
 商标分类
商标分类  商标转让
商标转让 
用于通过吹塑成型制造容器的装置的制作方法
 2021-02-24 00:02:51|
2021-02-24 00:02:51| 507|
507| 起点商标网
起点商标网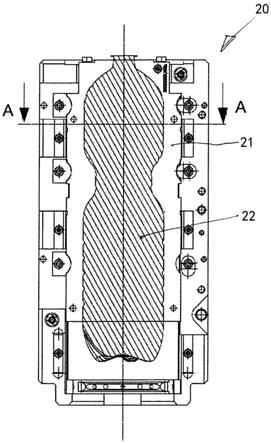
[0001]
本发明涉及一种用于通过吹塑成型制造容器的装置,其具有至少一个能调温的并且由模具接收部保持的吹塑模具。所述装置称为吹塑站,所述吹塑站装入吹塑机中,例如多个吹塑站装在旋转的吹塑轮上。
背景技术:
[0002]
由可吹塑成型的材料、特别是塑料或pet构成的容器、优选地瓶子由预制坯件在特定的吹塑模具中制造。吹塑模具保持在吹塑站内部的模具接收部中,参见例如de 10 2011 116 192 a1。模具接收部也称为模具承载件或外壳并且优选地沿着竖直的平面分成两个半部,所述两个半部为了接收吹塑模具而分离运动。吹塑模具也称为吹塑模具插件或内壳并且优选地三件式地构造、即具有两个模具插件和一个底部插件。这两个模具插件也称为模具壳或半模具并且在内部具有例如瓶子半部(无底部)的负压力。在吹塑成型时,吹塑模具插件必须承受在吹塑成型时产生的内压力,而不是增大该内压力。也就是说,吹塑模具插件必须通过模具接收部保持在一起。也不允许吹塑模具插件变形。相应地,吹塑模具插件的外表面贴靠尽可能全面地在模具接收部的内壁上。吹塑模具插件优选地由铝构成,对于特定的应用也由不锈钢构成。
[0003]
为了在吹塑成型时准确地控制温度已知的是,模具接收部被调温,例如参见ep 2 556 944 a2和ep 2 422 956 a2。由此,吹塑模具插件可以在其温度方面被控制。这结合所谓的relax方法或hotfill方法是特别重要的。在此,热的液体被填充到pet瓶子中。为此,容器应该在吹塑成型之后在确定的时间内被保持在较高的温度,由此可以进行补偿过程并且在热填充时使容器不变形。在此公知的是,半模具和底部模具被不同地调温,例如仅仅将半模具加热到较高的温度并且将底部模具冷却。
技术实现要素:
[0004]
本发明的任务在于,提出一种具有新型的用于对吹塑模具调温的加热装置的装置。
[0005]
为了解决该任务,该装置具有权利要求1的特征。依此设置感应作用的加热装置,作为电加热的特定方式。在此,根据本发明能够间接地感应加热吹塑模具。感应加热装置的基本原理是已知的并且例如应用在感应烹饪领域中。如果加热装置是模具接收部的部分,所述加热装置在模具接收部的构件中产生热量并且将热量从那里传输到吹塑模具,则特别是存在间接的加热。感应器通过高频磁场作用于与感应器隔开间距的适配体,所述适配体变热并且又加热吹塑模具,而不直接与贴靠到吹塑模具上的容器接触。如果直接在吹塑模具中产生热量,则存在与此不同的对吹塑模具直接的加热。根据本发明,例如仅仅底部模具可以配备有感应作用的加热装置,仅仅半模具配备有感应作用的加热装置,或者不仅底部模具而且半模具配备有感应作用的加热装置。
[0006]
本发明的一个优点在于,在现有技术中半模具的加热通常通过加热循环系统、例
如通过热水的循环系统实现。已知的是,也使用另外的加热液体、例如油。底部模具还通常通过与冷却液体、例如冷却水的冷却循环系统连接。通过本发明能够例如感应加热半模具并且仅仅还保留用于底部模具的冷却循环系统,而可以取消第二循环系统、即加热液体的第二循环系统。根据本发明由此是一种具有用于半模具的感应作用的加热装置和用于底部模具的冷却液循环系统的装置。
[0007]
根据本发明的一个另外的构思,模具接收部可以具有至少一个感应器。感应器是感应加热装置的核心部件、即用于产生特别是高频磁场的线圈,通过所述高频磁场在导电体中感应出电流。原则上,多个感应器也可以并排地、重叠地和/或前后相继地设置。以所述方式可以根据感应器的控制对不同的区域不同地调温。由此也可以实现在吹塑模具内部优先加热,也就是说,有针对性地产生在吹塑模具的周向方向上和/或在吹塑模具的纵向方向上的温度曲线。当多个感应器以(具有不仅在模具接收部的周向方向上而且在模具接收部的纵向方向上的多个感应器的)矩阵布置的方式布置并且例如适当地例如以分组的方式被施加电流时,则这能特别好地实现。
[0008]
根据本发明的一个另外的构思,感应器、优选地所述多个感应器中的每个感应器可以具有至少一个线圈,所述线圈具有垂直于模具接收部的内壁的线圈轴线。相应于吹塑模具的外轮廓使模具接收部的内壁弯曲。线圈轴线则优选地垂直于弯曲部上的切线延伸。由此形成相对于吹塑模具轮廓均匀的磁场。因此能够均匀地产生并且释放热量。
[0009]
根据本发明的一个另外的构思,模具接收部的内壁可以为了接收感应器而设置有凹进部、优选地分别对于所述感应器中的每个感应器设置一个凹进部。感应器从内部优选地配合精确地置入到凹进部中。附加地可以设置凹进部用于在相邻的感应器之间布线。
[0010]
根据本发明的一个另外的构思,模具接收部和/或吹塑模具可以设置有至少一个适配体,所述适配体能够通过感应器感应加热,其中,优选地设置多个适配体,所述多个适配体优选地类似于感应器的前述布置同样以矩阵布置的方式设置。适配体是或者包含导电体,通过感应器的高频磁场感应出的电流流入所述导电体中。在适配体中直接产生通过感应产生的热量。热量从适配体被传输到吹塑模具。相应地,吹塑模具通过适配体间接地感应加热。
[0011]
根据本发明的一个另外的构思,适配体、优选地所述多个适配体中的每个适配体可以构成模具接收部的内壁的部分。模具接收部的内壁的轮廓此外通过适配体的轮廓根据吹塑模具的外壁的轮廓实现。替换地,适配体、优选地所述多个适配体中的每个适配体可以是吹塑模具的外壁的部分。
[0012]
根据本发明的一个另外的构思,适配体、优选地所述多个适配体中的每个适配体可以完全地、主要地或者部分地由铁磁材料构成。由此特别好地加热适配体。
[0013]
根据本发明的一个另外的构思,模具接收部可以在其内壁上具有至少一个适配层,所述适配层能够被感应加热。然而适配层也可以在吹塑模具的外壁上延伸。吹塑模具的内壁保持在此被间接地感应加热。
[0014]
这个感应器或多个感应器的构型和布置优选地与这个适配体或多个适配体的形状和布置相匹配。如果多个适配体并排地、重叠地和/或前后相继地设置、特别是以矩阵布置的方式设置,则感应器也应该以对应的方式布置并且成型。这有利于例如有针对性地产生在吹塑模具的周向方向上和/或在吹塑模具的纵向方向上的温度曲线,其方式是,感应器
以适合的方式例如以分组的方式被施加电流,以便达到期望的不同的加热功率用于产生温度曲线。
[0015]
根据本发明的一个另外的构思,适配层可以完全地、主要地或者部分地由铁磁材料构成。有利地,所述适配层是铁磁板。
[0016]
根据本发明的一个另外的构思,模具接收部可以在其内壁上具有至少一个隔热区域、优选地隔热层。在使用适配层的情况中,隔热区域还位于适配层下方,也就是说,在适配层和模具接收部的内壁之间。在布置多个分布的适配体的情况中,隔热区域优选地位于相邻的适配体之间。目的是相应地使模具接收部相对于吹塑模具隔热。被加热的吹塑模具应不将热量传输回到模具接收部。隔热区域可以优选地由一个或多个层构成并且也包含空腔或空气层。因此,可以例如在感应器和对应的适配体之间布置隔热体或例如保留空隙或者两者都实现。例如构造为面状的裁切料的隔热层优选地布置在相邻的感应器之间,并且设置有感应器的区域露出地构造。
[0017]
根据本发明的一个另外的构思,模具接收部和/或吹塑模具可以完全地、主要地或者部分地由非铁磁材料构成,特别是由铝构成。优选地,例外的是适配体和/或适配层。
[0018]
本发明的主题也是一种用于通过吹塑成型制造容器的方法,其特别是结合以加热的或热的液体填充容器的方法、优选地relax方法或hotfill方法,其中,所述容器由预制坯件在吹塑模具中制造,其中,吹塑模具在容器成型之前、期间和/或之后被调温。根据本发明设置,吹塑模具间接地被感应加热。间接地在这种情况中是指,用于吹塑模具的模具接收部被感应加热并且将热量释放到吹塑模具。感应器通过高频磁场作用于与感应器隔开间距的适配体,所述适配体变热并且又加热吹塑模具,而不直接于贴靠在吹塑模具上的容器接触。
附图说明
[0019]
本发明的另外的特征由说明书此外并且由权利要求得出。下面根据附图详细说明本发明的有利的实施例。附图中:
[0020]
图1示出具有模具插件和容器(pet瓶子)的、模具接收部的半部的竖直的内视图,
[0021]
图2示出根据图1的、然而没有模具插件和容器的模具接收部半部,
[0022]
图3示出沿着直线a-a剖割图1中的视图的截面图,
[0023]
图4示出了出自图3的细部b,
[0024]
图5示出相应于图2的、然而在旋转90
°
的视角中的模具接收部半部(侧视图),
[0025]
图6示出沿着直线c-c剖割根据图5的视图的截面图,
[0026]
图7示出了出自图6的细部e,
[0027]
图8示出沿着直线d-d剖割根据图5的视图的截面图,
[0028]
图9示出出自图8的细部f,
[0029]
图10示出沿着直线g-g剖割图8中的视图的截面图,
[0030]
图11示出一个另外的实施例的分解图。
[0031]
在不限制通用性的情况下,这些实施例涉及半模具,其中,本发明以相同的方式也涉及底部插件及其底部模具承载件。
具体实施方式
[0032]
在图1中可以看到作为未详细示出的模具接收部的部分的模具接收部半部20的内视图,所述模具接收部半部具有作为吹塑模具的部分的模具插件21和接收在模具插件中的容器、即瓶子22,所述瓶子由pet构成的预制坯件制成。
[0033]
在图2中示出相同的模具插件半部20,然而其没有模具插件21和瓶子22。可以看到设置在模具接收部半部20的凹形地弯曲的内壁23中的凹进部24,所述凹进部相应地具有置入其中的作为感应加热装置的部分的感应器25。
[0034]
在所述实施方式中,总共11个感应器25置入到内壁23中。目的是尽可能均匀地产生热量并且在同时优化为此所需的布线的情况下分布。因此也可以是其他数量的感应器。同时通过有针对性地控制感应器25可以不同地加热不同的区域,例如以便实现所谓的优先加热,也就是说,产生在半模具的周向和/或纵向方向上的期望的温度曲线。
[0035]
部分地在相邻的感应器25之间将作为直线地延伸的凹进部的线缆通道26嵌入到内壁23中。
[0036]
在图3和4中能够看到感应器25的第一实施方式。所述感应器具有线圈27,所述线圈置入线圈盖28中。线圈盖28是纯铁体并且除了底部29、环绕的外壁30以外也具有空心的核31。以所述方式在外壁30和核31之间形成朝向模具插件21敞开的用于线圈27的接收部。
[0037]
优选地,感应器25被以填料51注入并且由此不可到达。为此,感应器25在底部29上具有特别是环绕的凸缘52,而凸缘52外部的空间以填料51填充。此外,凹进部24在填料51的区域中具有环绕的槽53或另外的径向地定向的凹进部用于接收填料51的一部分,从而产生形状配合以抵抗感应器25的轴向运动。
[0038]
外壁30和核31在感应器25的所述第一实施方式中与内壁23的弯曲部相匹配。在这种情况中,适配层32作为内壁23的组成部分设置为闭合的和可见的层。所述适配层由铁磁材料构成。一旦将高频电压施加给线圈27,就在适配层32中感应出电流。
[0039]
在感应器25和适配层32之间存在未详细示出的优选地大致0.5mm的空隙。在感应器25附近在适配层32和模具接收部半部20之间此外设置未详细示出的隔热层或隔热区域。
[0040]
模具插件21为了尽可能好的热量传输而全面地贴靠在适配层32上并且本身优选地由非铁磁材料构成,例如由铝或铝合金构成,同样如同模具接收部半部20那样。铝由于低的电阻而不利于或者甚至不适合作为用于适配体或适配层的材料。
[0041]
因为适配层32在模具接收部半部20的几乎全部的内壁23上延伸,实现非常好的热量分布和至模具插件21的热量传输。
[0042]
图5,6,7示出第二实施方式、即呈另外的构造方式的感应器33。在此,线圈(未示出)也设置在线圈盖34中。核35和外壁36在此未与模具插件21的外轮廓匹配。确切地说,感应器33具有在图7中可见的、矩形的横截面图。
[0043]
为了与模具插件21的外轮廓相匹配并且为了产生热量而设置适配体37,所述适配体在凹进部24中安置在感应器33上并且在那里特别是被浇注。在此,在感应器33和适配体37之间又设置优选地大约0.5mm的空隙38。
[0044]
适配体37具有与感应器33相同的外直径。适配体37的与空隙38对置的弯曲的壁39贴靠在模具插件21的外轮廓上,从而确保好的热量传输。
[0045]
在所述第二实施方式中,感应器33以销栓40固定在凹进部24中心。销栓头41在此
安置在核35中。
[0046]
在所述第二实施方式中,在凹进部24外部的模具插件21在内侧设置有隔热区域或隔热层42,所述隔热区域或隔热层可以贴靠在模具插件21的外轮廓上。由此,明显地减小加热的模具插件21回到模具接收部半部20的热量传输。
[0047]
根据图8至10描述感应器43的第三实施方式。所述感应器如同第二实施方式的感应器33那样具有带有矩形的横截面图的线圈盖44。适配体45也类似于适配体37地设置。然而适配体45在此通过止动环46保持,所述止动环一方面贴靠在适配体45的朝向线圈盖44的环绕的凸缘47上并且另一方面保持在凹进部24的环绕的槽48中。在适配体45和线圈盖44之间又设置优选地0.5mm的空隙49。此外,弹簧环50在空隙49的区域中布置在适配体45和线圈盖44之间。弹簧环50在轴向方向上弹性地将适配体45压到模具插件21上并且优选地是弹簧体。止动环46限制适配体45的可能的轴向的冲程。在不施加模具插件21的情况下,适配体45通过弹簧环50的压力略微地从凹进部24突出或者突出于内壁23。
[0048]
在图10中可以看到,第二实施方式的感应器33与第三实施方式的感应器43重叠。这两个实施方式的优点在于使用相对简单的感应器,所述感应器能够以大量的件数成本低廉地被提供。与在此设置的特别的使用目的的适配通过特定地构造和布置适配体37,45来实现。
[0049]
如同与前述实施例相关地示出的那样,适配体37,45和适配层32分别配置给模具接收部或模具接收部半部20。适配层32在模具接收部半部20上的布置具有的优点是,后者所述的适配层在所述模具接收部半部的内壁23的区域中闭合。替换地,在模具插件21的未示出的实施例中在所述模具插件的朝向模具承载件的一侧上具有适配体或适配层,通过感应器25,33,43在所述适配体或适配层中产生电流。所述实施方案的优点在于,可靠地贴靠在模具插件上并且由此实现更快速地并且直接加热模具插件21。模具插件21例如由铝构成并且在其外侧上、即在朝向模具承载件的一侧上具有由钢板构成的类似于适配层32的适配层。重要的是感应器和适配层之间足够的并且准确限定的空隙或者通过隔离材料调节的间距。
[0050]
图11以分解图示出一个另外的实施例。如同也已经对于前述实施例描述的那样将感应器25置入模具接收部半部20的内壁23中。由所述感应器25施加磁场的适配体在示出的实例中作为按照模具接收部半部20的内壁23的轮廓弯曲的适配板55示出,所述适配板与模具接收部半部20隔热地实施,即其方式是,隔热体裁切料56布置在所述适配板和模具接收部半部之间。适配板55与布置在所述适配板和模具接收部半部之间的隔热体裁切料56一起能够例如借助螺栓固定到模具接收部半部20上。未示出模具插件21,所述模具插件与适配板55连接并且热接触地贴靠在所述适配板55上。隔热体裁切料56同样按照模具接收部半部20的内壁23的轮廓弯曲地成型,所述隔热体裁切料具有缺口58,以便可以在装配状态中不遮盖感应器25。如果例如由感应器25产生的高频磁场尽可能不减弱地通过隔热材料,与例如在前述实施例中设置在感应器和适配体之间的空隙类似或者相同地,则也可以使用无所述缺口58的隔热体裁切料56。在目前所述的实施例中,空隙也可以通过适合的材料构成的隔离体替代。图11中所示的实施例具有显著的装配优点,因为不仅适配板55而且隔热体裁切料56能够快速地装配。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips