
 商标分类
商标分类  商标转让
商标转让 
一种口罩耳带焊接机的制作方法
 2021-02-24 00:02:01|
2021-02-24 00:02:01| 277|
277| 起点商标网
起点商标网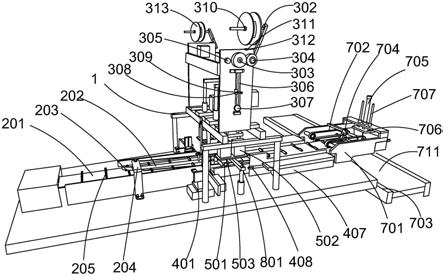
[0001]
本实用新型涉及口罩生产制造机械技术领域,特别涉及一种口罩耳带焊接机。
背景技术:
[0002]
随着今年疫情的发生,大家需要进行自我防护,出行佩戴口罩来隔离外界的病毒。现在人们需要出门采购物品或上班,几乎人人需要口罩,用来抵抗外界的病毒,增大了口罩的需求量,导致口罩供不应求的产品。
[0003]
口罩一般都是采用耳带挂扣在人体的耳朵上,以使口罩本体能够贴合在口鼻部。因此,在口罩的生产过程中,其中一个步骤就是将耳带折弯成半圆状,再将耳带的两端焊接在口罩本体上。但是,在现有技术中,口罩耳带的制造是通过人工先剪切出一小段耳带,然后手持耳带的两端将耳带通过焊接器焊接在口罩本体,再由操作员翻转口罩头,再进行另一边的焊接,由此可见,现有的人为操作的方式,生产效率非常低,因此无法满足企业实际的生产需求,尤其在现有口罩供应紧张的情况下,该生产方式的效率不能够适用于当下市场急迫的需求。
[0004]
为了增加口罩的供应量,本实用新型由此产生。
技术实现要素:
[0005]
因此,针对上述的问题,本实用新型提供了一种口罩耳带焊接机,设计该焊接机的目的是实现自动化对口罩焊接耳线,提升生产效率及生产质量。
[0006]
为解决上述技术问题,本实用新型采取的解决方案为: 一种口罩耳带焊接机,包括机架,其中,依流水线依次设于机架上的用于输入口罩本体的输入装置、设于机架两侧用于牵引耳带绳的耳带绳牵引装置、将耳带绳导入输入装置两侧的耳带绳拉线定位装置、设于各耳带绳拉线定位装置一侧的将耳带绳折弯成u 形并导入到口罩本体端部的耳带绳翻转装置、设于机架上将u形耳带绳焊接于口罩本体上的焊接装置、将焊接有耳带的口罩输出的输出装置,所述机架上设有控制各耳带绳翻转装置上下升降的第一升降装置,所述两耳带绳翻转装置分别设于第一升降装置的两侧,所述第一升降装置的下方两侧还设有用于定位口罩本体两端部的定位压合装置。
[0007]
进一步改进的是:所述第一升降装置包括设于机架上所述输入装置上方的升降架、设于机架上驱动升降架上下升降的驱动装置,所述两耳带绳翻转装置分别设于升降架两侧,所述各定位压合装置分别设于所述升降架上位于所述耳带绳翻转装置的内侧。
[0008]
进一步改进的是:各所述定位压合装置为设于升降架一侧的用于定位口罩本体两端部的定位压条。
[0009]
进一步改进的是:各所述焊接装置包括设于输入装置下方一侧的超声波主机,所述机架上位于超声波主机上方设有超声波焊枪,所述超声波焊枪可上下升降的设于机架上以实现将折弯定位在口罩本体一侧的耳带绳焊接在口罩本体上。
[0010]
进一步改进的是:所述输入装置包括绕设于机架的输送链条或输送带、连续设于
输送链条或输送带上方的口罩本体定位盒,所述口罩本体定位盒上方设有防止口罩本体上行的限位板。
[0011]
进一步改进的是:所述限位板下方两侧设有将输送过来的口罩本体整平的吹气装置。
[0012]
进一步改进的是:所述机架前后两端一侧间隔设有限位板调节架,所述限位板调节架向口罩本体定位盒方向延伸,所述限位板通过螺栓可上下调节的锁设于各限位板调节架上,所述口罩本体定位盒开设有用于避让限位板的避让槽。
[0013]
进一步改进的是:各所述耳带绳翻转装置包括间隔设于第一升降装置侧方两侧的夹抓、驱动各夹抓翻转的翻转电机或翻转气缸。
[0014]
进一步改进的是:各所述耳带绳牵引装置包括设于机架一侧的牵引板、可翻转的设于牵引板上方的用于定位耳带盘的引入架,所述牵引板上位于所述引入架的下方设有用于牵引耳带绳的主动导向轮,分别设于牵引板上主动导向轮两侧的输入轮与输出轮,所述牵引板位于主动导向轮的下方设有u型滑动架,所述u型滑动架上设有牵引限位轮。
[0015]
进一步改进的是:所述牵引限位轮可滑动设于u型滑动架上,所述u型滑动架上位于牵引限位轮上方设有限制牵引限位轮向上滑移的限位杆,所述限位杆上设有拉线到位传感器。
[0016]
进一步改进的是:所述主动导向轮为胶轮,所述引入架一侧设有用于防止耳带盘滑出的限位环,所述限位环为胶轮。
[0017]
进一步改进的是:所述牵引板上方还设有耳带绳端部引入架,所述耳带绳端部引入架上开设有牵引孔。
[0018]
进一步改进的是:所述耳带绳拉线定位装置包括设于机架上输入装置两侧的导入座,各所述导入座上开设有耳带绳导入孔,各所述导入座位于耳带绳导入孔下方设有将耳带绳转向为与输入方向平行的转向轮,各所述导入座上位于转向轮后方设有夹持装置,所述机架上位于各夹持装置正后方还设有将耳带绳拉出的伸缩夹持装置,所述伸缩夹持装置与夹持装置之间设有将耳带绳剪断的剪断装置。
[0019]
进一步改进的是:所述夹持装置包括设于导入座上的下夹板,所述下夹板上方与转向轮外周面平行,所述导入座位于下夹板上方可升降的设有上夹板,所述导入座上位于上夹板上方设有上夹板驱动装置。
[0020]
进一步改进的是:所述剪断装置包括剪刀、驱动剪刀作剪切动作的旋转气缸。
[0021]
进一步改进的是:所述伸缩夹持装置包括设于机架上的伸缩气缸或伸缩电机,所述伸缩气缸或伸缩电机的活塞杆上设有拉绳夹抓。
[0022]
进一步改进的是:所述输出装置包括设于机架后方的输出架,所述输出架上可转动的设有输送带,所述输出架的下方设有与输出架垂直的转向输出架,所述输送带上设有计数装置,所述输出架上位于转向输出架上方设有防止口罩本体飞出的升降定位装置。
[0023]
进一步改进的是:所述升降定位装置包括设于输出架后方的升降杆、设于升降杆输出端的升降板、设于输出架上位于升降杆两侧的导向杆,所述导向杆与所述升降板连接。
[0024]
进一步改进的是:还包括plc控制系统,所述输入装置、耳带绳牵引装置、耳带绳拉线定位装置、耳带绳翻转装置、焊接装置、输出装置,第一升降装置均与所述plc控制系统电连接。
[0025]
通过采用前述技术方案,本实用新型的有益效果是:使用本实用新型具有以下优点:
[0026]
1、本实用新型中口罩本体在输入装置的作用下被输送至焊接位,同时通过耳带绳牵引装置、耳带绳拉线定位装置和耳带绳翻转装置配合将耳带上料至焊接工位处,焊接装置采用超声波焊接方式,当超声波焊接枪下压将耳带绳两端头紧贴于口罩本体上时,超声波主机启动,完成焊接,本实用新型的结构简单紧凑,各个装置通过plc控制系统相互配合使得整个过程自动化程度高,有效地提高口罩的生产效率。
[0027]
2、本实用新型中将耳带绳牵引装置、焊接装置设于机架上,将耳带绳拉线定位装置、耳带绳翻转装置和定位压合装置设置于升降架上,将耳带绳拉线定位装置设于机架两侧,各装置部件之间的运动轨迹简单不易发生干涉,则能够使得多个部件更紧凑设置,从而使得口罩机的占用空间大大减小,进一步降低生产成本。
[0028]
3、本实用新型中将耳带绳翻转装置和定位压合装置设置于升降架上,通过跟随升降架同步升降,定位压合装置使得口罩本体不易滑动,耳带绳翻转装置夹持的耳带端头更易对准焊接工位,在焊接头下压焊接时成功率更高,降低产品不良率。
[0029]
4、本实用新型中耳带绳牵引装置和耳带绳拉线定位装置通过plc控制系统相互配合相互配合,当耳带绳拉线定位装置拉线到位后耳带绳牵引装置中牵引限位轮也同步碰触拉线到位传感器,使得耳带绳牵引装置中主动导向轮停止转动,放置耳带绳进料过多造成耳带绳缠绕影响效率,也保证了控制更加精准。
[0030]
5、本实用新型采用超声波焊接,通过超声波在耳带上形成微振幅高频率的振动,并瞬间转化为热量,熔融所要加工的材料,最后使耳带永久性的粘贴或埋植在口罩本体上,能将耳带牢固的粘贴于口罩本体上,保证耳带不易脱落,使得产品质量更高。
[0031]
6、本实用新型通过在焊接装置中设置限位螺栓,限制了气缸对第二支撑板的继续推动,保证所述超声波焊枪不会因下降过多而与超声波主机相撞从而导致损坏。
[0032]
7、本实用新型通过设置限位板和吹气气嘴,保证口罩本体可以平整的放置在所述口罩本体定位盒中,不影响后续对耳带绳的焊接,使得焊接时焊接位置更加精准,防止焊接时错位,减少了口罩焊接过程中的不良率。
[0033]
8、本实用新型中驱动电机均采用伺服电机,伺服电机相比其他电机控制精度更高、反应更快、抗过载能力,并且发热和噪音明显相比更少,更易于维护,于是,采用伺服电机有利于对工作机构更精确的控制,有利于提高整机工作效率和降低产品不良率。
[0034]
9、本实用新型中输出装置通过输送带将传送轨道上的口罩输入容纳装置,再通过升降板在升降杆由气缸驱动向下的推力作用下将口罩推至出料输送带上,最后随出料输送带上输出,设计巧妙,空间利用率高,工作效率高,且出料输送带垂直于工作台设置,有利于节约空间,提高空间利用率。
[0035]
10、本实用新型中输出装置设置有容纳口罩的容纳装置,容纳装置防止从输送带输出的口罩飞出,而且输出的口罩在容纳装置中堆叠更加整齐,便于后续的包装,还设置有用于清点口罩数量的计数传感器,使得输出的口罩形成若干个口罩为一组的输出方式,便于后续对口罩的包装,提高工作效率。
附图说明
[0036]
图1是本实用新型实施例口罩耳带焊接机的整体结构示意图;
[0037]
图2是本实用新型实施例机架的正视结构示意图;
[0038]
图3是本实用新型实施例定位压合装置连接局部结构示意图;
[0039]
图4是本实用新型实施例焊接装置的机构示意图;
[0040]
图5是本实用新型实施例耳带绳牵引装置的结构示意图;
[0041]
图6是本实用新型实施例夹持装置和剪断装置的结构示意图;
[0042]
图7是本实用新型实施例输出装置的结构示意图;
[0043]
图8是本实用新型实施例输出装置的后视图。
具体实施方式
[0044]
现结合附图和具体实施例对本实用新型进一步说明。
[0045]
参考图1至图8,一种口罩耳带焊接机,包括机架1,其中,依流水线依次设于机架上的用于输入口罩本体的输入装置、设于机架两侧用于牵引耳带绳的耳带绳牵引装置、将耳带绳导入输入装置两侧的耳带绳拉线定位装置、设于各耳带绳拉线定位装置一侧的将耳带绳折弯成u 形并导入到口罩本体端部的耳带绳翻转装置、设于机架上将u型耳带绳焊接于口罩本体上的焊接装置、将焊接有耳带的口罩输出的输出装置,所述机架上设有控制各耳带绳翻转装置上下升降的第一升降装置,所述两耳带绳翻转装置分别设于第一升降装置的两侧,所述第一升降装置的下方两侧还设有用于定位口罩本体两端部的定位压合装置。
[0046]
参考图1、图2,所述第一升降装置包括设于机架1上所述输入装置上方的升降架801、设于机架上驱动升降架801上下升降的驱动装置,所述驱动装置包括旋转电机802、凸轮803、第一连杆804和第二连杆805,所述旋转电机802连接所述凸轮803,所述凸轮803转动连接第一连杆804,所述第一连杆804转动连接第二连杆805,所述第二连杆805固定连接所述升降架801。
[0047]
所述两耳带绳翻转装置分别设于升降架801两侧,所述各定位压合装置分别设于所述升降架801上位于所述耳带绳翻转装置的内侧。
[0048]
参考1、图3,各所述定位压合装置为设于升降架801一侧的用于定位口罩本体两端部的定位压条901,各所述定位压条901通过u型连接架902与升降架801紧固连接,各所述定位压条901设置方向与输入运行方向平行,所述定位压条901通过升降架801下降后能够将口罩本体两端部压持,使得口罩本体不易滑动,便于焊接。
[0049]
参考图2、图3、图4,各所述焊接装置包括设于输入装置下方一侧的超声波主机601,所述机架1上位于所述超声波主机601上方设有超声波焊枪602,所述超声波焊枪602可上下升降的设于机架1上以实现将折弯定位在口罩本体一侧的耳带绳焊接在口罩本体上,在各所述焊接装置中所述超声波焊枪602为两个,所述超声波焊枪602并排方向与输送方向平行,在各所述焊接装置中还包括对所述超声波焊枪602进行升降的气缸603、用于放置气缸603的第一支撑板604,所述气缸603推杆末端固定连接有第二支撑板605,所述第二支撑板605固定连接各所述超声波焊枪602,所述第一支撑板604与所述机架1固定连接,所述第一支撑板604上位于所述气缸603两侧各设有焊接导向杆606,各所述焊接导向杆606穿过所述第一支撑板604与所述第二支撑板605固定连接,通过设置所述焊接导向杆606,保证所述
气缸603在带动所述第二支撑板605升降过程中不会发生偏转,保证各所述超声波焊枪602可以正确的落在焊接位上;各所述焊接导向杆606上端面齐平且固定连接有第三支撑板607,所述第三支撑板607高于所述气缸603,所述第三支撑板607上位于气缸603上方设有限位螺栓608,所述限位螺栓608通过各焊接导向杆606跟随所述第三支撑板607进行升降,当所述限位螺栓608抵顶在所述气缸603上时,通过限制了气缸603对第二支撑板605的继续推动,保证所述超声波焊枪602不会因下降过多而与超声波主机601相撞从而导致损坏。
[0050]
参考图1,所述输入装置包括绕设于机架1的输送链条(图中未示出)、连续设于输送链条上方的口罩本体定位盒201,所述口罩本体定位盒201上方设有防止口罩本体上行的限位板202,所述限位板202下方两侧设有将输送过来的口罩本体整平的吹气气嘴203,所述吹气气嘴203通过外部气管连接风机(图中未示出),通过设置限位板202和吹气气嘴203,保证口罩本体可以平整的放置在所述口罩本体定位盒201中,不影响后续对耳带绳的焊接;所述机架1前后两端一侧间隔设有限位板调节架204,所述限位板调节架204向口罩本体定位盒201方向延伸,所述限位板202通过螺栓可上下调节的锁设于各限位板调节架204上,所述口罩本体定位盒201上开设有用于避让限位板202的避让槽205。
[0051]
参考图1、图2,各所述耳带绳翻转装置包括间隔设于第一升降装置的升降架801侧方两侧的夹抓501、驱动各夹抓翻转的翻转电机502,各所述翻转电机502通过安装板503紧固连接在所述升降架801上,各所述翻转电机502输出端穿过所述安装板503旋转连接各所述夹抓501,各所述翻转电机502同步驱动各所述夹抓501进行翻转。
[0052]
参考图1、图2、图5,各所述耳带绳牵引装置包括设于机架1一侧的牵引板301 、可翻转的设于牵引板301上方的用于定位耳带盘313的引入架302,所述牵引板301上位于所述引入架302的下方设有用于牵引耳带绳的主动导向轮303,所述主动导向轮303为胶轮,所述主动导向轮303由旋转电机驱动,所述分别设于牵引板上主动导向轮303两侧的输入轮304与输出轮305,所述牵引板301位于主动导向轮303的下方设有u型滑动架306,所述u型滑动架306上设有牵引限位轮307,所述牵引限位轮307可滑动设于u型滑动架306上,所述u型滑动架306上位于牵引限位轮307上方设有限制牵引限位轮307向上滑移的限位杆308,所述限位杆308上设有拉线到位传感器309,所述牵引板301上方还设有耳带绳端部引入架311,所述耳带绳端部引入架311上开设有牵引孔312,所述引入架302一侧设有用于防止耳带盘313滑出的限位环310,所述限位环310采用胶轮,利用其材质增大摩擦力保证耳带盘313不易从所述引入架302上滑出,又因为胶轮均有延展性,可以将其拉开从而轻易从所述引入架302上取出。
[0053]
参考图1、图6,所述耳带绳拉线定位装置包括设于机架1上输入装置两侧的导入座401,各所述导入座401上开设有耳带绳导入孔402,各所述导入座401位于耳带绳导入孔402下方设有将耳带绳转向为与输入方向平行的转向轮403,各所述导入座401上位于转向轮403后方设有夹持装置,所述夹持装置包括设于导入座401上的下夹板404,所述下夹板404上方与转向轮403外周面平行,所述导入座401位于下夹板404上方可升降的设有上夹板405,所述导入座上位于上夹板405上方设有上夹板驱动电机406;所述机架1上位于各夹持装置正后方还设有将耳带绳拉出的伸缩夹持装置,所述伸缩夹持装置包括设于机架1上的伸缩电机407,所述伸缩电机407的活塞杆上设有拉绳夹抓408;所述伸缩夹持装置与夹持装置之间设有将耳带绳剪断的剪断装置,所述剪断装置包括剪刀409和驱动剪刀作剪切动作
的旋转气缸410。
[0054]
参考图1、图7、图8,所述输出装置包括设于机架1后方的输出架701,所述输出架701上可转动的设有输送带702,所述输出架701的下方设有与输出架701垂直的转向输出架703,所述转向输出架703上绕设有输出口罩的传送带711,所述输送带上设有计数装置704,所述输出架701上位于所述转向输出架703上方设有用于防止口罩本体飞出临时堆叠口罩本体的容纳装置,所述容纳装置包括左容纳仓708和右容纳仓709,所述左容纳仓708的左端部和所述右容纳仓709的右端部通过旋转电机710与所述输出架701转动连接,所述左容纳仓708和右容纳仓709齐平,所述左容纳仓708和右容纳仓709底面低于所述输送带702上表面,所述输出架701上位于所述容纳装置上方设有将口罩本体推出的升降定位装置,所述升降定位装置包括设于输出架后方的升降杆705、设于升降杆输出端的升降板706、设于输出架上位于升降杆两侧的导向杆707,所述导向杆707与所述升降板706连接,所述升降杆705由气缸驱动。
[0055]
本实用新型还包括plc控制系统(图中为示出),所述输入装置、耳带绳牵引装置、耳带绳拉线定位装置、耳带绳翻转装置、焊接装置、输出装置,第一升降装置均与所述plc控制系统电连接。
[0056]
工作原理:采用本实用新型实施例的口罩耳带焊接机,在进行耳带与口罩本体进行焊接时,以口罩本体的一侧示例性说明如下,耳带绳在耳带绳牵引装置中由耳带盘313中牵引出穿过耳带绳端部引入架311上的牵引孔312,然后经过主动导向轮303和输入轮304之间,在绕过牵引限位轮307从输出轮305进入耳带绳拉线定位装置,耳带绳进入耳带绳拉线定位装置先穿过导入座401上的耳带绳导入孔402,再通过转向轮403转向后穿过夹持装置,由上夹板405和下夹板404将耳带绳夹持,位于夹持装置正后方伸缩夹持装置由伸缩电机407的伸缩杆伸出带动拉绳夹爪408到夹持装置前将耳带绳夹持后拉回,耳带绳牵引装置中的主动导向轮303通过旋转电机驱动开始旋转配合输入轮304带动耳带绳开始移动,在伸缩夹持装置拉回耳带绳过程中牵引限位轮307受到耳带绳带动在u型滑动架306上向上滑动,当伸缩夹持装置将耳带绳拉至预设位置时,牵引限位轮307也触碰到限位杆308上得拉线到位传感器309,主动导向轮303停止转动,牵引限位轮307下落到初始位置,第一升降装置中位于升降架801上的翻转电机502带动夹爪501翻转至伸缩夹持装置拉回耳带绳上方,同时旋转电机802驱动升降架801开始下降,当夹爪501夹持耳带绳后,位于导入座旁的剪断装置中旋转气缸410带动剪刀409将耳带绳剪断,然后升降架801上升同时翻转电机502带动夹爪501翻转回输入装置上方将耳带绳翻转为u形,此时口罩本体放置在口罩本体定位盒201上进过限位板202上的吹气气嘴203吹气整平后跟随输送链条传动进入超声波主机601上方的焊接位,升降架801再次下降将夹爪501夹取的耳带绳两端部放置在口罩本体两端,位于升降架801上的定位压条901也同步下压将口罩本体两端定位压合在超声波主机601上,同时超声波焊枪602在气缸603推动下下降,将耳带绳两端部压合在超声波主机601上,超声波主机601启动完成焊接,超声波焊枪602上升复位,夹爪501松开跟随升降架801上升,完成焊接的口罩随输送链条输送至输出装置,此后下一片口罩本体再进入焊接位拉绳夹爪408到夹持装置前将耳带绳夹持后拉回循环上述操作。
[0057]
焊接耳带后的口罩进入输出装置进过输送带702进入容纳装置中,位于输送带702上方的计数传感器704开始计数,当进入容纳装置中的口罩数量达到预设值时,位于容纳装
置上方的升降板706在升降杆705由气缸推动下下降,同时容纳装置的左、右容纳仓打开,口罩被升降板706推至转向输出架703上,在转向输出架703上形成若干个口罩为一组的输出方式,便于后续对口罩的包装。
[0058]
以上显示和描述了本实用新型的基本原理和主要特征及其优点,本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内,本实用新型要求保护范围由所附的权利要求书及其等效物界定。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签:

 热门咨询
热门咨询




tips