
 商标分类
商标分类  商标转让
商标转让 
一种多工位注塑成型模具的制作方法
 2021-02-23 23:02:34|
2021-02-23 23:02:34| 368|
368| 起点商标网
起点商标网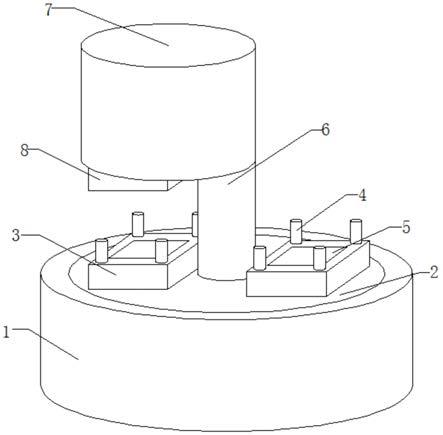
[0001]
本发明涉及注塑成型模具技术领域,尤其是涉及一种多工位注塑成型模具。
背景技术:
[0002]
塑料先在注塑机的加热料筒中受热熔融,然后在注塑机螺杆或活塞的推动下,经喷嘴和模具的浇注系统进入模具型腔,最后在型腔中硬化定型,这就是注射成型的简单过程,而注塑成型所用的模具就叫注塑成型模具,注塑模具主要用于热塑性塑料制品的成型,不过近年来亦越来越多用于热固性塑料的成型,注塑成型在塑料制品的成型中占有极大的比例,因而塑料成型模具的生产中约有一大半都是注塑模具;但现有的注塑模具存在一定的缺陷:1、动模座与定模座分离时,模型易吸附在定模座的模仁上跟随定模座上移,在上移过程中,模型存在掉落的风险,容易导致模型坠落发生损坏;2、现有的注塑模具多为单一模具工作,制模速度慢,少数的多工位模具,也只能根据固定模具工位数量进行制模,应便能力差;3、动模座不仅需要水平固定还需垂直固定,固定结构繁琐。
技术实现要素:
[0003]
本发明的目的在于提供一种多工位注塑成型模具,该多工位注塑成型模具能够有效防止模具开模时模型坠落,避免模型受到损坏,便于对模型脱模,能够根据不同熔料的硬化速度,调整模具的数量及间隔,以达到模具制作的作家效率,动模座固定简单且牢固,方便安装拆卸。
[0004]
本发明提供一种多工位注塑成型模具,包括底座,所述底座的上端外表面活动安装有转盘,且转盘的上端外表面两侧均活动安装有动模座,所述动模座的上端外表面边角位置均固定安装有定位柱,且动模座的上端外表面中间位置开设有模腔,所述转盘的上端外表面中间位置活动安装有伸缩柱,且伸缩柱的上端外表面固定安装有加热料筒,所述加热料筒的下端外表面一侧活动安装有定模座,所述底座的内部中间位置活动安装有液压器;
[0005]
所述定位柱靠近动模座对一侧外表面开设有凹槽,且凹槽的内部活动安装有托块,所述托块与凹槽之间焊接有弹簧,所述托块的上端为弧形面,且托块的外表面包裹有橡胶套。
[0006]
优选的,所述转盘的外表面设有导轨,且转盘的上端外表面开设有环形槽,且环形槽的数量为两个,所述转盘的上端外表面中间位置开设有穿孔,且转盘的上端外表面设有辅助刻度线,所述底座的内表面上端位置开设有导槽,所述导轨贯穿于导槽的内部。
[0007]
根据熔料的成模速度、以及操作人员的卸载清理速度,可对动模座的数量进行增减,增减时根据转盘的转动速度,计算出动模座之间的安装间距,并配合转盘上的辅助刻度线将动模座安装于适当位置,同时利用观察辅助刻度线,可判断出动模座与定模座是否处于同一垂直面,以确保合模的精准度,使得多工位注塑模具不受工位数量局限,灵活多变,提高注塑效率。
[0008]
优选的,所述转盘的上端外表面位于两个环形槽之间活动安装有固定螺栓,所述转盘的内部位于固定螺栓的两侧分别活动安装有第一固定轴与第二固定轴,且第一固定轴与第二固定轴的外表面设有螺旋片,所述固定螺栓的外表面上端位置开设有螺纹槽,且固定螺栓的外表面下端位置开设有齿形槽,所述齿形槽分别与第一固定轴及第二固定轴外表面的螺旋片相啮合,所述动模座的下端外表面边角位置均固定安装有固定座,且固定座的外表面开设有固定孔,所述第一固定轴与第二固定轴分别贯穿于固定孔的内部。
[0009]
将动模座上的固定座卡入环形槽中,并调整固定座的位置,使得固定座上的固定孔与安装处的第一固定轴及第二固定轴对齐,然后拧动固定螺栓,使得固定螺栓贯穿至转盘中,固定螺栓转动时利用其外表面下端的齿形槽与第一固定轴及第二固定轴外表面的螺旋片啮合,使得固定螺栓转动时带动第一固定轴及第二固定轴转动,并将第一固定轴及第二固定轴向两侧环形槽中推动,使得第一固定轴及第二固定轴贯穿至固定座上的固定孔中,从而对固定座与环形槽之间进行固定,进而对动模座进行固定,无需从水平面及垂直面对动模座进行固定,固定结构简单便于拆卸,最后固定螺栓利用其外表面上端的螺纹槽与转盘螺纹连接完成安装。
[0010]
优选的,所述固定座为圆弧片状,且固定座的两侧均设有清洁铲。
[0011]
在调整动模座的位置时,动模座利用固定座在环形槽中滑动,滑动过程中,利用固定座两侧的清洁铲可将附着在环形槽内部的杂质铲下,表面固定座在环形槽中移动受阻。
[0012]
优选的,所述清洁铲的上端外表面两侧均固定安装有挡板。
[0013]
清洁铲与挡板形成盒体,使得铲下的杂质收集于盒体中,便于对杂质进行统一清理。
[0014]
优选的,所述伸缩柱贯穿于转盘及底座的内部与液压器连接。
[0015]
液压器带动伸缩柱向底座内部收缩,使得伸缩柱带动定模座下移,最终使定模座与动模座叠合,然后将加热料筒内部的熔料注入模腔中,待熔料冷却成模后,液压器推动伸缩柱上移,使得定模座与动模座分离。
[0016]
有益效果
[0017]
1、定模座与动模座叠合时,动模座上的定位柱贯穿至定模座上的柱孔中,此时托块受到柱孔内壁的挤压收缩至凹槽内部,弹簧收缩变形,然后将加热料筒内部的熔料注入模腔中,待熔料冷却成模后,液压器推动伸缩柱上移,使得定模座与动模座分离,由于模型是由熔料冷却后形成的,在成模后,模型容易附着在定模座上,跟随定模座同步上移,导致模型存在坠落受损的风险,随着定模座上移,定位柱由下往上逐步伸出柱孔,此时托块由下而上依次与柱孔脱离,弹簧复位将托块从凹槽中弹出,托块弹出后在定模座下方的边角处托住模型,避免模型坠落而受损,若模型为吸附于定模座上而停留在模腔中,随着定位柱最下端的托块弹出,托块顶住模型,由于托块表面为弧形面,使得托块对模型进行向上受力,从而便于将模型从模腔中进行脱模;
[0018]
2、根据熔料的成模速度、以及操作人员的卸载清理速度,可对动模座的数量进行增减,增减时根据转盘的转动速度,计算出动模座之间的安装间距,并配合转盘上的辅助刻度线将动模座安装于适当位置,同时利用观察辅助刻度线,可判断出动模座与定模座是否处于同一垂直面,以确保合模的精准度,使得多工位注塑模具不受工位数量局限,灵活多变,提高注塑效率;
[0019]
3、将动模座上的固定座卡入环形槽中,并调整固定座的位置,使得固定座上的固定孔与安装处的第一固定轴及第二固定轴对齐,然后拧动固定螺栓,使得固定螺栓贯穿至转盘中,固定螺栓转动时利用其外表面下端的齿形槽与第一固定轴及第二固定轴外表面的螺旋片啮合,使得固定螺栓转动时带动第一固定轴及第二固定轴转动,并将第一固定轴及第二固定轴向两侧环形槽中推动,使得第一固定轴及第二固定轴贯穿至固定座上的固定孔中,从而对固定座与环形槽之间进行固定,进而对动模座进行固定,无需从水平面及垂直面对动模座进行固定,固定结构简单便于拆卸,最后固定螺栓利用其外表面上端的螺纹槽与转盘螺纹连接完成安装,在调整动模座的位置时,动模座利用固定座在环形槽中滑动,滑动过程中,利用固定座两侧的清洁铲可将附着在环形槽内部的杂质铲下,表面固定座在环形槽中移动受阻,同时清洁铲与挡板形成盒体,使得铲下的杂质收集于盒体中,便于对杂质进行统一清理。
附图说明
[0020]
为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0021]
图1为本发明的整体结构示意图;
[0022]
图2为本发明的定位柱与托块相结合视图;
[0023]
图3为本发明的定位柱剖视图;
[0024]
图4为本发明的转盘与辅助刻度线相结合视图;
[0025]
图5为本发明的底座与液压器相结合视图;
[0026]
图6为本发明的转盘与固定螺栓相结合视图;
[0027]
图7为本发明的固定螺栓与环形槽相结合视图;
[0028]
图8为本发明的固定螺栓与第一固定轴及第二固定轴相结合视图;
[0029]
图9为本发明的动模座与固定座相结合视图;
[0030]
图10为本发明的固定座结构示意图。
[0031]
附图标记说明:
[0032]
1、底座;2、转盘;21、导轨;22、穿孔;23、环形槽;24、辅助刻度线;25、导槽;26、固定螺栓;27、第一固定轴;28、第二固定轴;261、螺纹槽;262、齿形槽;3、动模座;31、固定座;32、固定孔;33、清洁铲;4、定位柱;41、凹槽;42、托块;43、弹簧;5、模腔;6、伸缩柱;7、加热料筒;8、定模座;9、液压器。
具体实施方式
[0033]
下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0034]
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、
“
厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定、的方位构造和操作,因此不能理解为对本发明的限制。
[0035]
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个所述特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。此外,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
[0036]
请参阅图1至图10,本发明提供一种技术方案:
[0037]
一种多工位注塑成型模具,如图1至图3所示,包括底座1,所述底座1的上端外表面活动安装有转盘2,且转盘2的上端外表面两侧均活动安装有动模座3,所述动模座3的上端外表面边角位置均固定安装有定位柱4,且动模座3的上端外表面中间位置开设有模腔5,所述转盘2的上端外表面中间位置活动安装有伸缩柱6,且伸缩柱6的上端外表面固定安装有加热料筒7,所述加热料筒7的下端外表面一侧活动安装有定模座8,所述底座1的内部中间位置活动安装有液压器9;
[0038]
所述定位柱4靠近动模座3的一侧外表面开设有凹槽41,且凹槽41的内部活动安装有托块42,所述托块42与凹槽41之间焊接有弹簧43,所述托块42的上端为弧形面,且托块42的外表面包裹有橡胶套;
[0039]
通过采用上述技术方案,定模座8与动模座3叠合时,动模座3上的定位柱4贯穿至定模座8上的柱孔中,此时托块42受到柱孔内壁的挤压收缩至凹槽41内部,弹簧43收缩变形,然后将加热料筒7内部的熔料注入模腔5中,待熔料冷却成模后,液压器9推动伸缩柱6上移,使得定模座8与动模座3分离,由于模型是由熔料冷却后形成的,在成模后,模型容易附着在定模座8上,跟随定模座8同步上移,导致模型存在坠落受损的风险,随着定模座8上移,定位柱4由下往上逐步伸出柱孔,此时托块42由下而上依次与柱孔脱离,弹簧43复位将托块42从凹槽41中弹出,托块42弹出后在定模座8下方的边角处托住模型,避免模型坠落而受损,若模型为吸附于定模座8上而停留在模腔5中,随着定位柱4最下端的托块42弹出,托块42顶住模型,由于托块42表面为弧形面,使得托块42对模型进行向上受力,从而便于将模型从模腔5中进行脱模。
[0040]
作为本发明的一种实施方式,如图4所示,所述转盘2的外表面设有导轨21,且转盘2的上端外表面开设有环形槽23,且环形槽23的数量为两个,所述转盘2的上端外表面中间位置开设有穿孔22,且转盘2的上端外表面设有辅助刻度线24,所述底座1的内表面上端位置开设有导槽25,所述导轨21贯穿于导槽25的内部,根据熔料的成模速度、以及操作人员的卸载清理速度,可对动模座3的数量进行增减,增减时根据转盘2的转动速度,计算出动模座3之间的安装间距,并配合转盘2上的辅助刻度线24将动模座3安装于适当位置,同时利用观察辅助刻度线24,可判断出动模座3与定模座8是否处于同一垂直面,以确保合模的精准度,使得多工位注塑模具不受工位数量局限,灵活多变,提高注塑效率。
[0041]
作为本发明的一种实施方式,如图6至图10所示,所述转盘2的上端外表面位于两个环形槽23之间活动安装有固定螺栓26,所述转盘2的内部位于固定螺栓26的两侧分别活动安装有第一固定轴27与第二固定轴28,且第一固定轴27与第二固定轴28的外表面设有螺旋片,所述固定螺栓26的外表面上端位置开设有螺纹槽261,且固定螺栓26的外表面下端位置开设有齿形槽262,所述齿形槽262分别与第一固定轴27及第二固定轴28外表面的螺旋片相啮合,所述动模座3的下端外表面边角位置均固定安装有固定座31,且固定座31的外表面开设有固定孔32,所述第一固定轴27与第二固定轴28分别贯穿于固定孔32的内部,所述固定座31为圆弧片状,且固定座31的两侧均设有清洁铲33,所述清洁铲33的上端外表面两侧均固定安装有挡板,将动模座3上的固定座31卡入环形槽23中,并调整固定座31的位置,使得固定座31上的固定孔32与安装处的第一固定轴27及第二固定轴28对齐,然后拧动固定螺栓26,使得固定螺栓26贯穿至转盘2中,固定螺栓26转动时利用其外表面下端的齿形槽262与第一固定轴27及第二固定轴28外表面的螺旋片啮合,使得固定螺栓26转动时带动第一固定轴27及第二固定轴28转动,并将第一固定轴27及第二固定轴28向两侧环形槽23中推动,使得第一固定轴27及第二固定轴28贯穿至固定座31上的固定孔32中,从而对固定座31与环形槽23之间进行固定,进而对动模座3进行固定,无需从水平面及垂直面对动模座3进行固定,固定结构简单便于拆卸,最后固定螺栓26利用其外表面上端的螺纹槽261与转盘2螺纹连接完成安装,在调整动模座3的位置时,动模座3利用固定座31在环形槽23中滑动,滑动过程中,利用固定座31两侧的清洁铲33可将附着在环形槽23内部的杂质铲下,表面固定座31在环形槽23中移动受阻,同时清洁铲33与挡板形成盒体,使得铲下的杂质收集于盒体中,便于对杂质进行统一清理。
[0042]
工作原理:首先将动模座3上的固定座31卡入环形槽23中,并调整固定座31的位置,使得固定座31上的固定孔32与安装处的第一固定轴27及第二固定轴28对齐,然后拧动固定螺栓26,使得固定螺栓26贯穿至转盘2中,固定螺栓26转动时利用其外表面下端的齿形槽262与第一固定轴27及第二固定轴28外表面的螺旋片啮合,使得固定螺栓26转动时带动第一固定轴27及第二固定轴28转动,并将第一固定轴27及第二固定轴28向两侧环形槽23中推动,使得第一固定轴27及第二固定轴28贯穿至固定座31上的固定孔32中,从而对固定座31与环形槽23之间进行固定,进而对动模座3进行固定,无需从水平面及垂直面对动模座3进行固定,固定结构简单便于拆卸,最后固定螺栓26利用其外表面上端的螺纹槽261与转盘2螺纹连接完成安装,之后转动转盘2,使得其中一个动模座3转动至定模座8的正下方,然后液压器9带动伸缩柱6向底座1内部收缩,使得伸缩柱6带动定模座8下移,最终使定模座8与动模座3叠合,定模座8与动模座3叠合时,动模座3上的定位柱4贯穿至定模座8上的柱孔中,此时托块42受到柱孔内壁的挤压收缩至凹槽41内部,弹簧43收缩变形,然后将加热料筒7内部的熔料注入模腔5中,待熔料冷却成模后,液压器9推动伸缩柱6上移,使得定模座8与动模座3分离,由于模型是由熔料冷却后形成的,在成模后,模型容易附着在定模座8上,跟随定模座8同步上移,导致模型存在坠落受损的风险,随着定模座8上移,定位柱4由下往上逐步伸出柱孔,此时托块42由下而上依次与柱孔脱离,弹簧43复位将托块42从凹槽41中弹出,托块42弹出后在定模座8下方的边角处托住模型,避免模型坠落而受损,若模型为吸附于定模座8上而停留在模腔5中,随着定位柱4最下端的托块42弹出,托块42顶住模型,由于托块42表面为弧形面,使得托块42对模型进行向上受力,从而便于将模型从模腔5中进行脱模,之
后转动转盘2,使得另一组动模座3转动至定模座8的下方,进行下一次注塑工作,而同时对上一组动模座3中的模型进行卸载,以及对模腔5内部进行清理,根据熔料的成模速度、以及操作人员的卸载清理速度,可对动模座3的数量进行增减,增减时根据转盘2的转动速度,计算出动模座3之间的安装间距,并配合转盘2上的辅助刻度线24将动模座3安装于适当位置,在调整动模座3的位置时,动模座3利用固定座31在环形槽23中滑动,滑动过程中,利用固定座31两侧的清洁铲33可将附着在环形槽23内部的杂质铲下,表面固定座31在环形槽23中移动受阻,同时清洁铲33与挡板形成盒体,使得铲下的杂质收集于盒体中,便于对杂质进行统一清理,同时利用观察辅助刻度线24,可判断出动模座3与定模座8是否处于同一垂直面,以确保合模的精准度,使得多工位注塑模具不受工位数量局限,灵活多变,提高注塑效率。
[0043]
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 模具型腔

 热门咨询
热门咨询




tips