
 商标分类
商标分类  商标转让
商标转让 
一种视觉伺服装配机的制作方法
 2021-02-23 18:02:01|
2021-02-23 18:02:01| 274|
274| 起点商标网
起点商标网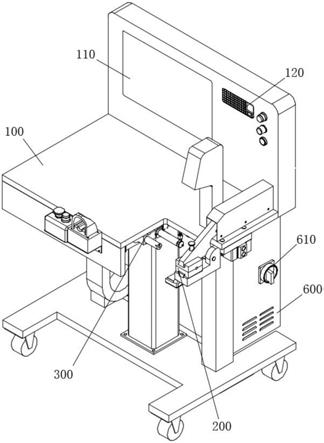
[0001]
本实用新型涉及管件装配领域,具体涉及一种视觉伺服装配机。
背景技术:
[0002]
在对塑料管件和接头进行装配时,将管接头放置在仿形工装上,再将管件夹紧,然后对接。有些塑料管件由于材料问题,装配时需要先将管件扩口,然后再装配接头会更顺畅些。
[0003]
目前的设备多为手动装配,一般都是购置台钻设备进行改造,把台钻上的电机、皮带以及控制电路全部拆除,保留台钻的升降柱和手动下压把手,主要是利用下压行程把手,因为是杠杆原理,所有操作起来比较省力。把工件接头的仿形定位块安装在台钻的钻夹头上,再做两个夹块安装在台钻底座上,夹块上安装一个夹紧气缸,管件放置在夹块中间,气动夹紧,手动扳动台钻把手,带动管接头下压,即完成管接头的装配。
[0004]
再有就是全气动控制,塑料管件夹紧,管件扩口,接头压装,都采用气缸完成,这样需要强调的是管件的夹紧是上下模闭合完成,故容易夹伤手指,目前采用的防夹原理是采用气缸上的行程开关,用电信号程序判断,这种方式存在安全隐患,行程开关移位、损坏、电路或控制程序出现问题等等,都会造成防夹功能失效。故夹伤手指在工厂内很难避免。
[0005]
管件接头的装配有装配质量的要求,接头与管件对接后,如果管件裂开了不合格,接头插入行程过小或多大都不合格,过小强度满足不了要求且易泄漏,过大导致管件膨胀间隙泄漏。这些质量问题目前只有依靠装配人员素质培训做质量把控。
[0006]
这种传输气体或液体的管路在汽车上具有非要重要的作用,因此装配质量和合格品的筛选是非常重要的;燃油管直接导致漏油着火,发动机供油不足;真空管直接导致助力下降,刹车灵敏度下降;制动管直接导致刹车失灵导致车祸的发生;冷却管直接导致被冷却的元器件温升过高而烧坏或爆炸。
技术实现要素:
[0007]
为解决上述技术问题,本实用新型提供一种视觉伺服装配机,包括工作面板,工作面板上装有夹紧机构和装配机构,夹紧机构和装配机构对应布置,夹紧机构用于夹紧管件,装配机构用于对管件进行扩口加工和将接头压入到管件中。
[0008]
优选的:夹紧机构包括上下布置的上模块和下模块,上模块可拆卸式安装在夹爪上,下模块可拆卸式安装在下夹座上,下夹座固定安装在工作面板上,夹爪活动安装,夹爪连接调节组件,调节组件用于调节夹爪上的上模块靠近或远离下模块实现夹紧或松开管件。
[0009]
优选的:上模块和下模块均采用燕尾槽配合结构安装在对应的夹爪、下夹座上。
[0010]
优选的:上模块和下模块对应面上开设有截面为半圆形的夹槽,夹槽和管件匹配,夹槽槽向和工作面板长度方向一致,上模块贴合下模块时,夹槽将管件卡紧。
[0011]
优选的:夹爪通过转轴转动安装,转轴轴向和夹槽槽向一致,调节组件用于调节夹
爪围绕转轴转动。
[0012]
优选的:调节组件包括滑块,滑块和上模块分置于夹爪两端,夹爪爪身通过转轴转动安装在下夹座上,夹爪对应滑块的端部开设有v型槽孔,滑块上装有和v型槽孔配合的销轴,销轴和v型槽孔滑动配合,滑块安装在a伸缩件上,a伸缩件的伸缩方向和转轴的轴向垂直,a伸缩件调节上模块处于两种工作状态,其一为:驱使滑块和销轴向靠近转轴方向伸出,销轴抵靠v型槽孔,驱使夹爪带动上模块转动靠近下模块,上模块处于夹紧管件的夹紧状态,其二为:驱使滑块和销轴向远离转轴方向回缩,销轴抵靠v型槽孔,驱使夹爪带动上模块转动远离下模块,上模块处于松开管件的松开状态。
[0013]
优选的:夹爪靠近a伸缩件一端下侧装有加载组件,上模块处于夹紧状态时,加载组件对上模块施加载荷,增大上模块夹紧管件的夹紧力。
[0014]
优选的:加载组件包括b伸缩件,b伸缩件的固定端安装在工作面板上, b伸缩件的活动端指向夹爪靠近a伸缩件的一端,上模块处于夹紧状态时,b 伸缩件伸出抵靠夹爪端部,增大上模块夹紧管件的夹紧力。
[0015]
优选的:a伸缩件和b伸缩件为气缸。
[0016]
优选的:装配机构包括定位杆和扩口杆,定位杆和扩口杆沿着工作面板宽度方向间隔布置,定位杆和扩口杆的杆长方向和转轴的轴向一致,定位杆、扩口杆和上模块、下模块上夹持的管件对应布置,定位杆和扩口杆安装在换位组件上,换位组件用于驱使定位杆和扩口杆沿着工作面板宽度方向移动,实现调节定位杆或扩口杆对准下上模块、下模块上夹持的管件,换位组件安装在压装组件上,压装组件用于驱使换位组件沿着工作面板长度方向运动,实现扩口或压装工作。
[0017]
优选的:换位组件包括连接板,连接板上装有直线导轨,直线导轨的长度方向和工作面板的宽度方向一致,直线导轨上设置有固定座,固定座沿着直线导轨的长度方向和直线导轨构成滑动导向配合,定位杆和扩口杆可拆卸式安装在固定座上,固定座上设置有螺纹孔,螺纹孔内装有丝杆,丝杆和螺纹孔配合安装,丝杆的杆长方向和直线导轨的长度方向一致,丝杆一端连接a 伺服电机。
[0018]
优选的:压装组件包括滑台,连接板安装在滑台上,滑台内装有丝杆螺母驱动装置,丝杆螺母驱动装置中的丝杆杆长方向和工作面板的长度方向一致,丝杆螺母驱动装置连接b伺服电机。
[0019]
优选的:工作面板上装有工业相机,工业相机的镜头对准夹紧机构和装配机构之间的压装区域,压装区域下方设置有背景光源,工作面板安装在电气柜上,工作面板上还装有显示屏和控制按键,工业相机、背景光源、显示屏和控制按键和电气柜电性连接,电气柜上还装有电源开关。
[0020]
本实用新型的技术效果和优点:本实用新型结构稳定,布局合理,安全性高,运动稳定,能够实现自动化半自动化的管件装配或管件扩口装配加工的功能,操作简单,满足了现在的使用要求。
附图说明
[0021]
图1为本实用新型的整体结构示意图。
[0022]
图2为本实用新型的夹紧机构的结构示意图。
[0023]
图3为本实用新型的装配机构的结构示意图。
[0024]
图4为本实用新型定位杆可拆卸式安装在固定座上的结构示意图。
[0025]
附图标记说明:100-工作面板、110-显示屏、120-控制按键、200-夹紧机构、 210-上模块、220-下模块、230-夹爪、240-下夹座、250-转轴、260-销轴、 270-b伸缩件、280-滑块、290-a伸缩件、300-装配机构、310-定位杆、320
-ꢀ
扩口杆、330-换位组件、331-连接板、332-直线导轨、333-丝杆、334-固定座、335-a伺服电机、336-方孔、337-锁紧螺母、338-7字螺栓、340-压装组件、341-滑台、342-b伺服电机、400-工业相机、500-背景光源、600-电气柜、 610-电源开关。
具体实施方式
[0026]
下面结合附图和具体实施方式对本实用新型作进一步详细的说明。本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
[0027]
实施例1
[0028]
参照图1-4,在本实施例中提出了一种视觉伺服装配机,包括工作面板100,工作面板100上装有夹紧机构200和装配机构300,夹紧机构200和装配机构300对应布置,夹紧机构200用于夹紧管件,装配机构300用于对管件进行扩口加工和将接头压入到管件中。
[0029]
夹紧机构200包括上下布置的上模块210和下模块220,上模块210可拆卸式安装在夹爪230上,下模块220可拆卸式安装在下夹座240上,下夹座 240固定安装在工作面板100上,夹爪活动安装,夹爪230连接调节组件,调节组件用于调节夹爪230上的上模块210靠近或远离下模块220实现夹紧或松开管件。
[0030]
上模块210和下模块220均采用燕尾槽配合结构安装在对应的夹爪230、下夹座240上。
[0031]
上模块210和下模块220对应面上开设有截面为半圆形的夹槽,夹槽和管件匹配,夹槽槽向和工作面板100长度方向一致,上模块210贴合下模块 220时,夹槽将管件卡紧。
[0032]
夹爪230通过转轴250转动安装,转轴250轴向和夹槽槽向一致,调节组件用于调节夹爪230围绕转轴250转动。
[0033]
调节组件包括滑块280,滑块280和上模块210分置于夹爪230两端,夹爪230爪身通过转轴250转动安装在下夹座240上,夹爪230对应滑块280 的端部开设有v型槽孔231,滑块280上装有和v型槽孔231配合的销轴260,销轴260和v型槽孔231滑动配合,滑块280安装在a伸缩件290上,a伸缩件290的伸缩方向和转轴250的轴向垂直,a伸缩件290调节上模块210处于两种工作状态,其一为:驱使滑块280和销轴260向靠近转轴250方向伸出,销轴260抵靠v型槽孔231,驱使夹爪230带动上模块210转动靠近下模块 220,上模块210处于夹紧管件的夹紧状态,其二为:驱使滑块280和销轴260 向远离转轴250方向回缩,销轴260抵靠v型槽孔231,驱使夹爪230带动上模块210转动远离下模块220,上模块210处于松开管件的松开状态。
[0034]
夹爪230靠近a伸缩件290一端下侧装有加载组件,上模块210处于夹紧状态时,加
载组件对上模块210施加载荷,增大上模块210夹紧管件的夹紧力。
[0035]
加载组件包括b伸缩件270,b伸缩件270的固定端安装在工作面板100 上,b伸缩件270的活动端指向夹爪230靠近a伸缩件290的一端,上模块 210处于夹紧状态时,b伸缩件270伸出抵靠夹爪230端部,增大上模块210 夹紧管件的夹紧力。
[0036]
a伸缩件290和b伸缩件270为气缸。
[0037]
装配机构300包括定位杆310和扩口杆320,定位杆310和扩口杆320沿着工作面板100宽度方向间隔布置,定位杆310和扩口杆320的杆长方向和转轴250的轴向一致,定位杆310、扩口杆320和上模块210、下模块220上夹持的管件对应布置,定位杆310和扩口杆320安装在换位组件330上,换位组件330用于驱使定位杆310和扩口杆320沿着工作面板100宽度方向移动,实现调节定位杆310或扩口杆320对准下上模块210、下模块220上夹持的管件,换位组件330安装在压装组件340上,压装组件340用于驱使换位组件330沿着工作面板100长度方向运动,实现扩口或压装工作。
[0038]
换位组件330包括连接板331,连接板331上装有直线导轨332,直线导轨332的长度方向和工作面板100的宽度方向一致,直线导轨332上设置有固定座334,固定座334沿着直线导轨332的长度方向和直线导轨332构成滑动导向配合,定位杆310和扩口杆320可拆卸式安装在固定座334上,固定座334上设置有螺纹孔,螺纹孔内装有丝杆333,丝杆333和螺纹孔配合安装,丝杆333的杆长方向和直线导轨332的长度方向一致,丝杆333一端连接a 伺服电机335。
[0039]
压装组件340包括滑台341,连接板331安装在滑台341上,滑台341内装有丝杆螺母驱动装置,丝杆螺母驱动装置中的丝杆杆长方向和工作面板100 的长度方向一致,丝杆螺母驱动装置连接b伺服电机342。
[0040]
工作面板100上装有工业相机400,工业相机400的镜头对准夹紧机构 200和装配机构300之间的压装区域,压装区域下方设置有背景光源500,工作面板100安装在电气柜600上,工作面板100上还装有显示屏110和控制按键120,工业相机400、背景光源500、显示屏110和控制按键120和电气柜600电性连接,电气柜600上还装有电源开关610。
[0041]
本实用新型能够进行5种装配模式:
[0042]
自动扩口装配:夹紧——寻扩口点——扩口保持——后退——换位——装配保持——回位——松开。
[0043]
普通扩口装配:夹紧——扩口保持——后退——换位——装配保持——回位——松开。
[0044]
直接装配:夹紧——装配保持——回位装配定位点——松开。
[0045]
直接扩口:夹紧——扩口保持——回扩口定位点——松开。
[0046]
后退位装配:回装配定位点——夹紧——装配保持——回后退位置——松开。
[0047]
本实用新型中电气柜600安装在底盘上,底盘上装有脚轮,移动方便,本实用新型在进行自动扩口装配时,首先选择对应管件的上模块210和下模块220,将对应的上模块210和下模块220装配到夹爪230和下夹座240上,通过燕尾槽配合的结构,装配快捷方便,夹爪230和下夹座240上还开设有螺纹孔,上模块210和下模块220上对应位置也开设有安装孔,上模块210 和下模块220通过螺栓固定安装在夹爪230和下夹座240上。
[0048]
然后,a伸缩件290收缩,带动滑块280移动,滑块280上的销轴260抵靠v型槽孔,驱
使夹爪230围绕转轴250转动,上模块210远离下模块220,上模块210和下模块220之间呈夹口状,然后将待装配的管件放置在上模块 210和下模块220之间的夹槽内,然后a伸缩件290伸出,夹爪230带动上模块210贴合下模块220,将管件夹紧。
[0049]
夹爪230的旋转受v型槽孔231和销轴260的运动约束,故在夹爪230 闭合这一过程中,随着滑块280运动,夹爪230完全闭合后,滑块2580依然向前运动,进入到夹爪230的下部,这时安装在工作面板100下面的b伸缩件270的活塞杆伸出,b伸缩件270的活塞杆上安装有顶杆,顶杆穿过工作面板100上的通孔压紧滑块280和夹爪230尾部,实现对夹爪230的重载荷加载。
[0050]
a伸缩件的作用是实现夹爪的打开和关闭动作,构成a伸缩件称为开闭气缸,开闭气缸由于缸径很小,输出力很小,所有就算夹爪闭合时,夹到手指,也不会造成伤害,而构成b伸缩件的气缸的作用是实现重载荷的加载,称为加载气缸,加载气缸缸径大,输出力大,行程短。
[0051]
要实现加载气缸的重载荷加载,有个前提条件是滑块280在夹爪230闭合运动中,必须要进入夹爪230尾部下面,否则加载气缸的顶杆伸出只能在滑块280的u型槽里,顶不到夹爪230尾部,也就实现不了夹爪230的加载。因此滑块280不仅是连接开闭气缸和夹爪230,实现夹爪230开闭运动,还起到垫块的作用。滑块280能运动至夹爪230尾部下面的一个前提条件是,上下模块之间不能有异物,这里的异物主要指的就是手指,如手指放入上下模块之间,上下模块就不能完全闭合,而气开闭气缸的输出力很小,推不动滑块极限向前运动。这时由于开闭气缸行程没到位,安装在开闭气缸上的感应开关没信号输出,加载气缸是不会动作的,这里强调的是就算控制出现故障,加载气缸动作,活塞杆伸出了,由于滑块运动没到位,也会造成气缸b加载失效,因此这种机械式的防夹功能是最可靠的,再加上电控程序互锁控制,双重保险。
[0052]
由于上下模块的闭合力量要求很多,故目前采用的一只气缸完成,由于气缸缸径大,行程长,充气建压时间长,耗气量大,浪费气能源,排气时间长,噪音多,效率低。现采用2只气缸,开闭气缸缸径小,缸体内腔容积小;加载气缸缸径大,可行程非常短,故缸体容积也非常小,因此动作更快,效率高,节约气能源,排气时间短,噪音少。
[0053]
在夹爪的尾部区域,包含开闭气缸在内的地方安装有防护罩,将其机构隐藏的防护罩内,起安全作用。
[0054]
a伺服电机335带动固定座334上的定位杆310和扩口杆320前后运动,实现压装和扩口的切换,当定位杆310对准管件时,就是可以进行压装;当扩口杆330对准管件时,便是可以进行扩口,b伺服电机342旋转带动固定座 334上的定位杆310和扩口杆320左右运动,实现压装或扩口。
[0055]
通过工业相机400的设置,实现视觉检测,显示屏上合格显示蓝色字体 ok,不合格以红色字体显示ng,并声光报警,对装配的数据自动存储,可查询追溯,自动统计装配产品数量,不合格率,可设置不同规格管件接头装配的型号和参数,参数包括压装行程、压装速度、原点位置、后退位置、后退速度、换位行程、换位速度、扩口行程、扩口速度、单步压装、还是扩口压装等等。
[0056]
压装和换位都采用伺服电机,可控性强,速度和行程都可以根据需求进行参数设置;满足不同压装行程,不同后退行程需求,噪音小,相应快。和气动相比,不需要调节限位,
不需要缓冲机构,没有因速度过快撞击缓冲限位块而产生的噪音,使用更方便。
[0057]
锁紧螺母337是一个楔形方块,上面有一个螺纹孔,安装在固定座334 上的方孔336内,7字螺栓338与锁紧螺母337配合使用,安装在锁紧螺母 337的对面,通过贯通孔与锁紧螺母337相连,方孔336的位置在定位杆310 尾部的旁边,用手扳动7字螺栓338,便可将定位杆310锁紧在固定座334上,这种锁紧机构拆卸方便,满足现场快换需求,同时锁紧可靠,不容易松动。由于楔形是与定位杆310尾部圆柱配合的,所有不会对轴造成破坏。
[0058]
本实用新型结构稳定,布局合理,安全性高,运动稳定,能够实现自动化半自动化的管件装配或管件扩口装配加工的功能,操作简单,满足了现在的使用要求。
[0059]
显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本实用新型保护的范围。本实用新型中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除

 热门咨询
热门咨询




tips