
 商标分类
商标分类  商标转让
商标转让 
塑料托盘模具伺服电机驱动外滑动抽芯机构的制作方法
 2021-02-24 01:02:12|
2021-02-24 01:02:12| 318|
318| 起点商标网
起点商标网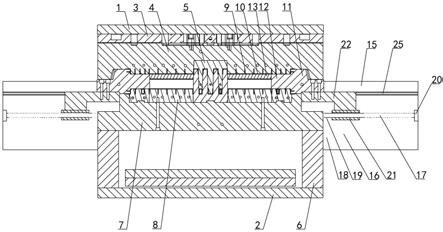
[0001]
本实用新型涉及一种塑料托盘模具伺服电机驱动外滑动抽芯机构,属于注塑模具领域。
背景技术:
[0002]
采用注塑模具生产塑料产品,例如塑料托盘等,产品产品结构和外形分析,为了增强托盘的强度,在托盘中安装钢管,在安装钢管前,需要在托盘中设置钢管孔,因此,在设计托盘的注塑模具时,需要设计相应的钢管孔抽芯结构。传统的钢管孔抽芯结构采用油缸带动外滑块抽芯的方式,在实际生产中,由于托盘的体积大,钢管孔的抽芯行程长,再加上油缸本身的长度,导致该抽芯结构的长度很长,其长度起码伸出注塑机半米以上,很容易碰到过往的操作人员,存在安全隐患。特别是四面都加钢管的托盘,需要四个方向都抽芯,中小型注塑机根本无法安装,需要大型注塑机才能生产,增加了设备投资。并且油缸抽芯精度差,复位时,外滑块和钢管孔抽芯杆与模具的其它部件容易发生撞击,导致模具受损,影响使用寿命和生产效率。
技术实现要素:
[0003]
本实用新型的目的是为了克服已有技术的缺点,提供一种采用伺服电机驱动,既缩短抽芯行程,又提高复位精度,避免撞击,降低设备投资成本,提高生产效率的塑料托盘模具伺服电机驱动外滑动抽芯机构。
[0004]
本实用新型塑料托盘模具伺服电机驱动外滑动抽芯机构的技术方案是:包括模具定模复板和动模复板,定模复板下安装热流道板,热流道板下安装定模板,定模板中安装定模镶块,动模复板上安装模脚,模脚上安装动模板,动模板上设置动模镶块,其特征在于所述的动模板与定模板之间设置外滑块,外滑块上设置叉车孔镶块,动模板和动模镶块与定模板和定模镶块及叉车孔镶块之间形成模腔,模腔中有注塑成型的托盘,托盘中制有钢管孔,所述叉车孔镶块上连接钢管孔芯杆,钢管孔芯杆与钢管孔相配合,所述外滑块由外滑抽芯机构带动外滑,所述的外滑抽芯机构包括在动模板的外壁设置外抽支架,外抽支架上并排设置伺服电机和转动螺杆,伺服电机的输出轴上安装主动齿轮,转动螺杆的一头安装被动齿轮,主动齿轮与被动齿轮相啮合,转动螺杆的另一头连接在轴承座上,转动螺杆上设置螺套,螺套上连接7字块,7字块连接外滑块。
[0005]
本实用新型的塑料托盘模具伺服电机驱动外滑动抽芯机构,当塑料托盘注塑成型后,由注塑机动力带动动模板与定模板开模,外滑块留在动模板上,在开模过程中,即在外滑块与定模板分离后,外滑抽芯机构工作,伺服电机通过主动齿轮带动被动齿轮,被动齿轮带动转动螺杆转动,转动螺杆转动后,使螺套沿转动螺杆上的螺纹平移,通过7字块带动外滑块外滑,从而带动钢管孔芯杆抽芯。本方案采用伺服电机驱动,抽芯的精度高,特别是在外滑块和钢管抽芯杆复位时,有效避免滑块和芯杆与其它模具部件发生碰撞,延长模具使用寿命和减少维修次数。同时,将伺服电机和转动螺杆并排设置,可以节省装配空间,缩短
模具的整体长度和宽度,使模具适合中型注塑机加工,降低设备投资成本。
[0006]
本实用新型的塑料托盘模具伺服电机驱动外滑动抽芯机构,所述的外滑块分别设置在动模板与定模板的前、后、左、右四个方位,每个方位的外滑块连接两组外滑抽芯机构,由两组外滑抽芯机构同时带动外滑块抽芯,抽芯更顺利。所述的外抽支架上设置滑条,外滑块外滑时滑动在滑条上,使外滑块滑动更平稳。
附图说明
[0007]
图1是本实用新型塑料托盘模具伺服电机驱动外滑动抽芯机构结构示意图;
[0008]
图2是本实用新型塑料托盘模具伺服电机驱动外滑动抽芯机构俯视示意图。
具体实施方式
[0009]
本实用新型涉及一种塑料托盘模具伺服电机驱动外滑动抽芯机构,如图1、图2所示,包括模具定模复板1和动模复板2,定模复板下安装热流道板3,热流道板下安装定模板4,定模板中安装定模镶块5,动模复板上安装模脚6,模脚上安装动模板7,动模板上设置动模镶块8,所述的动模板7与定模板4之间设置外滑块11,外滑块上设置叉车孔镶块12,动模板7和动模镶块8与定模板4和定模镶块5及叉车孔镶块12之间形成模腔,模腔中有注塑成型的托盘9,托盘9中制有钢管孔10,所述叉车孔镶块12上连接钢管孔芯杆13,钢管孔芯杆13与钢管孔10相配合,所述外滑块11由外滑抽芯机构带动外滑,所述的外滑抽芯机构包括在动模板7的外壁设置外抽支架15,外抽支架15上并排设置伺服电机16和转动螺杆17,伺服电机16的输出轴上安装主动齿轮18,转动螺杆17的一头安装被动齿轮19,主动齿轮18与被动齿轮19相啮合,转动螺杆的另一头连接在轴承座20上,转动螺杆17上设置螺套21,螺套21上连接7字块22,7字块22连接外滑块11。当塑料托盘注塑成型后,由注塑机动力带动动模板7与定模板4开模,外滑块11留在动模板7上,在开模过程中,即在外滑块11与定模板4分离后,外滑抽芯机构工作,伺服电机16通过主动齿轮18带动被动齿轮19,被动齿轮19带动转动螺杆17转动,转动螺杆17转动后,使螺套21沿转动螺杆17上的螺纹平移,通过7字块22带动外滑块11外滑,从而带动钢管孔芯杆13抽芯。本方案采用伺服电机驱动,抽芯的精度高,特别是在外滑块和钢管抽芯杆复位时,有效避免滑块和芯杆与其它模具部件发生碰撞,延长模具使用寿命和减少维修次数。同时,将伺服电机和转动螺杆并排设置,可以节省装配空间,缩短模具的整体长度和宽度,使模具适合中型注塑机加工,降低设备投资成本。所述的外滑块11分别设置在动模板7与定模板4的前、后、左、右四个方位,每个方位的外滑块11连接两组外滑抽芯机构,由两组外滑抽芯机构同时带动外滑块抽芯,抽芯更顺利。所述的外抽支架15上设置滑条25,外滑块11外滑时滑动在滑条25上,使外滑块滑动更平稳。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips