
 商标分类
商标分类  商标转让
商标转让 
一种具有延展性的复合型石墨模具的制作方法
 2021-02-23 19:02:07|
2021-02-23 19:02:07| 372|
372| 起点商标网
起点商标网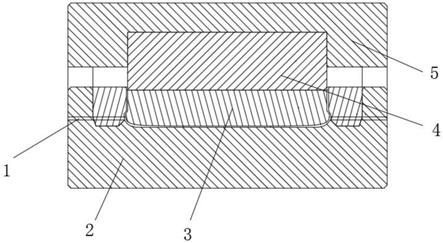
[0001]
本实用新型涉及模具领域,具体是一种具有延展性的复合型石墨模具。
背景技术:
[0002]
近年来模具行业飞速发展,石墨以其良好的物理和化学性能逐渐成为模具制作首选;加上橡胶,具有优良的延展性、抗氧化性、耐候性以及具有透气性好,耐高低温,耐扭结不变形,两者结合,运用全新工艺制造高性能模具。橡胶是指具有可逆形变的高弹性聚合物材料,在室温下富有弹性,在很小的外力作用下能产生较大形变,除去外力后能恢复原状。天然橡胶是由胶乳制造的,胶乳中所含的非橡胶成分有一部分就留在固体的天然橡胶中。一般天然橡胶中含橡胶烃92%-95%,而非橡胶烃占5%-8%。由于制法不同,产地不同乃至采胶季节不同,这些成分的比例可能有差异,但基本上都在范围以内。
[0003]
现有技术中,运用石墨材料的模具,导致不具有很好的延展性、耐扭结性,不利于产品挤压成型,生产出高品质产品。
技术实现要素:
[0004]
本实用新型的目的在于提供一种具有延展性的复合型石墨模具,以解决现有技术中,运用石墨材料的模具,导致不具有很好的延展性、耐扭结性,不利于产品挤压成型,生产出高品质产品的问题。为实现上述目的,具体提供如下技术方案:
[0005]
一种具有延展性的复合型石墨模具,包括下模组件;
[0006]
所述下模组件上成型排气机构,并利用成型排气机构将废气顺利排出;
[0007]
该模具还包括高温弹性成型机构;
[0008]
所述高温弹性成型机构上安装有耐高温弹性板,并利用耐高温弹性板的延展性和耐扭结性,与下模组件配合进行挤压成型。
[0009]
在挤压成型中耐高温弹性板不断下压,并与下模组件配合进行挤压成型,利用了耐高温弹性板的延展性和耐扭结性,生产出了高品质产品;而在耐高温弹性板不断下压过程中,成型排气机构可将废气顺利排出,便于产品稳定成型。
[0010]
本实用新型中:所述成型排气机构在边侧设置的弧形面上开设有多个呈多排分布的排气结构,并利用排气结构将废气顺利排出。
[0011]
进一步的方案:所述排气结构为排气孔。
[0012]
进一步的方案:所述排气孔的内孔径为0.2-0.4mm。
[0013]
进一步的方案:所述排气孔的内孔径为0.3mm。
[0014]
本实用新型中:所述成型排气机构上设有下模镶件,而下模镶件安装在下模组件上;其中,所述下模组件上设有下模板。
[0015]
本实用新型中:所述耐高温弹性板为橡胶板,并利用橡胶板的延展性和耐扭结性,与下模组件配合进行挤压成型。
[0016]
本实用新型中:所述上模板上加装有压力补偿系统,而压力补偿系统通过设有的
热压机台利用耐高温弹性板与下模组件配合进行挤压成型中的压力,进行压力补偿。
[0017]
本实用新型中:所述耐高温弹性板设置在上模芯上,而上模芯安装在上模板上。
[0018]
本实用新型具有延展性的复合型石墨模具,包括下模组件;所述下模组件上成型排气机构,并利用成型排气机构将废气顺利排出;该模具还包括高温弹性成型机构;所述高温弹性成型机构上安装有耐高温弹性板,并利用耐高温弹性板的延展性和耐扭结性,与下模组件配合进行挤压成型;在挤压成型中耐高温弹性板不断下压,并与下模组件配合进行挤压成型,利用了耐高温弹性板的延展性和耐扭结性,生产出了高品质产品;而在耐高温弹性板不断下压过程中,成型排气机构可将废气顺利排出,便于产品稳定成型。
附图说明
[0019]
图1为本实用新型具有延展性的复合型石墨模具的合模后的结构示意图。
[0020]
图2为本实用新型具有延展性的复合型石墨模具的开模后的结构示意图。
[0021]
图中:1-排气孔;2-下模板;3-橡胶板;4-上模芯;5-上模板。
具体实施方式
[0022]
在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
[0023]
本实用新型的目的在于提供一种具有延展性的复合型石墨模具,以解决现有技术中,运用石墨材料的模具,导致不具有很好的延展性、耐扭结性,不利于产品挤压成型,生产出高品质产品的问题。为实现上述目的,具体提供如下技术方案:
[0024]
本实用新型实施例中,如图1和图2所示,一种具有延展性的复合型石墨模具,包括下模组件;所述下模组件上成型排气机构,并利用成型排气机构将废气顺利排出;该模具还包括高温弹性成型机构;所述高温弹性成型机构上安装有耐高温弹性板,并利用耐高温弹性板的延展性和耐扭结性,与下模组件配合进行挤压成型。
[0025]
本实用新型实施例中,在挤压成型中耐高温弹性板不断下压,并与下模组件配合进行挤压成型,利用了耐高温弹性板的延展性和耐扭结性,生产出了高品质产品;而在耐高温弹性板不断下压过程中,成型排气机构可将废气顺利排出,便于产品稳定成型。
[0026]
本实用新型实施例中,如图1和图2所示,所述成型排气机构在边侧设置的弧形面上开设有多个(多个,可以是2个、3个、4个、5个、6个......,具体为多少并不作限定,只要能满足利用排气结构将废气顺利排出,便于产品稳定成型即可)呈多排(多排,可以是2排、3排、4排、5排、6排......,具体为多少排并不作限定,只要能满足利用排气结构将废气顺利排出,便于产品稳定成型即可)分布的排气结构,并利用排气结构将废气顺利排出,便于产品稳定成型。进一步的方案,所述排气结构为排气孔1;其中,排气孔1可替换为排气腔,或者替换为排气缝等等,具体为哪种结构并不作限制,只要能满足将废气顺利排出即可;优选的,所述排气结构为排气孔1。
[0027]
本实用新型实施例中,如图1和图2所示,所述排气孔1的内孔径为0.2-0.4mm,用于
将废气顺利排出便于产品稳定成型的排气孔1,并局限于内孔径为0.2-0.4mm,只要能满足将废气顺利排出便于产品稳定成型即可,优选的,所述排气孔1的内孔径为0.2-0.4mm;进一步优选的,所述排气孔1的内孔径为0.3mm。
[0028]
本实用新型实施例中,如图1和图2所示,所述成型排气机构上设有下模镶件,而下模镶件安装在下模组件上;其中,所述下模组件上设有下模板2。而所述下模组件上设有的下模板2配合下模镶件,与耐高温弹性板连动完成挤压成型,利用了耐高温弹性板的延展性和耐扭结性,生产出了高品质产品。
[0029]
本实用新型实施例中,如图1和图2所示,所述耐高温弹性板设置在上模芯4上,而上模芯4安装在上模板5上。在耐高温弹性板通过上模板5利用上模芯4提供下压动力,并配合下模组件完成贴合挤压成型,并利用耐高温弹性板的延展性和耐扭结性,生产出了高品质产品。
[0030]
其中在挤压合模成型中,上模板5和下模板2之间的间隙为5-9mm,便于有足够的下压空间便于调节最佳成型合模压力;以及便于调节最佳成型合模压力的模板5和下模板2之间的间隙并不局限于5-9mm,只要能满足有足够的下压空间便于调节最佳成型合模压力即可;优选的,上模板5和下模板2之间的间隙为5-9mm;进一步优选的,上模板5和下模板2之间的间隙为7mm。
[0031]
本实用新型实施例中,如图1和图2所示,所述耐高温弹性板为橡胶板3,并利用橡胶板3的延展性和耐扭结性,与下模组件配合进行挤压成型。其中,所述耐高温弹性板为橡胶板3中的橡胶板3可替换为硅胶板,或者其他耐高温的弹性材料板,具体为何种材料并不作限定,只要能满足利用了其延展性和耐扭结性,生产出了高品质产品即可;优选的,所述耐高温弹性板为橡胶板3。
[0032]
本实用新型实施例中,如图1所示,所述上模板5上加装有压力补偿系统,而压力补偿系统通过设有的热压机台利用耐高温弹性板与下模组件配合进行挤压成型中的压力,进行压力补偿。
[0033]
本实用新型具有延展性的复合型石墨模具,包括下模组件;所述下模组件上成型排气机构,并利用成型排气机构将废气顺利排出;该模具还包括高温弹性成型机构;所述高温弹性成型机构上安装有耐高温弹性板,并利用耐高温弹性板的延展性和耐扭结性,与下模组件配合进行挤压成型;在挤压成型中耐高温弹性板不断下压,并与下模组件配合进行挤压成型,利用了耐高温弹性板的延展性和耐扭结性,生产出了高品质产品;而在耐高温弹性板不断下压过程中,成型排气机构可将废气顺利排出,便于产品稳定成型。
[0034]
在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
[0035]
上面对本实用新型的较佳实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域的普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下作出各种变化。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips