
 商标分类
商标分类  商标转让
商标转让 
一种对接音响外壳与音响出风口的热板焊接设备的制作方法
 2021-02-23 19:02:47|
2021-02-23 19:02:47| 192|
192| 起点商标网
起点商标网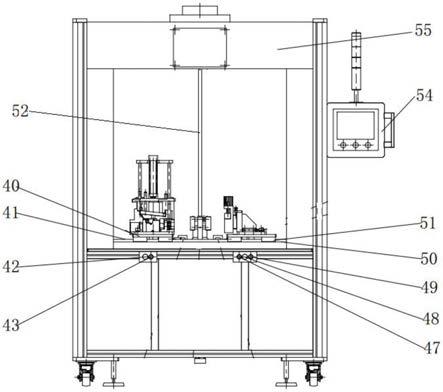
[0001]
本实用新型涉及一种设备,具体涉及一种对接音响外壳与音响出风口的热板焊接设备。
背景技术:
[0002]
pp填充滑石粉玻璃纤维增强顶级高保真低音扬声器为塑胶产品,由于出风口处为一个半封闭状态,无法直接通过注塑技术模具动作上实现一体注塑成型,因此需要将音响外壳和音响出风口进行分别注塑,在分别注塑完成后,需要将音响出风口精准焊接在音响外壳上成为一体。
技术实现要素:
[0003]
本实用新型提供一种对接音响外壳与音响出风口的热板焊接设备,能够将音响出风口精准焊接在音响外壳上成为一体,焊接后牢固美观。
[0004]
本实用新型的技术方案如下:
[0005]
一种对接音响外壳与音响出风口的热板焊接设备,包括主体架构、音响外壳固定装置、音响出风口固定装置、热熔焊接装置和焊接装置控制面板,所述主体架构下部设有支架板,所述支架板上设有水平导轨,水平移动板一及水平移动板二安装在所述水平导轨上,音响外壳固定装置设置在水平移动板一上,音响出风口固定装置设置在水平移动板二上;所述主体架构内设有垂直导轨,热熔焊接装置安装在所述垂直导轨上;焊接装置控制面板设置在所述主体架构侧部,焊接装置控制面板通过导线与热熔焊接装置连接。
[0006]
进一步地,所述的对接音响外壳与音响出风口的热板焊接设备,其中所述音响外壳固定装置包括底板一、下侧仿形定位组块、下侧仿形支撑组块、导向杆、固定板、气缸一、支架和上侧仿形下压组块,底板一设置在水平移动板一上,下侧仿形定位组块、下侧仿形支撑组块及两根导向杆设置在底板一上,所述固定板固定设置在两根导向杆的顶端,气缸一设置在所述固定板上,所述支架的两端分别滑动安装在两根导向杆上,气缸一的活塞杆与所述支架固定连接,上侧仿形下压组块设置在所述支架的下端面上。
[0007]
进一步地,所述的对接音响外壳与音响出风口的热板焊接设备,其中所述音响出风口固定装置包括底板二、支撑架、辅助支撑块、连接板、仿形固定组块、气缸二、仿形下压块和横支板,底板二设置在水平移动板二上,所述支撑架垂直设置在底板二上,所述辅助支撑块设置在所述支撑架与底板二之间,仿形固定组块通过所述连接板与所述支撑架连接在一起,所述横支板设置在仿形固定组块上端,气缸二设置在所述横支板上,仿形下压块安装在气缸二的活塞杆端头。
[0008]
进一步地,所述的对接音响外壳与音响出风口的热板焊接设备,其中所述热熔焊接装置包括底板三、竖支板、辅助支撑板、音响出风口侧热模板、音响外壳侧热模板和连接组块,底板三与所述垂直导轨连接,所述竖支板垂直设置在底板三上,所述竖支板的下部两侧分别设置辅助支撑板且辅助支撑板与底板三固定连接,所述竖支板的上部两侧通过所述
连接组块分别与音响出风口侧热模板及音响外壳侧热模板连接在一起。
[0009]
进一步地,所述的对接音响外壳与音响出风口的热板焊接设备,其中所述底板三上设有两个定位孔,所述支架板上设有两个定位柱,所述定位孔与所述定位柱位置对应。
[0010]
进一步地,所述的对接音响外壳与音响出风口的热板焊接设备,其中水平移动板一设有驱动装置一,水平移动板二设有驱动装置二,底板三设有驱动装置三;所述主体架构上设有驱动装置开关一、气缸开关一、气缸开关二、驱动装置开关二和焊接装置运动开关,驱动装置开关一作为驱动装置一的启动及紧急停止按钮,驱动装置开关二作为驱动装置二的启动及紧急停止按钮,气缸开关一作为气缸一的启动及紧急停止按钮,气缸开关二作为气缸二的启动及紧急停止按钮,焊接装置运动开关作为驱动装置三的启动及紧急停止按钮。
[0011]
利用上述对接音响外壳与音响出风口的热板焊接设备进行的工作过程,包括如下步骤:
[0012]
1)将音响外壳放置在下侧仿形定位组块及下侧仿形支撑组块上固定,然后按动气缸开关一,气缸一下压,上侧仿形下压组块固定住音响外壳;
[0013]
2)将音响出风口放置在仿形固定组块上,然后按动气缸开关二,气缸二下压,仿形下压块将音响出风口固定;
[0014]
3)打开焊接装置控制面板,设置所需要的热熔工艺参数;
[0015]
4)按下焊接装置运动开关,驱动装置三带动热熔焊接装置下行,底板三上的两个定位孔套在支架板上的两个定位柱上;
[0016]
5)按下驱动装置开关一和驱动装置开关二,驱动装置一带动音响外壳固定装置运行至音响外壳套在音响外壳侧热模板停止;驱动装置二带动音响出风口固定装置运行至音响出风口套在音响出风口侧热模板停止;热熔焊接装置开始对音响外壳和音响出风口需要焊接的焊接面进行热熔;
[0017]
6)热熔完成后,音响外壳固定装置及音响出风口固定装置分别向两侧运行,驱动装置三带动热熔焊接装置上行;
[0018]
7)音响外壳固定装置及音响出风口固定装置相对向内运行,音响外壳和音响出风口已热熔好的焊接面紧密结合在一起进行固化;
[0019]
8)固化时间结束后,按动气缸开关二,气缸二上行,音响出风口固定装置打开;音响外壳固定装置及音响出风口固定装置同时向外运行,按动气缸开关一,气缸一上行,音响外壳固定装置打开,取下产品。
[0020]
本实用新型的有益效果为:本实用新型能够将音响出风口精准焊接在音响外壳上成为一体,焊接后牢固美观。
附图说明
[0021]
图1为对接音响外壳与音响出风口的热板焊接设备结构图;
[0022]
图2为音响外壳固定装置结构图;
[0023]
图3为音响出风口固定装置结构图;
[0024]
图4为热熔焊接装置结构图;
[0025]
图5为音响外壳结构图;
[0026]
图6为音响出风口结构图。
具体实施方式
[0027]
如图1所示,一种对接音响外壳与音响出风口的热板焊接设备,包括主体架构55、音响外壳固定装置、音响出风口固定装置、热熔焊接装置和焊接装置控制面板54,所述主体架构55下部设有支架板50,所述支架板50上设有水平导轨41,水平移动板一40及水平移动板二51安装在所述水平导轨41上,音响外壳固定装置设置在水平移动板一40上,音响出风口固定装置设置在水平移动板二51上;所述主体架构55内设有垂直导轨52,热熔焊接装置安装在所述垂直导轨52上;焊接装置控制面板54设置在所述主体架构55侧部,焊接装置控制面板54通过导线与热熔焊接装置连接。
[0028]
如图2所示,所述音响外壳固定装置包括底板一8、下侧仿形定位组块7、下侧仿形支撑组块9、导向杆3、固定板2、气缸一1、支架4和上侧仿形下压组块6,底板一8设置在水平移动板一40上,下侧仿形定位组块7、下侧仿形支撑组块9及两根导向杆3设置在底板一8上,所述固定板2固定设置在两根导向杆3的顶端,气缸一1设置在所述固定板2上,所述支架4的两端分别滑动安装在两根导向杆3上,气缸一1的活塞杆与所述支架4固定连接,上侧仿形下压组块6设置在所述支架4的下端面上。
[0029]
如图3所示,所述音响出风口固定装置包括底板二14、支撑架15、辅助支撑块16、连接板13、仿形固定组块12、气缸二18、仿形下压块19和横支板17,底板二14设置在水平移动板二51上,所述支撑架15垂直设置在底板二14上,所述辅助支撑块16设置在所述支撑架15与底板二14之间,仿形固定组块12通过所述连接板13与所述支撑架15连接在一起,所述横支板17设置在仿形固定组块12上端,气缸二18设置在所述横支板17上,仿形下压块19安装在气缸二18的活塞杆端头。
[0030]
如图4所示,所述热熔焊接装置包括底板三20、竖支板21、辅助支撑板23、音响出风口侧热模板28、音响外壳侧热模板30和连接组块29,底板三20与所述垂直导轨52连接,所述竖支板21垂直设置在底板三20上,所述竖支板21的下部两侧分别设置辅助支撑板23且辅助支撑板23与底板三20固定连接,所述竖支板21的上部两侧通过所述连接组块29分别与音响出风口侧热模板28及音响外壳侧热模板30连接在一起。所述底板三20上设有两个定位孔,所述支架板50上设有两个定位柱,所述定位孔与所述定位柱位置对应。
[0031]
如图1所示,水平移动板一40设有驱动装置一,水平移动板二51设有驱动装置二,底板三20设有驱动装置三;所述主体架构55上设有驱动装置开关一42、气缸开关一43、气缸开关二47、驱动装置开关二48和焊接装置运动开关49,驱动装置开关一42作为驱动装置一的启动及紧急停止按钮,驱动装置开关二48作为驱动装置二的启动及紧急停止按钮,气缸开关一43作为气缸一1的启动及紧急停止按钮,气缸开关二47作为气缸二18的启动及紧急停止按钮,焊接装置运动开关49作为驱动装置三的启动及紧急停止按钮。
[0032]
如图1-6所示,利用上述对接音响外壳与音响出风口的热板焊接设备进行的工作过程,包括如下步骤:
[0033]
1)将音响外壳61放置在下侧仿形定位组块7及下侧仿形支撑组块9上固定,然后按动气缸开关一43,气缸一1下压,上侧仿形下压组块6固定住音响外壳61;
[0034]
2)将音响出风口62放置在仿形固定组块12上,然后按动气缸开关二47,气缸二18
下压,仿形下压块19将音响出风口62固定;
[0035]
3)打开焊接装置控制面板54,设置所需要的热熔工艺参数;
[0036]
4)按下焊接装置运动开关49,驱动装置三带动热熔焊接装置下行,底板三20上的两个定位孔套在支架板50上的两个定位柱上;
[0037]
5)按下驱动装置开关一42和驱动装置开关二48,驱动装置一带动音响外壳固定装置运行至音响外壳61套在音响外壳侧热模板30停止;驱动装置二带动音响出风口固定装置运行至音响出风口62套在音响出风口侧热模板28停止;热熔焊接装置开始对音响外壳61和音响出风口62需要焊接的焊接面进行热熔;
[0038]
6)热熔完成后,音响外壳固定装置及音响出风口固定装置分别向两侧运行,驱动装置三带动热熔焊接装置上行;
[0039]
7)音响外壳固定装置及音响出风口固定装置相对向内运行,音响外壳61和音响出风口62已热熔好的焊接面紧密结合在一起进行固化;
[0040]
8)固化时间结束后,按动气缸开关二47,气缸二18上行,音响出风口固定装置打开;音响外壳固定装置及音响出风口固定装置同时向外运行,按动气缸开关一43,气缸一1上行,音响外壳固定装置打开,取下产品。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 小家电

 热门咨询
热门咨询




tips