
 商标分类
商标分类  商标转让
商标转让 
一种储液瓶及制造模具的制作方法
 2021-02-23 18:02:11|
2021-02-23 18:02:11| 325|
325| 起点商标网
起点商标网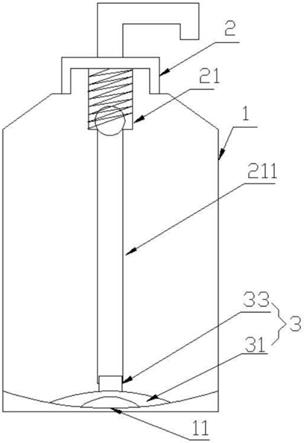
[0001]
本实用新型涉及一种储液瓶,特别是一种带有真空泵的储液瓶,属于包装容器领域。本实用新型还涉及一种模具,属于注塑成型领域。
背景技术:
[0002]
带有真空泵的储液瓶,已经成为了市面上很多乳状液体的最常用的保存容器之一,手动压缩真空泵,使用起来非常方便。
[0003]
每次按压真空泵,都会从泵口出一定量的存储液体,不会浪费。但是目前真空泵储液瓶在液体使用到最后的时候,由于真空泵出液管不在处于一个全覆盖状态,所以会剩余部分液体。
[0004]
目前真空泵的出液管底部具有几种形式,一种是平切口,平切口的出液管在设置的时候一般会使得出液管底部距离瓶身一定的距离,保证出液管能够吸到液体,因此剩余的液体量就是出液管底部到瓶身底部这一高度的液体。
[0005]
另一种是斜切口,这种方式,出液管斜切的底端可以接触瓶身底面,当斜切管口能够接触到空气之后,真空泵抽取的量就开始减少,当液体再继续下降,真空泵就很难再抽取液体,剩余的液体的量取决于出液管的斜切斜度。
[0006]
因此上述两种方法,虽然能够减少一定的液体剩余,但是还是会有留存一部分液体在储液瓶中无法抽出,如果直接扔掉,则会浪费部分液体,如果打开直接从瓶口倒出,则会不好控制使用量。
[0007]
目前还有一些方法尝试解决该问题方法,比如cn201711252640.1公开了一种在出液管的底部增加负重部,但是该方法在使用的时候会造成不方便,在液体快要用完时,需要将储液瓶倾斜使用,如果在使用一些粘稠度比较高的液体时,侧倾状态需要保持很长时间,更加降低了使用者的使用体验。
技术实现要素:
[0008]
本实用新型提供了一种储液瓶,通过在瓶身底部设置集液部,并且在集液部中设置汲取部件,真空泵的出液管连接汲取部件,真空泵抽液体时,通过汲取部件输送给出液管,当瓶中液体快用完时,液体会向集液部集中,汲取部件可以和瓶身底部形成一个小空间,通过该小空间,真空泵可以轻易的抽取液体,不会有液体残留,从而保证了使用开始到使用结束,抽取液体的量保持相同,同时也不会留存液体导致浪费。
[0009]
一种储液瓶,包括:瓶身以及设置在瓶身上的瓶盖,所述瓶盖包括真空出液泵,所述真空出液泵包括出液管,所述瓶身的底部具有集液部,所述集液部中设置有汲取部件,所述汲取部件通过所述出液管与所述真空出液泵连接。
[0010]
优选的,所述汲取部件包括瓶身连接部,开设在瓶身连接部上的集液豁口、设置在瓶身连接部上出液口,以及设置在出液口上方与出液管连接的出液管连接部。
[0011]
优选的,所述出液管连接部为管状结构。
[0012]
优选的,所述出液管为刚性材料,所述出液管连接部/出液管设置有外螺纹,所述出液管/出液管连接部上设置有与外螺纹配合的内螺纹。
[0013]
优选的,所述出液管连接部的外螺纹端部设置有橡胶密封圈。
[0014]
优选的,所述出液管为弹性材料,所述出液管连接部上设置有凸起卡口,所述出液管内设置有凹槽,所述卡口和凹槽相互配合。
[0015]
优选的,所述汲取部件为盘状,所述集液豁口有多个,均匀分布在汲取部件外围,所述集液豁口之间形成瓶身连接部,所述瓶身连接部有多个。
[0016]
优选的,所述集液豁口为拱门状,所述拱门状的豁口边缘向内凹陷。
[0017]
优选的,所述集液部为向瓶身底部下凹的凹陷,所述集液部设置在瓶身底部中心位置。
[0018]
优选的,所述汲取部件通过热熔的方式与瓶身底部固定连接。
[0019]
优选的,所述集液部为向瓶身底部弯曲的圆弧形,所述集液部弧形所在圆的半径为瓶身的长度的0.5-1.5倍。
[0020]
一种制造上述储液瓶的模具,包括模底和模盖,所述模底和模盖之间形成模腔,所述模腔包括第一模腔和第二模腔,所述第一模腔和第二模腔共同形成所述瓶身形状,所述第一模腔和所述第二模腔通过隔板连接,所述隔板活动连接于所述模盖上,所述第一模腔设置有吹塑口,所述第二模腔设置有进塑口。
[0021]
优选的,所述第一模腔和第二模腔之间设置有凹槽,所述隔板设置在凹槽中。
[0022]
优选的,所述第一模腔为吹塑腔室,第二模腔为注塑腔室。
[0023]
优选的,所述模具还包括设置在吹塑口并且延伸至第一模腔内的气嘴。
[0024]
优选的,所述模底或模盖上还设置有导向杆,所述模盖或模底上还设置有与导向杆匹配的导向槽。
[0025]
优选的,所述导向杆和导向槽可以相互自锁,所述导向杆和导向槽分别设置在模具的四角,所述导向杆为两个,所述导向槽为两个,所述导向杆和导向槽对角设置。
[0026]
一种储液瓶的制作方法,包括:
[0027]
第一步、将隔板装在第一模腔和第二模腔之间;
[0028]
第二步、将型胚通过吹塑口置入第一模腔内;
[0029]
第三步、将气嘴置于吹塑口的型胚中;
[0030]
第四步、通过气嘴将型胚吹塑成型,形状为第一模腔的形状;
[0031]
第五步、拆除隔板,通过进塑口向第二模腔中充入塑胶体;
[0032]
第六步、冷却成型,拆除模具,形成瓶身。
[0033]
第七步、将真空泵的出液管与汲取部件连接;
[0034]
第八步、将汲取部件周围加热至熔融状态;
[0035]
第九步、将瓶盖拧上瓶身,使得汲取部件与瓶身底部固定连接。
[0036]
优选的,所述第二步中充入的型胚熔点大于等于第五步中充入塑胶体的熔点。
[0037]
优选的,所述第七步,汲取部件与出液管可拆卸的连接。
[0038]
本实用新型提供了一种储液瓶,通过改变改储液瓶的底部结构,同时在出液管底部设置汲取部件,从而使得储液瓶在使用的过程中能够让储液瓶中的液体使用完而不造成浪费,同时还公开了一种模具制作上述储液瓶。
附图说明
[0039]
图1为本实用新型储液瓶结构示意图;
[0040]
图2为本实用新型汲取部件俯视图;
[0041]
图3为本实用新型模具结构示意图。
[0042]
附图标记列表:1-瓶身,11-集液部,2-瓶盖,21-真空出液泵,211-出液管,3-汲取部件,31-瓶身连接部,32-集液豁口,33-出液管连接部,34-出液口,4-模腔,41-第一模腔,42-第二模腔,5-隔板,6-模具,61-进塑口,62-吹塑口,63-气嘴,64-导向杆,65-导向槽。
具体实施方式
[0043]
下面结合附图和具体实施例,进一步阐明本实用新型,应理解这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围,在阅读了本实用新型之后,本领域技术人员对本实用新型的各种等价形式的修改均落于本申请所附权利要求所限定的范围。
[0044]
为使图面简洁,各图中只示意性地表示出了与本实用新型相关的部分,它们并不代表其作为产品的实际结构。另外,以使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅表示“仅此一个”,也可以表示“多于一个”的情形。
[0045]
实施例1:
[0046]
图1是本实用新型储液瓶结构示意图,本实用新型公开了一种储液瓶,包括:瓶身1以及设置在瓶身上的瓶盖2,瓶盖2包括真空出液泵21,真空出液泵21包括出液管211,瓶身1的底部具有集液部11,集液部11中设置有汲取部件3,汲取部件3通过出液管211与真空出液泵2连接。集液部11为向瓶身底部下凹的凹陷,集液部11设置在瓶身底部中心位置,集液部11为向瓶身1底部弯曲的圆弧形,集液部11弧形所在圆的半径为瓶身1的长度的1.2倍。
[0047]
集液部11可以让储液瓶中液体向集液部11集中,汲取部件3架设于集液部11上,可以通过汲取部件3将集液部11集中的液体通过真空泵21抽出,从而降低储液瓶中的液体剩余。
[0048]
集液部11的弧形所在圆的半径为瓶身1的长度的1.2倍,可以让集液部11有一点缓度,能够使得液体集中,同时降低瓶身1底部的空间浪费,提高储液瓶的储液量。
[0049]
如图2所示为本实用新型的汲取部件俯视图,汲取部件3包括瓶身连接部31,开设在瓶身连接部31上的集液豁口32、设置在瓶身连接部31上出液口34,以及设置在出液口34上方与出液管211连接的出液管连接部33。出液管连接部33为管状结构,与出液管211相互配合。汲取部件3为盘状,集液豁口32有多个,瓶身连接部31有多个,本实施例中,集液豁口32有四个,均匀分布在汲取部件3外围,集液豁口32之间形成瓶身连接部31,瓶身连接部31同样有四个。集液豁口32为拱门状,拱门状的集液豁口32边缘向内凹陷,汲取部件3通过热熔的方式与瓶身1固定连接。
[0050]
汲取部件3设置有多个集液豁口32,让液体从集液豁口32中流入集液部11,同时瓶身连接部31可以作为真空泵21抽取时候的集中作用,提高抽取效率。
[0051]
出液管211为刚性材料,出液管连接部33设置有外螺纹,出液管211上设置有与出液管连接部33匹配的内螺纹。或出液管连接部33设置有内螺纹,出液管211上设置有雨出液管连接部33匹配的外螺纹,出液管连接部33或出液管211的外螺纹端部设置有橡胶密封圈。
[0052]
出液管211和汲取部件3可拆卸连接,可以提升装配性,降低装配难度,同时橡胶密封圈可以降低真空泵211与汲取部件3之间的空隙,提高抽取的效率。
[0053]
实施例2:
[0054]
一种储液瓶,包括:瓶身1以及设置在瓶身上的瓶盖2,瓶盖2包括真空出液泵21,真空出液泵21包括出液管211,瓶身1的底部具有集液部11,集液部11中设置有汲取部件3,汲取部件3通过出液管211与真空出液泵2连接。集液部11为向瓶身底部下凹的凹陷,集液部11设置在瓶身底部中心位置,集液部11为向瓶身1底部弯曲的圆弧形,集液部11弧形所在圆的半径为瓶身的长度的1倍.
[0055]
如图2所示为本实用新型的汲取部件俯视图,汲取部件3包括瓶身连接部31,开设在瓶身连接部31上的集液豁口32、设置在瓶身连接部31上出液口34,以及设置在出液口34上方与出液管211连接的出液管连接部33。出液管连接部33为管状结构,与出液管211相互配合。汲取部件3为盘状,集液豁口32有多个,瓶身连接部31有多个,本实施例中,集液豁口32有四个,均匀分布在汲取部件3外围,集液豁口32之间形成瓶身连接部31,瓶身连接部31同样有四个。集液豁口32为拱门状,拱门状的集液豁口32边缘向内凹陷,汲取部件3通过热熔的方式与瓶身1固定连接。
[0056]
出液管211为弹性材料,出液管连接部33上设置有凸起卡口,出液管211内设置有凹槽,卡口和凹槽相互配合。
[0057]
实施例3:
[0058]
图3为本实用新型模具结构示意图,一种制造上述储液瓶的模具,包括模底和模盖(模底和模盖结构相同,仅仅导向杆64和导向槽65的位置相互互换),模底和模盖之间形成模腔4,模腔4进一步地包括第一模腔41和第二模腔42,第一模腔41和第二模腔42共同形成瓶身1的形状,第一模腔41和第二模腔42之间设置有隔板5,隔板5活动设置在所述模具中,第一模腔41和第二模腔42之间设置有隔板5放置凹槽,隔板5设置在凹槽中,第一模腔41设置有吹塑口62,第二模腔42设置有进塑口61,吹塑口62设置有气嘴63。模底上设置有两个导向杆64和两个导向槽65,模盖上设置有与模底对应的导向槽65和导向杆64,导向杆64和导向槽65设置在模底四角,导向杆64和导向槽65对角设置。
[0059]
实施例4:
[0060]
一种储液瓶的制作方法,包括:
[0061]
第一步、将隔板5装在第一模腔41和第二模腔42之间;
[0062]
第二步、将型胚通过吹塑口62置入第一模腔41内;
[0063]
第三步、将气嘴62置于吹塑口62的型胚中;
[0064]
第四步、通过气嘴62将型胚吹塑成型,形状为第一模腔41的形状;
[0065]
第五步、拆除隔板5,通过进塑口61向第二模腔42中充入塑胶体;塑胶体的熔点小于型胚熔点。
[0066]
第六步、冷却成型,拆除模具,形成瓶身1。
[0067]
第七步、将真空泵21的出液管211与汲取部件3可拆卸地连接;
[0068]
第八步、将汲取部件3的瓶身连接部31加热至熔融状态;
[0069]
第九步、将瓶盖2拧上瓶身1,使得汲取部件3与瓶身1底部固定连接。
[0070]
通过一次吹塑形成储液瓶的容腔,再通过一次注塑形成储液瓶的瓶底,同时两次
使用同一模具,可以提高磨具利用率,提升自动化可能性,提升生产效率。
[0071]
以上所述仅为本实用新型的优选例实施方式,并不构成对本实用新型保护范围的限定。任何在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的权利要求保护范围之内。
起点商标作为专业知识产权交易平台,可以帮助大家解决很多问题,如果大家想要了解更多知产交易信息请点击 【在线咨询】或添加微信 【19522093243】 与客服一对一沟通,为大家解决相关问题。
与客服一对一沟通,为大家解决相关问题。
此文章来源于网络,如有侵权,请联系删除
相关标签: 吹塑成型

 热门咨询
热门咨询




tips