
 商标分类
商标分类  商标转让
商标转让 
一种橡塑软管的负压抽吸胀管装置的制作方法
 2021-02-24 01:02:54|
2021-02-24 01:02:54| 278|
278| 起点商标网
起点商标网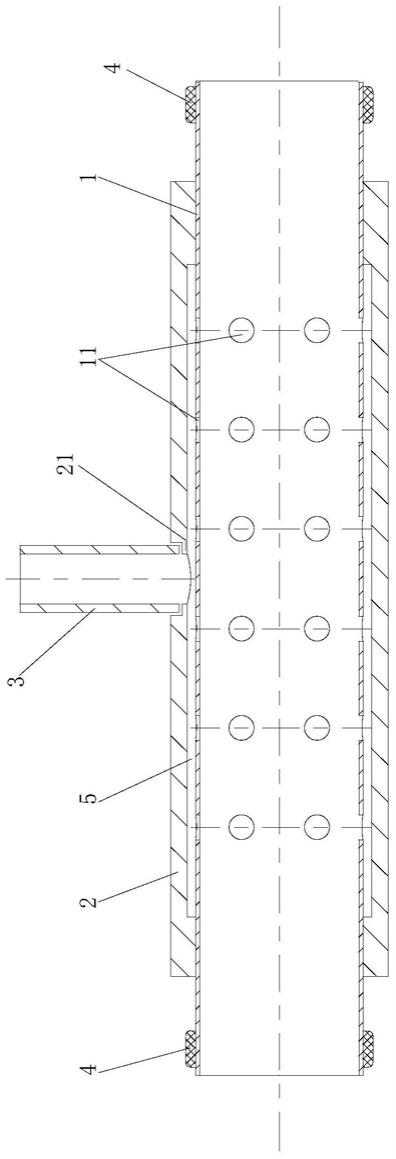
[0001]
本实用新型涉及一种抽吸胀管装置,具体涉及一种橡塑软管的负压抽吸胀管装置。
背景技术:
[0002]
医用及工业软性内窥镜生产中的一些橡塑软管(氟橡胶管、硅胶管、聚氨酯管、聚乙烯管等等)的零部件需要包覆装配,但是适用于该领域的、使橡塑软管胀大后再装配到圆柱形的零件外径上的胀管装置很少。传统技术中对橡塑软管装配到圆柱体零件的方法是采用手工直接套装,这样的缺陷是:一是质量合格率非常低,会对橡塑软管造成损伤,二是生产效率非常低,三是会造成生产原材料的浪费。为了克服传统技术的缺陷,少数生产厂家使用的是单层套管式的胀管工装,在真空抽吸单层套管时,在单层套管的吸气孔周围吸力较大,而距离吸气孔较远的包覆软管的胀大效果不佳,并且在被包管体上的包覆收缩力不均匀,就会形成包覆管管壁有的厚点,有的地方薄点。而且该种结构的胀管工装无法用于较长的包覆软管或包覆长条物体的产品,因为真空负压抽吸会直接将连接管周围出的包覆软管管壁吸住,使负压气体就无法对于较长包覆管的两头软管受到负压抽吸胀大,因此,不仅包覆收缩力不均匀,而且使用具有一定的局限性。
技术实现要素:
[0003]
本实用新型的目的是:提供一种既能保证橡塑软管抽吸胀大后进行包覆圆柱形物体的质量,又能提高包覆圆柱形物体产品生产效率的橡塑软管的负压抽吸胀管装置。
[0004]
为了达到上述目的,本实用新型的技术方案是:一种橡塑软管的负压抽吸胀管装置,其创新点在于:包括内套管、外套管和负压连接管,所述内套管设在外套管的内孔中,所述内套管的两端位于外套管之外,且外套管两端的端部均与内套管密封连接为一体,
[0005]
所述内套管的管壁上设有网孔,且内套管的外壁与外套管的内壁之间设有空腔,所述负压连接管的一端设在外套管的外壁上,且负压连接管与空腔相连通,所述负压连接管的另一端为负压抽气口。
[0006]
在上述技术方案中,还包括卡箍,所述内套管的两端端部分别设有卡箍。
[0007]
在上述技术方案中,所述内套管的管壁上设有多排均匀布置的网孔,所述网孔为圆形孔、或者是长槽孔。
[0008]
在上述技术方案中,所述内套管包括钢带弹簧,以及焊接在钢带弹簧两端的金属管,所述钢带弹簧的螺旋槽为网孔,所述钢带弹簧设在外套管的内孔中,且钢带弹簧的外壁与外套管的内壁之间设有空腔,所述钢带弹簧两端的金属管与外套管的端部焊接为一体。
[0009]
在上述技术方案中,所述外套管的中部设有定位台阶,所述负压连接管的一端密封焊接在外套管的定位台阶上。
[0010]
在上述技术方案中,所述内套管和外套管为不锈钢套管,或者是紫铜套管。
[0011]
本实用新型所具有的积极效果是:采用本实用新型的橡塑软管的负压抽吸胀管装
置后,由于本实用新型包括内套管、外套管和负压连接管,所述内套管设在外套管的内孔中,所述内套管的两端位于外套管之外,且外套管两端的端部均与内套管密封连接为一体,所述内套管的管壁上设有网孔,且内套管的外壁与外套管的内壁之间设有空腔,所述负压连接管的一端设在外套管的外壁上,且负压连接管与空腔相连通,所述负压连接管的另一端为负压抽气口,具体的工作过程是:a、将包覆软管按工艺要求塞入内套管的内孔中,b、分别将包覆软管两端头翻边包在内套管的端面的管口的外径上,c、将所述负压连接管的负压抽气口与真空泵的的吸气管相连通,d、开启真空泵工作开关(开启前检查连接真空泵上的负压表的负压压力参数是否符合设计要求),进行负压抽吸,包覆软管在内套管中胀大管径,e、迅速将被需要被包塑的软管骨架装入到胀大管径的包覆软管中,立即关闭真空泵电源停止抽吸,f、从胀管装置的内套管内孔中取出已包覆好的产品。本实用新型既能保证橡塑软管抽吸胀大后进行包覆圆柱形物体的质量,又能提高包覆圆柱形物体产品生产效率,又由于本实用新型的胀管装置为双层套管结构,且内套管的管壁上设有网孔,可以克服已有技术中单层套管胀管时包覆收缩力不均匀问题。
附图说明
[0012]
图1是本实用新型的一种具体实施方式的结构示意图;
[0013]
图2是本实用新型的使用状态示意图;
[0014]
图3是图1中内套管的立体结构示意图;
[0015]
图4是本实用新型外套管的立体结构示意图;
[0016]
图5是本实用新型的第二种具体实施方式的结构示意图;
[0017]
图6是本实用新型的第三种具体实施方式的结构示意图。
具体实施方式
[0018]
以下结合附图以及给出的实施例,对本实用新型作进一步的说明,但并不局限于此。
[0019]
实施例1
[0020]
如图1、2、3、4所示,一种橡塑软管的负压抽吸胀管装置,包括内套管1、外套管2和负压连接管3,所述内套管1设在外套管2的内孔中,所述内套管1的两端位于外套管2之外,且外套管2两端的端部均与内套管1密封连接为一体,
[0021]
所述内套管1的管壁上设有网孔11,且内套管1的外壁与外套管2的内壁之间设有空腔5,所述负压连接管3的一端设在外套管2的外壁上,且负压连接管3与空腔5相连通,所述负压连接管3的另一端为负压抽气口。
[0022]
如图1、2所示,为了方便固定包覆软管的两端,还包括卡箍4,所述内套管1的两端端部分别设有卡箍4,使用时,包覆软管两端头翻边包在内套管的端面的管口的外径上,然后通过卡箍4箍在内套管端头外径的软管外径上。
[0023]
如图3所示,为了使得本实用新型结构更加合理,所述内套管1的管壁上设有多排均匀布置的网孔11,所述网孔11为圆形孔。
[0024]
如图1、4所示,为了方便对负压连接管的定位焊接,所述外套管2的中部设有定位台阶21,所述负压连接管3的一端密封焊接在外套管2的定位台阶21上。
[0025]
为了保证本实用新型套管的刚性强度,所述内套管1和外套管2为不锈钢套管,或者是紫铜套管。
[0026]
实施例2
[0027]
实施例2与实施例1的不同之处在于:如图5所示,一种橡塑软管的负压抽吸胀管装置,所述内套管1的管壁上设有多排均匀布置的网孔11,所述网孔11是长槽孔。
[0028]
实施例2的其它结构与实施例1完全相同。
[0029]
实施例3
[0030]
实施例3与实施例1的不同之处在于:如图6所示,一种橡塑软管的负压抽吸胀管装置,所述内套管1包括钢带弹簧12,以及焊接在钢带弹簧12两端的金属管13,所述钢带弹簧12的螺旋槽为网孔11,所述钢带弹簧12设在外套管2的内孔中,且钢带弹簧12的外壁与外套管2的内壁之间设有空腔5,所述钢带弹簧12两端的金属管13与外套管2的端部焊接为一体,所述金属管13是不锈钢管,或者是紫铜管。
[0031]
实施例3的其它结构与实施例1完全相同。
[0032]
如图2所示,本实用新型具体的工作过程是:
[0033]
a、将包覆软管6按工艺要求塞入内套管1的内孔中,
[0034]
b、分别将包覆软管6两端头翻边包在内套管1的端面的管口的外径上,立即将卡箍套装在内套管1端头外径的软管外径上,
[0035]
c、将所述负压连接管3的负压抽气口与真空泵的的吸气管相连通,
[0036]
d、开启真空泵工作开关(开启前检查连接真空泵上的负压表的负压压力参数是否符合设计要求),进行负压抽吸,包覆软管6在内套管1中胀大管径,
[0037]
e、迅速将被需要被包塑的软管骨架7装入到胀大管径的包覆软管6中,立即关闭真空泵电源停止抽吸,
[0038]
f、取下内套管1两端的卡箍4,包覆管即包覆在相关的软管体上或相关的软状的长条物体上(如光导纤维光束的外周),从胀管装置的内套管1内孔中取出已包覆好的产品。
[0039]
本实用新型既能保证橡塑软管抽吸胀大后进行包覆圆柱形物体的质量,又能提高包覆圆柱形物体产品生产效率,又由于本实用新型的胀管装置为双层套管结构,且内套管的管壁上设有网孔,可以克服已有技术中单层套管胀管时包覆收缩力不均匀问题。
[0040]
以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 硅胶软管

 热门咨询
热门咨询




tips