
 商标分类
商标分类  商标转让
商标转让 
用于制备微针芯片的组合式型芯、注射成型模具的制作方法
 2021-02-24 01:02:00|
2021-02-24 01:02:00| 349|
349| 起点商标网
起点商标网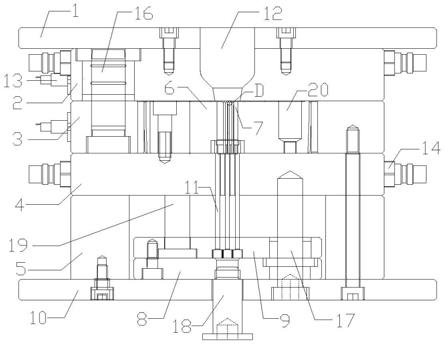
[0001]
本实用新型涉及聚合物微针技术领域,特别涉及用于制备微针芯片的组合式型芯、注射成型模具。
背景技术:
[0002]
微针经皮给药一种方便快捷、无痛、能准确控制药物释放速率的给药方式,微针是一种新型的微创给药工具,可以通过刺穿表皮角质层,创造出微纳米孔道利于药物进入到真皮和皮下组织,进而通过毛细血管被吸收。微针经皮给药中核心部件是微针芯片,由规则排列成阵列的针体和支撑针体的基底组成。微针芯片主要采用单晶硅或二氧化硅等半导体、金属、聚合物等材料制备而成,其中聚合物微针芯片因为生物相容性好,在体内可以被降解,安全性高,且聚合物微针芯片的针体本身可以包覆药物,无需设计复杂的储药系统,所以发展非常迅速。
[0003]
目前聚合物微针芯片主要采用聚丙烯、聚丙烯酰胺、聚乳酸、聚乙醇酸、聚羟基乙酸等材料,微针芯片制备方法主要有溶液浇铸法、拉伸法、微机床加工法、光刻蚀法、3d打印法等,其中溶液浇铸法因能得到较稳定尺寸的经皮微针芯片而被广泛使用。中国专利文献cn109771815a提出了通过印模法以主结构制成聚合物模板,使原材料溶液充满聚合物模板的空隙,固化后移去聚合物模板得到和聚合物模板结构相似各向异性的微针芯片。但目前采用溶液浇铸法仍然存在很多挑战,如成型周期长、溶液粘度大成型困难等;聚合物是溶解在水或有机溶剂中,得到的溶液粘度较大,因微针的微尺寸使其通常具有较高纵横比,在成型过程因空气和表面张力而无法赶走空气,造成溶液浇铸不完全的问题,为了解决这个问题,中国专利文献cn106426687b公开一种用于制作聚合物微针的设备,传输机构包括传送带和用于驱动传动带的传送电机,传送带上固定设有真空抽板固定架,真空抽板固定架上固定设有真空抽板,真空抽板与真空泵通过管路连通连接;通过设置真空抽板与真空泵连接,而使设备始终保持负压状态,从而达到使高粘度液体流入涂布基层的倒锥形图案中,液体除气的目的,从而提高模具制作的产品质量。采用真空抽滤的方法的难点在溶液浇铸中能否除气,这还需要进一步研究。此外,还有文献报道了采用挤压除气的方法,该方法要求模具具有很好的韧性,且挤压之后成型的微针的变形问题还未解决。因此,亟需开发一种微针芯片制备方法,用于制备尺寸稳定的微针芯片。
技术实现要素:
[0004]
本实用新型的目的在于克服现有制备聚合物微针芯片中所存在的上述不足,提供了用于制备微针芯片的组合式型芯、注射成型模具,一方面能使聚合物填充满微针芯片型腔,高效、精准的得到加工尺寸稳定的微针芯片,另一方面该注射成型模具制备微针芯片成型周期短,可连续化、自动化大规模生产。
[0005]
为了实现上述实用新型目的,本实用新型提供了以下技术方案:
[0006]
一种组合式型芯,用于形成微针芯片的针体型腔,包括型芯和镶件,所述镶件有多
个并镶嵌在所述型芯内,所述镶件的上表面边缘设置有第一凹槽,所述第一凹槽与所述型芯上表面设置的第二凹槽配合构成针体型腔,所述针体型腔与针体形状相适配;所述针体型腔有多个,且排列成阵列;所述镶件的侧面设置有排气槽,所述排气槽用于将所述第一凹槽和所述镶件的下表面连通。
[0007]
优选地,所述针体型腔为圆柱体或圆锥体或棱锥体。
[0008]
优选地,所述针体型腔的径向尺寸为≥50μm,深度为≥100μm。
[0009]
优选地,所述型芯为圆柱体或长方体。
[0010]
优选地,所述镶件为板状、圆柱体或弧形板。
[0011]
优选地,所述排气槽包括第一排气槽和第二排气槽,所述第一排气槽与所述第一凹槽连接,所述第二排气槽连接第一排气槽和所述镶件的下表面,所述第一排气槽的截面积小于第二排气槽的截面积。
[0012]
优选地,所述第一排气槽的深度为10~50μm。
[0013]
优选地,所述第二排气槽的深度为50~300μm。
[0014]
一种微针芯片的注射成型模具,包括定模组件、动模组件以及定模组件和动模组件之间的微针芯片型腔,所述动模组件包括动模板,所述动模板内设有模仁,所述模仁上设置有至少一个台阶孔,所述台阶孔内镶嵌有组合式型芯。
[0015]
本实用新型的微针芯片的注射成型模具,模具设置有微针芯片型腔,在动模板内设置有模仁,模仁内设置有组合式型芯,组合式型芯形成了针体型腔,针体型腔连接有排气槽,排气槽的设置可将注射成型过程中微针芯片型腔内的气体从排气槽排出,同时排气槽尺寸的设置可以防止高压下聚合物溶体流入排气槽内,使得聚合物溶体能充满整个微针芯片型腔,从而固化脱模后得到尺寸稳定的微针芯片,具有高成品率。该注射成型模具可在微针芯片型腔中一次成型微针芯片,模仁内多个组合式型芯的设计使得一次注射成型可制备多个微针芯片,重复性高,可批量生产。
[0016]
优选地,所述定模组件包括定模固定板和定模板,所述定模固定板和所述定模板连接,所述定模固定板和所述定模板板体中心设置有浇口通道,所述浇口通道连接有分流道,所述分流道与所述微针芯片型腔连通。
[0017]
优选地,所述动模组件还包括托板、上顶板、下顶板、顶针、方铁和动模固定板,所述托板顶面与所述动模板连接、底面与对称设置的两个方铁连接,所述方铁的底面连接有所述动模固定板,所述动模固定板上设置有所述上顶板和所述下顶板且位于两个方铁中间,所述顶针一端安装在所述上顶板上,所述顶针另一端穿过所述托板和所述动模板,然后与所述微针芯片型腔接触。
[0018]
优选地,所述微针芯片型腔由组合式型芯的顶面、模仁台阶孔的孔壁和定模板的底面围成。
[0019]
优选地,所述微针芯片型腔的高度为h,50μm≤h≤2000μm。
[0020]
优选地,所述分流道有多条,所述分流道的条数和组合式型芯的个数相同。
[0021]
优选地,所述模仁为长方体或圆柱体。
[0022]
优选地,所述模仁设置有螺栓孔,用于模仁的拆卸,可根据生产不同的微针芯片更换相对应的模仁。
[0023]
优选地,所述定模板和所述动模板之间设置有导柱一。
[0024]
优选地,所述下模组件还包括复位机构,所述复位机构包括同轴设置于动模固定板、下顶板、上顶板和托板导向孔内的导柱二。
[0025]
优选地,所述复位机构还包括复位针,所述复位针的一端安装在所述上顶板的底面、另一端贯穿所述托板和所述动模板。
[0026]
优选地,所述模具还设置有加热系统和冷却系统,所述加热系统包括了电加热系统和液体加热系统,所述电加热系统通过加热棒对模具进行温度控制,所述液体加热系统通过将模具内道管与模温机相接,然后利用介质水或者导热油对模具进行温度控制。
[0027]
优选地,所述模具的材料为钢材,所述钢材的牌号为p20、2312、738、738h、738mhesr、838hs、2711、808esr、2083、2083h、2083esr、2316、2316h、2085、s7、2343、2343esr、2344、2344esr、2344m hh、2767、sw318h、sw718h、sw718hh、swgh13-p、swqh13-p、swph13、sp300、sp350、sp400、impax 718h、stavax s136/s136h、orvar 8407、pac5000、nak80、pat 868s、s-star/s-star-a、dha1、dh31-ex、dc53。
[0028]
优选地,所述模具可用于聚合物的注射成型,所述聚合物生物相容性较好,包括聚乳酸及其聚乳酸共聚物、聚氨酯、聚羟基丁酸酯、聚环己内酯、聚二甲基硅氧烷、聚乙烯吡咯烷酮以及天然聚合物等。
[0029]
与现有技术相比,本实用新型的有益效果:
[0030]
1、本实用新型的注射成型的模具用于制备聚合物微针芯片,在组合式新型内设置有排气槽,排气槽与微针芯片型腔连接,在成型过程中微针芯片型腔内气体可从的排气槽中排出,使得聚合物溶体能充满整个微针芯片型腔,制备得到尺寸稳定的微针芯片。
[0031]
2、本实用新型的注射成型模具可一次成型微针芯片,成型周期短,可连续化、自动化大规模生产。
附图说明
[0032]
图1是本实用新型实施例1中组合式型芯a的爆炸图;
[0033]
图2是本实用新型实施例1中组合式型芯a的俯视图;
[0034]
图3是本实用新型实施例1中组合式型芯a型芯的仰视图;
[0035]
图4是本实用新型实施例1中第一镶件的正视三维结构图;
[0036]
图5是本实用新型实施例1中第一镶件的后视三维结构图;
[0037]
图6是本实用新型实施例1中第一镶件的局部放大图;
[0038]
图7是本实用新型实施例1中第三镶件的正视三维结构图;
[0039]
图8是本实用新型实施例1中第三镶件的后视三维结构图;
[0040]
图9是本实用新型实施例2中组合式型芯b的爆炸图;
[0041]
图10是本实用新型实施例2中组合式型芯b的俯视图;
[0042]
图11是本实用新型实施例2中镶件a的三维结构图;
[0043]
图12是本实用新型实施例2中镶件a的局部放大图;
[0044]
图13是本实用新型实施例2中镶件b的三维结构图;
[0045]
图14是本实用新型实施例3中组合式型芯c的爆炸图;
[0046]
图15是本实用新型实施例3中组合式型芯c的俯视图;
[0047]
图16是本实用新型实施例3中镶件一的三维结构图;
[0048]
图17是本实用新型实施例3中镶件一的局部放大图;
[0049]
图18是本实用新型实施例3中镶件二的三维结构图;
[0050]
图19是本实用新型实施例4中注射成型模具的内部结构示意图;
[0051]
图20是本实用新型实施例4中注射成型模具的后视图;
[0052]
图21是本实用新型实施例4中注射成型模具的局部放大图。
[0053]
图标:1-定模固定板;2-定模板;3-动模板;4-托板;5-方铁;6-模仁;7-组合式型芯;8-下顶板;9-上顶板;10-动模固定板;11-顶针;12-浇口通道;13-电加热棒;14-液体管道;15-温度传感器;16-导柱一;17-导柱二;18-顶出机构;19-复位针;20-螺栓孔;
[0054]
71-组合式型芯a;711-组合式型芯a型芯;7111-组合式型芯a型芯第二凹槽;712-第一镶件;713-第二镶件;714-第三镶件;7121-第一镶件第一凹槽;7122-第一镶件第一排气槽;7123-第一镶件第二排气槽;7141-第三镶件第一凹槽;7142-第三镶件第一排气槽;7143-第三镶件第二排气槽;
[0055]
72-组合式型芯b;721-组合式型芯b型芯;7211-组合式型芯b型芯第二凹槽;722-镶件a;723-镶件b;7221-镶件a第一凹槽;7222-镶件a第一排气槽;7223-镶件a第二排气槽;7231-镶件b第一凹槽;7232-镶件b第一排气槽;7233-镶件b第二排气槽;
[0056]
73-组合式型芯c;731-组合式型芯c型芯;7311-组合式型芯c型芯第二凹槽;732-镶件一;733-镶件二;7321-镶件一第一凹槽;7322-镶件一第一排气槽;7323-镶件一第二排气槽;7331-镶件二第一凹槽;7332-镶件二第一排气槽;7333-镶件二第二排气槽。
具体实施方式
[0057]
下面结合试验例及具体实施方式对本实用新型作进一步的详细描述。但不应将此理解为本实用新型上述主题的范围仅限于以下的实施例,凡基于本实用新型内容所实现的技术均属于本实用新型的范围。
[0058]
实施例1
[0059]
如图1所示,一种组合式型芯a71,用于形成微针芯片的针体型腔,微针芯片包括针体和基底,本实施例的针体型腔为圆锥体,针体呈方形排列,针体型腔的俯视图如图2所示,针体型腔的上表面直径为300μm,针体型腔的底部是呈圆弧状,径向尺寸为50μm,针体型腔的深度为600μm,如图6所示。
[0060]
组合式型芯a71包括组合式型芯a型芯711和组合式型芯a镶件,型芯711为圆柱体,在型芯711内设置有与组合式型芯a镶件匹配的3个通孔,组合式型芯a镶件可以镶嵌在型芯711的通孔内,型芯711上表面的通孔的边缘设置有组合式型芯a型芯第二凹槽7111,型芯711的仰视图如图3所示;本实施例的组合式型芯a镶件有三个,分别是第一镶件712、第二镶件713和第三镶件714,形状为板状,厚度均为1mm,其中第一镶件712和第二镶件713结构相同,第一镶件712的正视三维图和后视三维图如图4和图5所示,在第一镶件712上表面的两个长边边缘设置有第一镶件第一凹槽7121,第一镶件第一凹槽7121的局部放大图如图6所示,第一镶件712的两个侧面均设置有凹陷的第一镶件第一排气槽7122和第一镶件第二排气槽7123,第一镶件第一排气槽7122是方形的,深度为20μm,第一镶件第二排气槽7123的深度为100μm。第三镶件714的正视三维图和后视三维图如图7和图8所示,在第三镶件714的上表面一个长边边缘设置有第三镶件第一凹槽7141,第一镶件712、第二镶件713和第三镶件
714上表面的第一凹槽和组合式型芯a型芯第二凹槽7111配合即形成针体型腔,镶件714的两个侧面均设置有凹陷的第三镶件第一排气槽7142和第三镶件第二排气槽7143,第三镶件第一排气槽7142是方形的,深度为20μm,第三镶件第二排气槽7143的深度为100μm。
[0061]
实施例2
[0062]
如图9所示,一种组合式型芯b72,用于形成微针芯片的针体型腔,本实施例的针体型腔为圆柱体,针体呈圆环形排列,针体型腔的俯视图如图10所示,针体型腔的直径为100μm,针体型腔的深度为300μm。
[0063]
组合式型芯b72包括了组合式型芯b型芯721和组合式型芯b镶件,型芯721为圆柱体,在型芯721内设置有与组合式型芯b镶件匹配的圆形通孔,组合式型芯b镶件可以镶嵌在型芯721的通孔内,型芯721上表面的圆形通孔的边缘设置有组合式型芯b型芯第二凹槽7211,本实施例的组合式型芯b镶件有两个,分别是镶件a722和镶件b723,镶件a722的三维结构图如图11所示,为圆柱体,在圆柱体中心有可镶嵌镶件b723的圆形通孔,镶件a722的上表面的内边缘和外边缘均设置有镶件a第一凹槽7221,镶件a第一凹槽7221的局部放大图如图12所示,镶件a722的外侧面设置有凹陷的镶件a第一排气槽7222和镶件a第二排气槽7223,镶件a第一排气槽7222的深度为30μm,镶件a第二排气槽的深度为150μm。镶件b723的三维结构图如图13所示,为圆柱体,镶件b723的上表面边缘设置有镶件b第一凹槽7231,镶件a第一凹槽7221、镶件b第一凹槽7231和组合式型芯b型芯第二凹槽7211配合即形成针体型腔,镶件b723的侧面设置有镶件b第一排气槽7232和镶件b第二排气槽7233,镶件b第一排气槽7232的深度为30μm,镶件b第二排气槽7232的深度为150μm。
[0064]
实施例3
[0065]
如图14所示,一种组合式型芯c73,用于形成微针芯片的针体型腔,本实施例的针体型腔为圆锥体,针体呈圆环形排列,针体型腔的俯视图如图15所示,针体型腔的上表面直径为200μm,针体型腔的底部的径向尺寸为50μm,针体型腔的深度为900μm。
[0066]
组合式型芯c73包括了组合式型芯c型芯731和组合式型芯c镶件,型芯731为圆柱体,在型芯731内设置有与组合式型芯c镶件匹配的圆形通孔,镶件可以镶嵌在型芯731的通孔内,型芯731上表面的圆形通孔的边缘设置有组合式型芯c型芯第二凹槽7311,本实施例的组合式型芯c镶件有两个,分别是镶件一732和镶件二733,镶件一732的三维结构图如图16所示,为圆柱体,在圆柱体中心有可镶嵌镶件二733的圆形通孔,镶件一732的上表面的内边缘和外边缘均设置有镶件一第一凹槽7321,镶件一第一凹槽7321的局部放大图如图17所示,镶件一732的外侧面设置有凹陷的镶件一第一排气槽7322和镶件一第二排气槽7323,镶件一第一排气槽7322的深度为30μm,镶件一第二排气槽的深度为150μm。镶件二733的三维结构图如图18所示,镶件二733的上表面边缘设置有镶件二第一凹槽7231,镶件一第一凹槽7321、镶件二第一凹槽7331和组合式型芯b型芯第二凹槽7311配合即形成针体型腔,镶件二733的侧面设置有凹陷的镶件二第一排气槽7332和镶件二第二排气槽7333,镶件二第一排气槽7332的深度为30μm,镶件二第二排气槽7332的深度为150μm。
[0067]
实施例4
[0068]
如图19所示,一种微针芯片的注射成型模具,包括定模组件、动模组件以及定模组件和动模组件之间的微针芯片型腔,定模组件包括定模固定板1和定模板2,定模固定板1和定模板2通过4个螺栓连接固定,在定模固定板1与定模板2板体中心设置有浇口通道12,浇
口通道12连接有分流道,分流道与所述微针芯片型腔连通。
[0069]
动模组件包括动模板3、托板4、上顶板9、下顶板8、顶针11、方铁5和动模固定板10,动模板3和定模板2之间设置有导柱一16,动模板3的中心设置有长方形通孔,通孔内设有模仁6,模仁6上设置有2个的台阶孔,台阶孔内分别镶嵌了组合式型芯7,本实施例的组合式型芯7采用的是实施例1中的组合式型芯a71,形成了两个微针芯片型腔,有2条分流道分别与微针芯片型腔连通;模仁6通过4个拉拔螺丝与托板4连接;动模板3、托板4、方铁5和动模固定板10之间通过4个螺栓连接,方铁5有两个,每个方铁5与动模固定板10之间还有2个螺栓连接;动模固定板10上设置有上顶板9和下顶板8且位于两个方铁5中间,上顶板9和下顶板8板体的四个角有螺栓连接,顶针11一端安装在上顶板9上、另一端穿过托板4和动模板3与微针芯片型腔接触。动模固定板10、下顶板8、上顶板9和托板4设置有同轴设置有导向孔,导向孔内安装有导柱二17,在导柱二17中有加牙,用于把导柱从模具中拉出来,方便拆卸;此外,动模固定板10和下顶板8上还设置有顶出机构18,顶出机构18和顶针11配合,将成型后的微针芯片顶出型腔;下顶板8的顶面和定模板2的底面之间设置有复位针19,复位针19的一端安装在上顶板9的底面、另一端贯穿托板4和动模板3,用于保持下顶板9板活动顺滑,并保证顶针11能回复原位。
[0070]
定模板2和动模板3的板体上设有电加热棒13,电加热棒用于板体的加热,形成电加热系统,定模板2和托板4的板体上设有液体管道14,液体管道14与外界连通;在注射成型前,液体管道14可以与模温机相接,通过热的介质水或导热油对模具加热,形成液体加热系统,本实施例的注射成型模具通过电加热系统和液体加热系统的双加热系统对模具进行温度控制,可以保证模具温度的稳定性。同时,定模板2和动模板3板体上分别设置有一个温度传感器15,用于监控板体的温度,如图20所示。此外,当注射成型完成后,液体管道14可以接冷却水或者冷却液,形成冷却系统,用于浇注后模具和微针芯片的冷却。
[0071]
在模仁6的四个角设置有螺栓孔20,用于模仁6的拆卸。当要更换模仁时,将模仁与定模板之间的拉拔螺丝拆卸,将螺栓放入螺栓孔20内,将模仁6顶出动模板4的长方形通孔,即可实现模仁6的更换。
[0072]
微针芯片型腔由组合式型芯7的上表面、模仁6台阶孔的孔壁和定模板2的底面围成,微针芯片型腔的高度为h,h为500μm,图21为微针芯片型腔的局部放大图;在注射成型的过程中,电动注塑机(型号为wittmann battenfeld 公司micropower 5)与模具的浇口通道对接,电动注塑机将熔融后的聚合物注入分流道,进而注入微针芯片型腔中,在压力下聚合物溶体占据型腔,迫使型腔内的气体需要排出,这样微针型腔内部气体可以从与型腔连接的排气槽排出,如图21中虚线的箭头所示的路径进行排气。
[0073]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips