
 商标分类
商标分类  商标转让
商标转让 
一种成型设备模具间隙调节及监控系统的制作方法
 2021-02-23 20:02:16|
2021-02-23 20:02:16| 347|
347| 起点商标网
起点商标网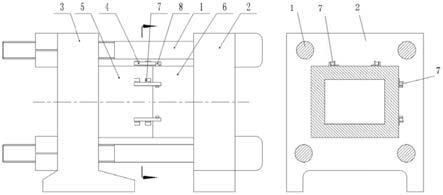
[0001]
本实用新型涉及一种成型设备模具间隙调节及监控系统。
背景技术:
[0002]
随着汽车行业迅速的发展,塑料件在汽车上的应用越来越广泛。与之同时,汽车轻量化、功能化的发展需求也对汽车塑料制品提出了更高的要求。近些年来,轻量化注塑件产品在汽车塑料件上有着越来越广泛的应用,在保证注塑件性能和功能的基础上,产品壁厚不变,使用发泡(mucell)或者化学发泡技术,结合发泡技术与engel注塑机提供的精确开模(precision opening)功能,降低产品密度,以达到产品轻量化的目的。同时,汽车上一些功能性的薄壁塑料件,如抬头显示器等或者光学件如天窗、侧窗等,这些功能件的应用需要解决传统注塑技术生产的产品翘曲和内应力的固在问题。传统方案为通过四个拉杆快速油缸中安装电子尺参与控制,如图1拉杆剖视图所示,21是四根拉杆,22是静模板,23是动模板,24是安装在拉杆油缸中的电子尺,模具合模时,电子尺24检测拉杆21 移动的距离来间接监控模具间隙。此方案检测模具间隙的精度不够高,与工艺技术设定值偏差较大。
技术实现要素:
[0003]
本实用新型要解决的技术问题是:传统模具间隙控制精度不够高,与工艺技术设定值偏差较大的问题。
[0004]
为了解决上述问题,本实用新型的技术方案是提供了一种成型设备模具间隙调节及监控系统,其特征在于:包括设在动模侧模具上的位置传感器、设在静模侧模具上的传感器磁铁以及用于接收位置传感器发出的数据信息的控制单元,所述动模侧模具和静模侧模具相对设置。
[0005]
优选地,所述位置传感器通过支架设在动模侧模具上。
[0006]
优选地,所述位置传感器设在动模侧模具的顶面和侧面。
[0007]
优选地,所述位置传感器设在动模侧模具的顶面中心线和侧面中心线的两边,靠近合模位置的一侧。
[0008]
优选地,所述传感器磁铁设在静模侧模具的顶面和侧面上与位置传感器对应的位置。
[0009]
优选地,所述位置传感器和控制单元之间通过rs485/422接口通信。
[0010]
与现有技术相比,本实用新型的有益效果是:
[0011]
本实用新型控制精度高,使用本实用新型控制开模位置,在精确开模时,实际产品的壁厚更接近工艺设定,提高了工艺设定的精确度和准确性,为实际的技术应用增加了可行性和稳定性;使用本实用新型控制开模得到的产品,不同位置的壁厚更加均匀,提供了更好的模板壁厚平行度控制,对最终产品质量和应用起到了重要支撑作用。
附图说明
[0012]
图1为传统模具间隙控制结构示意图;
[0013]
图2为本实用新型一种成型设备模具间隙调节及监控系统结构示意图。
具体实施方式
[0014]
为使本实用新型更明显易懂,兹以优选实施例,并配合附图作详细说明如下。
[0015]
如图2所示,本实用新型一种成型设备模具间隙调节及监控系统,包括位置传感器7、传感器磁铁8和控制单元,控制单元用于接收位置传感器7发出的数据信息。位置传感器7通过支架安装在动模侧模具5的顶面和侧面,顶面和侧面各安装两副,两副位置传感器7分别安装在顶面中心线和侧面中心线的两边,靠近合模位置的一侧,传感器磁铁8安装在静模侧模具6的顶面和侧面上与位置传感器7对应的位置。动模侧模具5安装在动模板3上,静模侧模具6安装在静模板2上,动模侧模具5和静模侧模具6对设置,拉杆1有四根,分别穿过动模板 3和静模板2的四个角,并与静模板2连接固定,动模板3可以沿着拉杆1来回运动。
[0016]
位置传感器7采用balluff精密线性位置传感器,balluff采用电磁涡流技术,并搭载独立微处理器(btm00c),信号传输的可靠性由抗噪声的rs485/422 差分驱动器和接收器保证,并带同步ssi接口,控制单元采用imm控制器,位置传感器7内部数据采集与imm控制器外部时钟频率同步,保证控制器最优化的计算精度。
[0017]
合模时,动模板3带动动模侧模具5向静模侧模具6靠拢,通过安装在静模侧模具6上的传感器磁铁,位置传感器7可以直接监控动模侧模具5和静模侧模具6之间的间隙,并将数据信息传递到独立的控制单元,进行分布式检测和微调,达到精确控制注射量和注射压力的目的。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips