产品均会发生烧伤现象。通常情况下,当烧伤位置在产品边缘时候,可在烧伤部位的镶件上加工排气槽来解决烧伤情况。但是当烧伤位置在产品中心位置时是无法通过传统的排气槽解决烧伤问题的。因此需要提供可在任何结构上都能通过开排气来解决烧伤现象的一种排气结构。
技术实现要素:
[0004]
本实用新型的目的是提供一种入子式的排气结构。本结构是将烧伤位置的燃气通过动模镶件中排气入子排出,从而起到避免烧伤再发生的作用,结构简单,方便实用。
[0005]
采用的技术方案是:
[0006]
一种模具入子式排气结构,有动模。动模上设有动模镶件。
[0007]
其技术要点在于:
[0008]
动模镶件中部开设有贯通的入子槽。
[0009]
入子槽内设有多个排气入子,每个排气入子上开设有至少一个排气槽。
[0010]
动模开设有动模排气孔,位于入子槽下方。
[0011]
排气入子为片状件。
[0012]
排气槽为t型槽,t型槽包括互相连通的横向设置入气槽和竖向设置的导气槽。
[0013]
在排气入子竖向长方体部分的上边缘开设一个入气槽。
[0014]
在排气入子竖向长方体部分的中部开设一个导气槽。
[0015]
导气槽为内凹式,深于入气槽。
[0016]
当排气入子开设两个排气槽,两个排气槽分别位于排气入子的前后表面,为双侧排气入子。
[0017]
当排气入子开设一个排气槽,排气槽位于排气入子的一个表面,为单侧排气入子。
[0018]
排气入子的下方尾部设有凸出的挂台,配合入子槽的形状。
[0019]
其优点在于:
[0020]
将烧伤部位的整体镶件改造为入子式镶件,燃气可通过入子式镶件之间的“t”型凹槽排出动模型腔,解决烧伤问题,此结构构造简单,可保产品品质稳定。
附图说明
[0021]
图1为入子式排气结构动模俯视图,一模出多个产品。
[0022]
图2为图1的上半部的局部放大图。
[0023]
图3为定模、动模侧视图。
[0024]
图4为填充过程的第一阶段材料填充图。
[0025]
图5为填充过程的第二阶段材料填充图。
[0026]
图6为图1和2中的a-a剖视图。
[0027]
图7为双侧排气入子俯视图(带尺寸标注)。
[0028]
图8为双侧排气入子主视图(带尺寸标注)。
[0029]
图9为单侧排气入子俯视图(带尺寸标注)。
[0030]
图10为双侧排气入子俯视图(无尺寸标注)。
[0031]
图11为双侧排气入子主视图(无尺寸标注)。
[0032]
图12为单侧排气入子俯视图(无尺寸标注)。
[0033]
动模1、动模镶件2、流道3、凸起部4、入子槽5、排气入子6、排气槽7、动模排气孔8、双侧排气入子9、单侧排气入子10、入气槽11、导气槽12、挂台13、定模14、产品15。
具体实施方式
[0034]
一种模具入子式排气结构,有动模1。动模1上设有动模镶件2。
[0035]
动模镶件2中部开设有长方贯通的入子槽5。
[0036]
入子槽5内设有多个排气入子6,每个排气入子6上开设有至少一个排气槽7。
[0037]
动模1开设有动模排气孔8,位于入子槽5下方。
[0038]
本实施中采用三个排气入子6,均为l型的片状件并列设置,三个外形尺寸一样。
[0039]
当排气入子6开设两个排气槽7,为双侧排气入子9。
[0040]
当排气入子6开设一个排气槽7,为单侧排气入子10。
[0041]
本实施例中采用一个双侧排气入子9和两个单侧排气入子10
[0042]
双侧排气入子9有两个排气槽7,分别位于排气入子6的前后表面。
[0043]
单侧排气入子10有一个排气槽7,位于排气入子6的一个表面。
[0044]
所述的排气槽7为t型槽,t型槽包括互相连通的横向设置入气槽11和竖向设置的导气槽12。
[0045]
在排气入子6竖向长方体部分的上边缘开设一个入气槽11,为横向长方体形状。
[0046]
入气槽11尺寸如图8所示:竖向宽1mm,如图7所示:深度0.003mm。
[0047]
在排气入子6竖向长方体部分的中部开设一个导气槽12,为竖向横向长方体形状。
[0048]
导气槽12尺寸如图7所示,横向为2mm,深度(厚度)0.1mm。
[0049]
导气槽12为内凹式,深于入气槽11,导气槽12深度为0.1mm,深于入气槽11的深度0.003mm,目的是为了让燃气通过0.003mm凹槽流入至0.1mm深的凹槽中,可顺畅的流出动模1。
[0050]
多个排气入子6设置的方向与流道3方向一致。
[0051]
本实施例中的产品15为燃料电池的正负极绝缘板,为了防止产品15成形时出现毛刺,根据材料的流动性将入气槽11的深度设定在0.003mm。
[0052]
排气入子6的下方尾部设有凸出的挂台13,配合入子槽5的形状,卡设装配,起到固定作用。
[0053]
如图4所示,动模镶件2上位于流道3入口处有凸起部4(圆芯子),所以材料流入时候,在动模镶件2两侧边缘流动的快,如图4中两个长线箭头所示,并且可以继续向前,在前方从传统排气装置中排除多余燃气。而材料在凸起部4边缘流动的慢,如图4中两个短线箭头所示,只能先对凸起部4边缘进行填充,此时,图4中的b部分(入子槽5)未能进行填充。
[0054]
然后材料从凸起部4(圆芯子)两侧向回转形成涡流,材料和未排干净的燃气一起窝在了图4中的b部分,未排干净的燃气无法排出,会形成b部分产品的烧伤。
[0055]
本设计相当于在产品15中部烧伤相对应的模具位置上设置了排气装置。
[0056]
未排干净的燃气沿着图3和6所示的箭头,从入气槽11、导气槽12和动模排气孔8进入空气中。
[0057]
双侧排气入子9位于一个边缘,然后依次设置两个单侧排气入子10,放在入子槽5内,并在动模1相应的位置开设动模排气孔8,燃气从双侧排气入子9、单侧排气入子10和动模排气孔8,进入空气中。所述的排放位置是因为所述的产品15较小,为了防止排气入子6的t型排气槽7相对导致两个入气槽11相对加大了入气槽11的宽度,使得产品15产生毛刺,安装时单侧排气入子10的t型排气槽7均面向一个方向,并且所述的产品15排气结构中只能一个双侧排气槽入子9。
[0058]
由于动模2上只开入子槽5,放入多个排气入子6,排气入子6可以单独加工,易于更换,不容易损坏动模2。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 燃气

 热门咨询
热门咨询




tips